

OBS: CUIDADO TEM LIVRARIA VENDENDO LIVRO COM NOSSO CONTEÚDO
A escolha do sistema de extração eficiente ao molde está relacionado ao tipo de produto
Já na fase de projeto a forma como as peças serão extraídas do molde tem que ser analisada observando-se o tipo de matéria prima a ser injetada, regiões complexas (detalhes estreitos e com pouca área), contrações, existência de travas e recursos disponíveis de acionamento conforme injetora a ser utilizada. Estes recursos podem ser mecânicos, hidráulicos e pneumáticos.
Fatores como área de contato, pressão de injeção, polimento, ângulos de saída e uso de desmoldantes influenciam na pressão necessária para extrair o produto injetado. O ângulo de saída é fundamental no auxílio para extração de produtos e considera-se que entre o mínimo 0,5º a 1º, seja o suficiente.
Os sistemas podem ser de extração por ar comprimido, placa impulsora, placa extratora, por núcleo rotativo e outros. Para que o funcionamento seja perfeito, é indicado a utilização de colunas e buchas guia no conjunto com folgas apropriadas e com distribuição analisada para o equilíbrio de forças. Moldes com boa construção, com ângulo de saída lateral bem calculados e um sistema de extração adequado, não terão necessidade de que se aplique agentes desmoldantes. A necessidade de usar agentes desmoldantes demonstra que o molde necessita de mais polimento ou ter mais saída.
Em moldes novos podem existir marcas microscópicas de ferramentas que atuam como se fossem cortes, de tal maneira que se faz necessário o uso dos agentes desmoldantes no período inicial do funcionamento. Depois de muito uso o contorno das cavidades na linha divisória do molde sofre um desgaste, produzindo cortes microscópios e quando isto acontece, as pontas dos contornos devem ser tratadas e polidas para ajustar o ângulo de saída. O uso de agentes desmoldantes aumenta o custo da produção, especialmente em termos de tempo perdido em sua aplicação, podendo levar a um aumento no tempo do ciclo final.
Em ciclos curtos, o interior do produto plástico permanece com a temperatura maior do que nas camadas externas que estiveram em contato com o molde frio e nestas condições, a concentração repentina de pressão pelo pino quando o molde abre, pode provocar tensões internas, que permanecem na peça após esta ser esfriada.
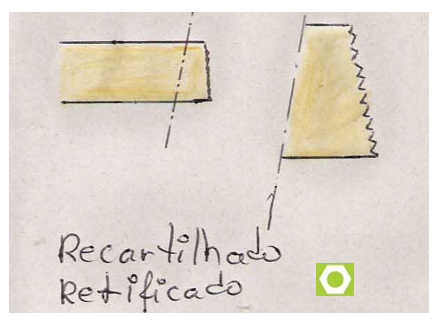
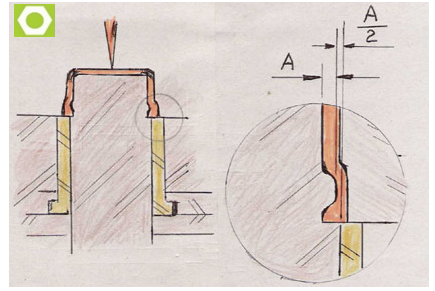
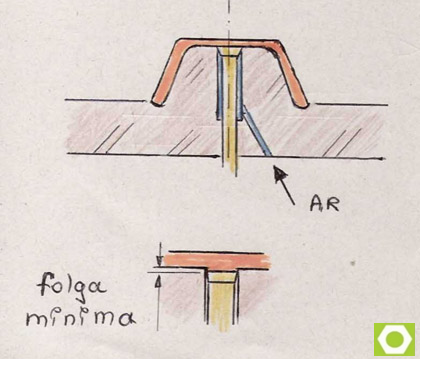
Criação de pino extrator com estrias na face
Em diversos casos são utilizados robôs para retirar a peça e acomodá-la. O mecanismo (robô), dificilmente irá extrair a peça, mas sim efetuar o transporte e nestes casos no momento do avanço das peças extraídas, o conjunto avançado repousa para que as mesmas sejam retiradas, sendo portanto, necessário fazer um trabalho de garras ou pegas na extremidades dos extratores para que os produtos não caiam e permaneçam retidos no ponto de espera. Uma das maneiras mais simples de reter as peças é com a retificação da face dos pinos, com estrias em ângulo favorável à retenção. Normalmente para causar o efeito esperado , estes pinos devem permanecer fixos em seu alojamento, sem giro.
Durante o projeto deve ser observado qual o mecanismo a ser utilizado para o retorno do conjunto de extração ,também se o produto moldado permanecerá no lado do conjunto extrator e ainda dois itens importantes, o curso que deve ser apenas o suficiente e ainda livrar o produto de colidir com a ferramenta no momento da queda (com gavetas mal posicionadas e pinos, pinças) e ainda observar o posicionamento de gavetas no mesmo alinhamento de extratores. Gavetas avançadas no caso de avanço dos extratores fora no sincronismo desejado podem ocasionar choque e quebras dos componentes .
Sistemas de extração utilizados em moldes .
Sistema de extração por placa impulsora: Neste sistema, o conjunto de placa impulsora constitui-se de uma placa porta extratores e uma placa de encosto para estes extratores que em avanço leva todo conjunto pelo curso definido. Este sistema é o mais comum por ser de fácil colocação no molde e nele é comum o uso de extratores, buchas, camisas, pinças, lâminas.
No caso de uso para pinos, lâminas e buchas a limitação do comprimento dos guias é muito importante pois, no momento em que se ocorre o atrito (avanço e retorno), no mesmo instante, as folgas entre os pares atua absorvendo as dilatações. Quanto maior a guia, melhor trabalhada deve ser a folga. Na fabricação de cavidades, às vezes ocorre a necessidade de serem fabricados alguns furos pelo processo de eletroerosão à frio e é importante fazer-se o chanfro de entrada para guia na montagem dos extratores.
O chanfro de entrada para montagem é muito importante que não se deixe de executar pois, no momento da manutenção, a possibilidade de desmontar e montar o conjunto por inteiro, facilita o trabalho do ferramenteiro. Às vezes, nos casos de furos sem chanfros de entrada somente no momento da montagem que se vai observar a falta do mesmo e por imprudência ou esquecimento pode futuramente ocasionar o amassamento do elemento extrator na remontagem. Também, lembrar que todos elementos de extração devem possuir uma folga mínima perceptível sendo que aqueles que atuam diretamente no produto e não trabalham fixos devem girar.
Não há nenhuma fórmula precisa de cálculo para determinar o número de extratores necessários e a prática ensina que a quantidade de extratores, desde que não influencie na qualidade final, melhor “sobrar do que faltar”, detalhe que deve ser avaliado inclusive na lista pré- try – out.
A falta de extratores pode ocasionar a quebra dos utilizados por excesso de esforço, dependendo da fragilidade dos pinos. Se os pinos são poucos ou de pequeno diâmetro, a pressão dos pinos pode ser suficiente para distorcer a peça ainda quente.
Quando se trabalha com ciclos rápidos, a pressão exercida pela superfície dos pinos pode limitar a obtenção do ciclo mínimo, devido ao tempo que requer o plástico para endurecer e resistir à pressão dos pinos. “O produto é a referência mais importante para a definição do sistema de extração a ser utilizado”.
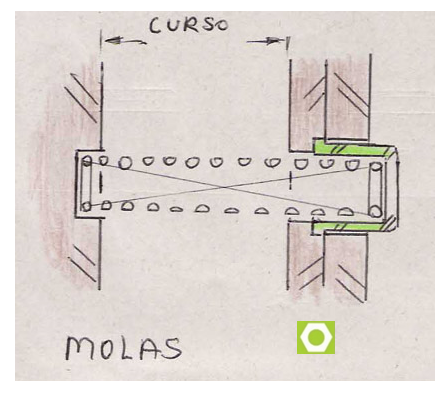
Em ferramenta simples, o uso de molas para retorno do conjunto de placas extratoras ´é comum, sendo importante o dimensionamento correto sem carga excessiva, principalmente para a pré-pressão que deve existir sempre para eficácia do sistema. Com o retorno por mola, o sistema da máquina somente executa o avanço até o limite regulado ou fim de curso deixando a mola atuar para o retorno, com a finalização do processo pelo pino de retorno que vai sofrer esforço final ao fechamento do molde. Com exceção de alguns casos, não há necessidade de fixação do sistema de extração ao eixo da máquina. Sendo a mola de catálogo, a padronização é amiga da reposição fácil .
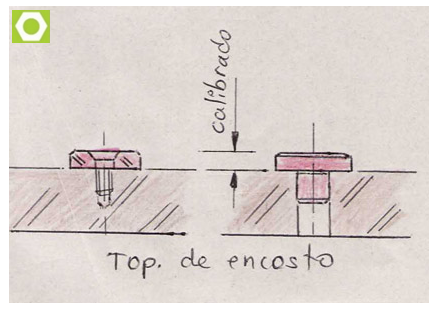
Limitador de encosto: não faz parte diretamente do conjunto de extração mas é importante para limitar de maneira uniforme o encosto da placa. É o limitador do recuo e deve ter a medida calibrada. Normalmente vai distribuído conforme área de apoio da placa extratora aos pares (04-06-08…). Os tipos mais utilizados são com parafuso, fenda e prensado conforme esboço.
Os pinos extratores mais utilizados já são de fabricação padronizada e pode ser reposto com troca de estoque e podemos classificá-los como pinos de retorno, pinos extrator de insertos, extrator de produto e extrator ou de retenção de canal
A função principal dos pinos de retorno, independente do uso de molas para o recuo, é garantir que no instante do fechamento do molde, todo o conjunto ou sistema extrator, retorne até os pontos de encosto, por não ser parte do produto diretamente, estando localizado na cavidade ou na base porta forma, suas folgas não devem ser mínimas pois, o seu travamento no caso de enrustir pode trazer danos à todo sistema.
Este pino deve permanecer livre e normalmente é o pino de diâmetro maior devido a pressão exercida sobre o mesmo.
Os pinos extratores de insertos são utilizados para auxiliar na extração de peças soltas (postiços) que devem ser extraídos junto com o produto. A folga no diâmetro não deve ser mínima, deve trabalhar livre sendo importante o comprimento do mesmo pois, deve acompanhar os extratores de produto no funcionamento.
Os pinos extratores de produto são aqueles em que haverá o contato com a matéria-prima injetada. Para estes pinos, a folga deve ser precisa para não ocasionar um anel de rebarba e quanto melhor ajustado o comprimento, menos perceptível será a marca deixada na peça plástica.
Para extratores, existem “n” tipos à escolher e dependendo da escolham no caso de precisar de pinos muito compridos e finos, é aconselhável a utilização de uma bucha guia para evitar que os mesmos entortem ( ou empenem).
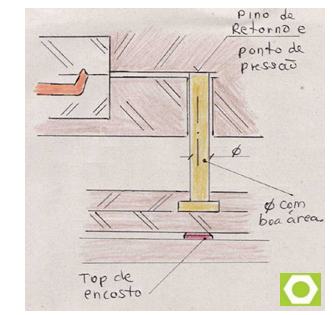
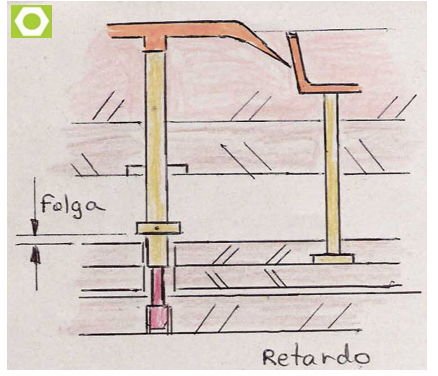
Os pinos extratores de canal ou chamados pinos de retenção servem para retirar ou reter o canal formado pela injeção (jito). Em alguns casos há necessidade do uso de um recurso chamado retardo para que o canal seja retirado, após o produto. O recurso do retardo constitui-se de uma folga no curso do pino de retenção do canal, possibilitando primeiro a extração do produto e depois extração do canal. Procura-se prever a ação dos extratores de retardo do mesmo lado que o ponto de injeção, para que o canal de injeção seja retirado automaticamente do componente injetado.
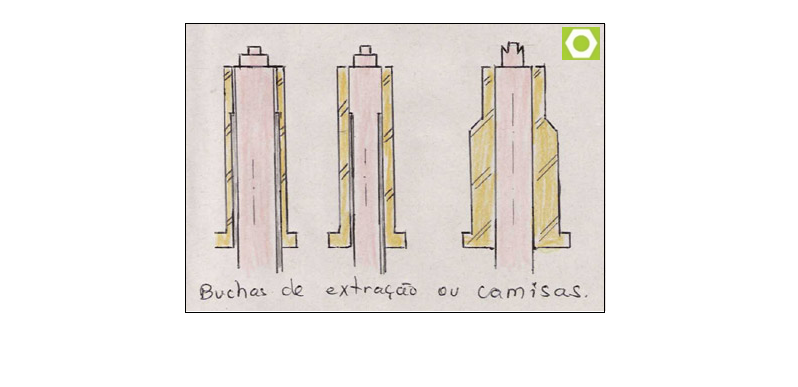
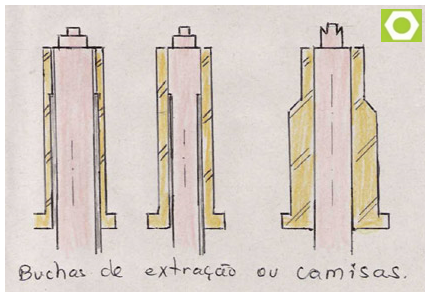
É feito a utilização de buchas de extração (ou camisa) em casos que o núcleo permanece fixo e a mesma avança. A parede muito fina não é aconselhável à não ser que haja esta necessidade pois, ocorre o desgaste facilmente. Deve ser observado alívio para diminuir área de contato ao máximo para eliminar o atrito. As buchas permitem que se aumente a área de contato entre o elemento de extração (bucha) e produto diminuindo a força necessária para a extração da peça, logo ajuda ou favorece a não danificar a peça. Consideremos camisa quando fugir à padronização.
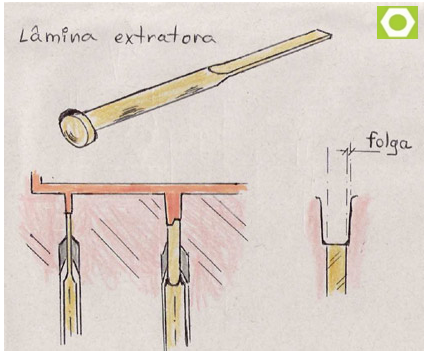
O uso de lâminas extratoras é indicado quando há necessidade para detalhes estreitos, profundos ou até travas. Deve ser observada a largura mínima possível e também o curso mínimo necessário para a extração. No caso da largura, evita-se que no momento do avanço a mesma entre em contato com a lateral da cavidade e provoque riscos e quebras. De acordo com o produto, na face da lâmina ainda pode ser trabalhado algum perfil, desde que não a enfraqueça. Sua fabricação tem sido de aço cromo, níquel, cementada, temperada e retificada sendo ideal que seja perfeitamente plana. Deve ser observado a possibilidade da padronização pois, é um item que é trabalhoso a execução.
A utilização de pinças na extração é feito quando em alguns produtos se requer nervuras (detalhes) internas ou externas, no sentido oposto à extração. Normalmente é colocado quando não se consegue colocar gavetas por falta de espaço e nestes casos, a pinça também funciona como postiço em alguns tipos de moldes. Conforme exigência do produto a pinça pode ser também utilizada do lado fixo do molde (lado injeção). Neste caso, se faz necessário mais um conjunto extrator. Nesta placa no momento da abertura do molde, as pinças avançam (ocorre abertura) liberando a saída do detalhe do produto ( pressão de mola no encosto da placa em moldes simples). Quando ocorre o fechamento as pinças se retraem e dão forma ao detalhe do produto
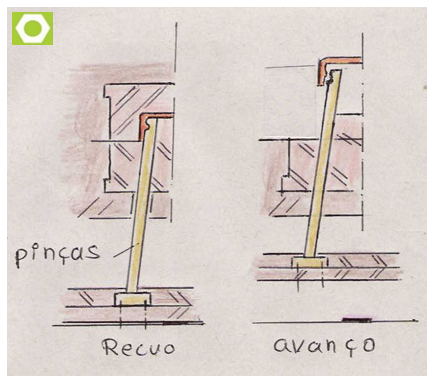
O recuo é forçado pelos pinos de retorno.
O uso da extração forçada é utilizado quando há pouca área para extração e sempre para materiais macios. É um recurso à mais.
Outras maneiras de se extrair produtos dependem das características da peça.
Podem ser utilizados vários estágios na extração, com várias placas, auxílio de gavetas e sempre que padronizados favorecem a troca rápida . Existem ainda outros sistemas patenteados por empresas.
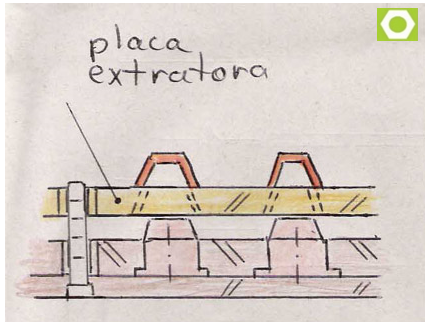
Extração por placa extratora: este tipo é utilizado devido à necessidade de extração por força distribuída de maneira uniforme , também em casos de pouca área para uso na extração e ainda perfis complexos. Esta placa extratora pode ser movimentada por travas mecânicas, “tirantes”, molas e outros.
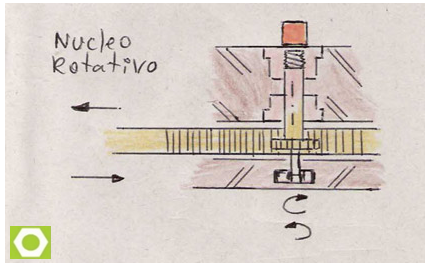
O sistema de extração por núcleo rotativo é de maneira mais comum utilizado com cremalheira acionada por sistemas hidráulicos ou pneumáticos. É um sistema em que ocorre a rotação do núcleo e útil para moldes com grande produção de ciclos rápidos no caso com rosca interna. Os produtos são desenroscados, automaticamente durante ou depois da abertura da máquina. O sistema pode ser apenas utilizado ainda, na quebra do jato de entrada do material (jito), antes da extração de alguns tipos de produtos.
No sistema de extração por ar comprimido, em um primeiro momento o pino avança o suficiente para que o ar seja introduzido entre a cavidade e o produto. A posição de entrada do ar deve ser estudada para que desprenda a peça de maneira uniforme. Para que o sistema funcione são utilizadas válvulas padronizadas que podem ser encontradas prontas. O tempo estimado de entrada do ar é de até 2 segundos.
A troca rápida nas peças de extração depende bastante da utilização de produtos e recursos padronizados. A estratégia de troca deve ser analisada no momento do projeto. A placa inferior do molde, considerada de fixação do lado móvel, deve ser trabalhada de forma que de acesso por meio de bujões ou janelas para que se consiga efetuar trocas de pinos longos, lâminas extratoras, outros elementos e até molas. Em alguns casos são projetados uma segunda placa exclusivamente para fixação. O planejamento deve também variar pelo tipo de máquinas (horizontal ou vertical) a se utilizar.
Fontes
* Curso moldes injeção – SOCIESC /
*Apostila moldes para injeção de plásticos
Help/CIESP/Júlio Havada/Hélio Wiebeck
*Conhecimentos práticos
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor Independente
VW CFP SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de moldes plásticos
VW CFP SENAI / Técnico mecânico – CREA 126.785