


A evolução de aços, ferramentas de corte e usinagem HSM permitem a busca por um melhor acabamento.
Os aços para moldes recebem ligas para acentuar características.
A relação de polímeros é extensa e como consequência, a ampla variedade dos plásticos que são processados reflete a diversidade de materiais necessários para atender a confecção de moldes e matrizes para injeção de termoplásticos e termofixos.
A necessidade de novas opções em aços para a fabricação de moldes para injeção de polímeros tem se mostrado frequente, principalmente pelo surgimento de novos polímeros de engenharia, mais abrasivos e corrosivos e pela necessidade de otimizar o ciclo de fabricação dos moldes, no que se refere a usinagem, tratamento térmico e tratamento superficial .
Os aços com valores agregado, recebem ligas para acentuar características como usinabilidade acima da média, melhor possibilidade de acabamento e elevada capacidade de condutividade térmica. Os fabricantes vendem que mesmo com custo acima, proporcionam relação custo / benefício vantajoso.
Com um aço mais nobre podem ser fabricados, placas com espessura menor, diminuindo se o tamanho e o peso do molde e ainda, com a possibilidade de serem resfriadas em ciclos menores durante o processo de injeção. Consideremos também o ganho no tempo e custo de usinagem. Em termos de características, a dureza é fundamental no momento da escolha do aço.

Aços de menor resistência são utilizados em produção menos rigorosa. Aços com maior resistência são aplicados em moldes que aceitam, ou sofrem a injeção de compósitos enriquecidos com carga ou ainda a injeção dos abrasivos plásticos de engenharia. Para aplicações com necessidades de resistência extrema utilizam se os chamados aços especiais.
Para satisfazer esta necessidade uma excelente opção tem sido encontrada em novos aços cuja metalurgia é baseada no endurecimento por precipitação após o tratamento térmico de envelhecimento. Estas ligas combinam um potencial de endurecimento acima dos encontrados nos aços comuns tipo AISI P20 (~ 30 HRC) e AISI H13 (~ 45 HRC), aliando uma deformação mínima no tratamento de envelhecimento. Estes aços são fornecidos no estado solubilizado e após envelhecimento têm capacidade de endurecimento entre 42 – 55 HRC.
Na fabricação de moldes para plásticos alguns subprodutos corrosivos podem ser produzidos (ex. moldes para PVC). A corrosão pode também ser desenvolvida pela condensação do ar, através de gases agressivos, devido aos ciclos alternados de resfriamento e aquecimento e para estes casos o material recomendado é o aço inoxidável. Os aços inoxidáveis apresentam boa resistência à corrosão mas, em alguns casos outras características além da resistência à corrosão são necessárias e para aplicações nestes casos, acrescentam se então outros elementos de liga para que o aço inoxidável adquira as características exigidas.
Uma grande melhoria em muitas propriedades é conseguida com a introdução de Ni como elemento de liga. Consegue-se uma mudança na estrutura, transformando ligas ferríticas em ligas austeníticas (estrutura de alta resistência e tenacidade). Os aços inoxidáveis austeníticos são conhecidos pela sua excelente resistência à corrosão em muitos meios agressivos.
Ferramentas de corte evoluem de acordo com a demanda.
As ferramentas de corte apresentam diferentes taxas de desgaste durante o processo de usinagem, os fabricantes devem orientar quanto ao ciclo de vida útil, o ponto em que as ferramentas de corte devem ser retificadas ou substituídas, dependendo do estilo de ferramenta. Conhecer e compreender a vida da ferramenta de forma previsível ajuda tirar o máximo proveito da ferramenta de corte visando a rentabilidade.
Com o aumento da velocidade de corte, pode-se ter um aumento no volume de material removido, uma redução das forças de corte, e a melhoria na qualidade superficial porém, um fator negativo que o processo acaba apresentando é uma redução da vida útil da ferramenta de corte.

As ferramentas evoluem rapidamente em resposta às mudanças da demanda e do maior desafio proporcionado pelos novos materiais das peças de trabalho. Hoje, as fábricas precisam olhar para as ferramentas de corte diferente, assim como para os fornecedores.
Na indústria metalomecânica, não existe outra opção que não passe por adotar tecnologias mais avançadas. As demandas de usinagem que surgirão em breve são grandes, somente o avanço tecnológico será capaz de acompanhar.
As máquinas-ferramenta estão em constante evolução e com certeza ficando mais velozes e mais precisas entretanto, as peças de trabalho propriamente ditas não estão só evoluindo da mesma maneira como estão mudando em sua essência. As peças usinadas hoje não são definidas somente pelo mais exigente rigor, entrega e qualidade, mas cada vez mais são feitas de materiais de difícil usinagem, os quais muitos fabricantes nunca enfrentaram antes, sem mencionar o crescente número de casos onde compósitos estão substituindo metais.
Em outras palavras, as peças estão evoluindo mais rápido e mais radicalmente que as máquinas que as usinam. Existe uma lacuna entre máquinas e peças sendo que para fechá-la assim como para superá-la, os mais significantes ganhos tecnológicos hoje, vêm das ferramentas de corte.
De fato, muito sobre ferramentas de corte está mudando tanto que qualquer instalação de usinagem hoje precisa parar e reavaliar seus pensamentos sobre o tema. Não são apenas as escolhas específicas em ferramentas que precisam ser examinadas. Pressupostos fundamentais que afetam todos os fabricantes precisam ser reavaliados, também. Algumas dessas premissas fundamentais sobre ferramentas de corte estão prestes a serem ultrapassadas, as regras para as ferramentarias estão mudando.
A Diamond Innovation, líder mundial no fornecimento dos materiais nitreto de boro cúbico (CBN) e diamante policristalino (PCD), Dormer, união de duas companhias de ferramentas de corte que oferecem décadas de alta produtividade e know-how em perfuração e rosqueamento, e a Sandvik Coromant, fornecedora líder mundial em ferramentas de corte, todas as companhias de referência no ramo, relacionadas a ferramentas de corte, recentemente forneceram algumas pistas de como o processo de usinagem precisa pensar diferente o ferramental.
Engenheiros especialistas dessas empresas citaram uma variedade de fatores que estão influenciando a natureza e o uso das ferramentas de corte e que estão moldando os novos caminhos a serem seguidos quando se pensa em ferramentas. Com o desenvolvimento de novos materiais ultraduros para ferramentas de corte aliado a disponibilidade de máquina com alta velocidade de corte, tornou se uma realidade a produção de matrizes e moldes diretamente do aço endurecido.

No uso de materiais desafiadores, incluindo tanto os alternativos que substituem metais quanto ligas difíceis de usinar, alguns desses materiais podem ser menos de 25% usináveis como o aço e podem custar centenas de dólares por quilo. Outro fator, como o aumento das complexidades geométricas, assim como as finas paredes e as complexas formas das peças ( exemplo,peças de uma aeronave ) e ainda a necessidade de componentes de tamanhos grandes, especialmente com o aumento da demanda por turbinas e vários tipos de equipamentos pesados. O alto custo das peças faz essa demanda de usinagem muito mais crítica. Exigência cada vez maior em qualidade e requisitos de desempenho, tais como questões de fadiga típicas das superfícies usinadas das aeronaves. Novos tipos de polímeros processados requerem novos aços para fabricação de cavidades.
Usinagem HSM, um conjunto excepcional de variáveis entre máquina e ferramenta.
Definiremos tecnologia HSM como um conjunto de variáveis entre máquina e ferramenta onde se devem utilizar ferramentas que atendem às necessidades, sendo um fator importante a rotação máxima para a ferramenta bem como o balanceamento dela.
O fresamento HSM é um processo aplicado na fabricação de moldes e matrizes e, mais especificamente, no acabamento destes componentes. Nos anos 90 em um levantamento realizado entre usuários de moldes e matrizes, foi confirmada a existência da dispersão da vida de matrizes e moldes sendo então feitos trabalhos para verificar se esta dispersão estava relacionada com os efeitos da usinagem, ou seja, dos parâmetros de corte sobre o desempenho tribológico (vida da matriz). Para isso foi necessário determinar a influência dos parâmetros de corte nas características da integridade da superfície e, por sua vez, como estas características afetam o desempenho.
Os estudos referentes à HSM (HSM,de high speed machining) encerrados em 2009 permitiram conclusões importantes. Nessa fase foi possível identificar que as velocidades classificadas como altas podem variar substancialmente de acordo com o material usinado. Por exemplo, no caso de torneamento ou fresamento de titâneo, velocidades na faixa de 100 a 500 m/min são consideradas altas. No entanto, esses parâmetros são considerados convencionais na usinagem do alumínio, em que se pode atingir até 10.000m/min.
Aços endurecidos e superligas, por outro lado, apresentam valores de velocidade de corte muito menores do que os empregados na usinagem de materiais mais dúcteis, como o ferro fundido e o alumínio. O processo adotado também entra como vetor importante. Na retificação, a velocidade de corte convencional varia de 1.200 a 3.600 m/min ; de 12.000 a 36.000 m/min já seriam considerados alta velocidades. Além disso, os valores de avanço apresentam variação muito menor ou praticamente insignificante. E, em alguns casos, são limitados pelo tipo de processo. Além de fazer estes esclarecimentos iniciais, que visam estabelecer melhores definições para o tema HSM, os estudos procuraram determinar quais parâmetros são determinantes para alcançar altas velocidades em cada tipo de operação.
No caso do torneamento, a velocidade de corte é o único fator que pode ser variado até os padrões HSM, porém é preciso considerar que a sua elevação corresponde a um aumento significativo do desgaste da aresta de corte. Além disso, a variação da velocidade de corte no torneamento também depende diretamente do tipo de material a ser usinado. Sofisticadas máquinas-operatrizes e ferramentas de corte alcançam, a cada dia, melhores desempenhos
Compensação do raio da ferramenta
O uso da função de compensação faz com que programas CNC sejam independentes do raio da ferramenta. A compensação do raio da ferramenta em ambientes 2 ½ D é bastante simples. Todavia, em ambientes 3D, principalmente na usinagem 5 eixos, o processo é extremamente complicado. Neste caso, a simples especificação da geometria da ferramenta não é suficiente , sendo necessário informar também a direção da compensação e esta será calculada a partir da reta normal à superfície, da direção da ferramenta e da geometria da ferramenta.

É necessário informar também a direção da compensação. E esta será calculada a partir da reta normal à superfície, da direção da ferramenta e da geometria da ferramenta. No caso especial de uma ferramenta esférica, por exemplo: Para um caminho de usinagem na área de trabalho, a compensação deve ser feita perpendicularmente à superfície onde o caminho transcorre. Isso significa que a compensação da direção será descrita por um vetor normal à superfície no ponto de contato, que varia constantemente. Uma opção do comando Sinumerik840D permite que esta compensação seja calculada a partir do vetor normal. Poucos sistemas CAM são capazes de fornecer o vetor normal à superfície em cada bloco do programa CNC.
Acabamento e Qualidade Superficial de superfícies usinadas das Matrizes e Moldes.
O aço de alta liga oferece maior resistência ao ser usinado com ferramentas de corte. Quanto maior o conteúdo em ligas, mais baixa se torna a usinabilidade. A mesma relação prevalece com a dureza, quando a dureza sobe a usinabilidade é reduzida. Para aumentar a usinabilidade dos materiais o teor de enxofre pode ser aumentado no material com consequente aumento da usinabilidade. No entanto, o enxofre reduz as propriedades mecânicas no aço e a tenacidade. Outro obstáculo com enxofre é que a possibilidade de se conseguir um bom acabamento superficial é reduzido quando o teor de enxofre aumenta. Por isso o teor de enxofre é muito baixo em um aço ferramenta de alta qualidade.
A qualidade do acabamento requerida nas superfícies de moldes para injeção é maior do que aquelas requeridas em outros tipos de ferramental, sendo que pontos com geometria complexa impedem a aplicação do polimento automático. Somente a geração de superfícies convexas e ligeiramente curvas, além de furos na matriz, permitem o uso de equipamento automático de polimento.
A natureza da superfície é consequência direta do processo de fabricação a que foi submetida, sendo este o responsável por alterações que afetam as propriedades do material. Existem muitos fatores, associados às condições de usinagem, que influenciam a textura da superfície em operações de acabamento. Dentre estes fatores, destacam-se o tipo e a geometria da ferramenta de corte, além da situação de contato entre a ferramenta e a peça. A qualidade da superfície usinada pode ser analisada principalmente através da exatidão dimensional e de forma, rugosidade e integridade superficial.
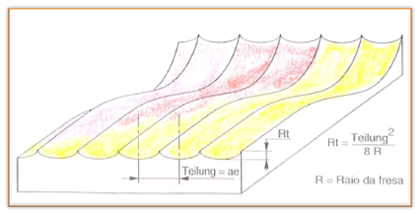
A melhora no acabamento da superfície pode ser alcançado através de um aumento no número de passes no corte de acabamento ou um corte com um diâmetro maior. A distância entre os cortes (ae) em combinação com o diâmetro máximo de corte (D) determina a rugosidade superficial teórica Rth: Desde que o diâmetro máximo de corte é muitas vezes limitado pela geometria da peça, a rugosidade superficial teórica pode ser minimizada somente pela redução de ae.
Se a distância entre cortes é reduzida em 50%, o número da trajetória de corte aumenta automaticamente em 100%. Para compensar o aumento do tempo, alta taxa de alimentação é necessária. Alta taxa de alimentação requer alta velocidade de rotação para assegurar uma espessura do cavaco constante, o que resulta automaticamente em uma alta velocidade de corte. Elevadas temperaturas e desgaste acelerado da ferramenta são consequências inevitáveis. Devido à necessidade de melhora no acabamento, o principal motivo do uso do HSM é reduzir ou, se possível, eliminar o polimento manual e reduzir o tempo da usinagem de acabamento.
Exatidão dimensional está em função das condições de usinagem.
Excluindo as tolerâncias envolvidas na cadeia CAD/CAM para o modelamento de produtos e geração de programas CNC, a exatidão de forma de um modelo usinado está relacionada às condições de usinagem, envolvendo deflexões da ferramenta de corte, vibrações durante o processo de usinagem e desvios de trajetória causados pela inércia de movimentação dos eixos, agravando-se quando se trabalha com altas acelerações e velocidades de avanço.
Ferramentas de ponta esférica são muito utilizadas na usinagem de superfícies complexas e cavidades, sendo a rugosidade superficial teórica dada em função do valor de passo radial, e do avanço por aresta de corte.
Devido a irregularidade da superfície usinada, a medição manual se torna extremamente difícil. Desta forma para controle de qualidade utilizam se de equipamentos de medições eletrônicos para dar suporte ao controle de qualidade. Os equipamentos mais conhecidos são as máquinas de medição de coordenadas (CMM – Coordinate Measurings Machines) que tomam medições da superfície e compara com a geometria original representada pelo modelo CAD. Programando o CMM off-line, a operação de checagem pode ser feita já no estágio de desenho até o estágio final. Neste caso, para assegurar as dimensões e a acuracidade de forma é necessário efetuar a medição com checagem do maior número de pontos (dimensões) possíveis.
Hamilton Nunes da Costa
Fontes pesquisadas:
— USINAGEM DE MOLDES E MATRIZES
Carlos Alberto Domingos Ramos
Álisson Rocha Machado
–METODOLOGIA PARA USINAGEM DE MOLDES COM ALTAS VELOCIDADES ENVOLVENDO FERRAMENTAS
COMPUTACIONAIS DE AUXÍLIO À MANUFATURA
Fernando José Quito da Silva Filho
Guilherme Oliveira de Souza
Herman Augusto Lepikson
Paulo Sérgio Guedes Souza
–SOLDABILIDADE : Revista O Mundo da Usinagem