


A importância da refrigeração em moldes
Sistemas de refrigeração; Circuito de refrigeração; Troca de calor em moldes; Refrigeração em moldes.
Os títulos citados trazem afinidades em seus conteúdos e por finalidade o controle da temperatura é o fator determinante para obtenção de peças plásticas de bom acabamento e dimensional tolerável.
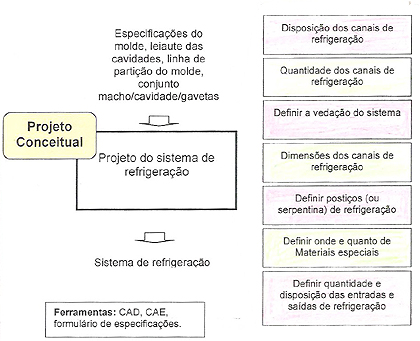
O projeto do sistema de refrigeração consiste em determinar as dimensões e as tolerâncias do sistema e geralmente é baseado no projeto conceitual realizado e em possíveis recomendações da empresa. Para o sistema de refrigeração define-se o dimensionamento, a quantidade, a vedação, a localização do sistema e os componentes para a ligação com o sistema de resfriamento do fluído refrigerante.
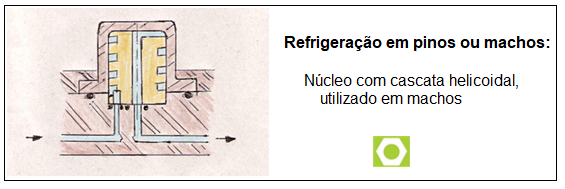
Existem vários processos para se compor o sistema e além da furação pura e simples, ainda citamos: cascata com palheta, cascata com núcleo helicoidal simples, cascata com núcleo helicoidal duplo, tubos de cobre, cascata com canal helicoidal, canais de refrigeração, disposição dos canais e furação, postiços e pinos térmicos, etc.
Importante a definição e a quantidade de materiais especiais (material que possuam boa condutibilidade térmica), se for o caso, definir os postiços (ou serpentina) para a refrigeração de machos. Os sistemas de refrigeração do molde deve ser uniforme em todas as regiões do produto, a fim de evitar contrações diferenciadas, empenamento e introdução de tensões residuais no componente.
As simulações reológicas auxiliam o projetista na definição do melhor tipo, dimensionamento e localização do sistema de refrigeração.
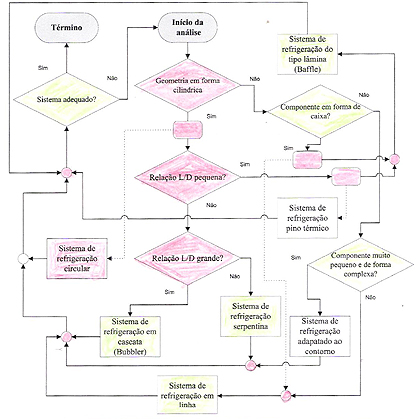
Para o estabelecimento do conceito do sistema de refrigeração do molde de injeção, será utilizado ou deveria, o diagrama de auxílio à decisão para o sistema de refrigeração.
O diagrama representa as considerações do projetista de molde em relação ao sistema de refrigeração que será utilizado no molde.
Em pré-análise, a definição para uso de água ou óleo é importante para a possibilidade de uma eficiente troca de calor entre matéria-prima e componentes do molde facilitando até na escolha do aço apropriado.
Na utilização de componentes que mantém o contato direto com o fluído (água ou óleo) o uso de elementos anti -corrosivos, vai influenciar também no tempo de vida útil do molde, pois o fator corrosão pode em caso de aço de má qualidade ou até de tratamento térmico deficiente, levar de dentro para fora, trincas ou a própria corrosão.
Consideremos como elementos anti-corrosivos, o uso de aditivos no fluído refrigerante, uso de material inoxidável em peças como lâminas, tampão roscado e a própria ideia do projeto no uso e usinagem dos alojamentos de anéis de vedação que exigem acabamentos específicos de acordo com tipo utilizado (importante conhecer o acabamento exigido nos alojados de anéis o’rings conforme fabricantes). A padronização dos alojamentos e a definição do composto ideal para o tipo de vedação proposto facilitam a manutenção. Existem empresas que adotam uma padronização para construir os sistemas e elementos de entrada e saída do circuito e às vezes, insistem no modelo escolhido mesmo com as novidades, contendo melhoria que surgem no mercado. Às vezes o investimento é importante para a adequação ao mercado levando-se em conta que o fator padronização facilita a manutenção e troca rápida.
O tipo de produto como peças comuns ou peças técnicas, a matéria- prima a ser injetada e as condições de maquinário são fatores de influência no sistema de refrigeração. A matéria que chega injetada às cavidades deve perder calor no contato com as paredes das mesmas. A velocidade de transmissão de calor determina o tempo de resfriamento. Para se conseguir diminuir o tempo de resfriamento e conseguir peças de boa qualidade a refrigeração no molde mediante circulação do fluído, deve ser mantida a temperatura de modo relativamente constante.
A temperatura de trabalho do molde depende diretamente da matéria-prima a ser injetada, sendo que os plásticos de engenharia exigem o uso do óleo devido ao alcance de maior temperatura.
As características do produto é outro fator que determina a escolha do fluído.
O uso da água própria para os resfriamentos se limita a temperaturas em torno de até 90ºC com uso de aditivo à base de etanodiol.
Veja tabela com temperatura do molde de acordo com matéria prima.
Geralmente, as baixas temperaturas tendem a permitir os ciclos mais rápidos mas, podem ocasionar no momento da extração, o rompimento da peça plástica (características de moldes frios). Ocorrem também, o aumento de tensões, peças foscas, sem brilho e no visual, mostrar as linhas de junção. Os moldes com altas temperaturas reduzem as tensões internas, eliminam as marcas de fluxo, diminuem muito as linhas de junção e favorecem o melhor visual das superfícies, deixando-as com brilho.
A experiência de trabalho do projetista ajuda bastante no desenvolvimento e inovação das técnicas. Um mesmo molde com circuitos de refrigeração diferentes vai acusar diferenças no ajuste e produtos com pontos de tensão diferentes desde que as diferenças sejam adversas. Com os dados pré-estabelecidos do circuito em função do produto, o estudo de mold-flow pode antecipar os pontos críticos acusando a necessidade de melhoria no circuito. Pode-se estabelecer mais de um circuito tentando antecipar-se aos pontos críticos mas, tudo tem custo e portanto, certa visão neste instante ajuda.
Cabe ao projetista, em função do estudo de mold-flow facilitar para o processista com várias opções de usinagem com todos os recursos possíveis tanto na composição do circuito e na utilização de materiais alternativos para facilitar a troca de calor.
Os pontos do produto com parede de espessura maior devem receber especial atenção no resfriamento eficaz no local para tentar evitar uma contração diferente de locais com parede de menor espessura.
É importante o controle do fluído refrigerante em separado para cada lado do molde e a temperatura deve ser mantida superior do lado da cavidade e inferior do lado do macho, onde está localizado o sistema de extração. Em moldes de tamanho acentuado, os circuitos mais afastados devem ter uma temperatura maior do que os circuitos mais próximos e o bico de injeção para equilíbrio termodinâmico e facilitar a fluidez. A facilidade com que o fluxo percorra o molde facilita o controle dos pontos de atuação em pontos críticos da cavidade.
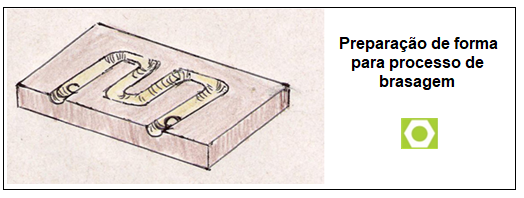
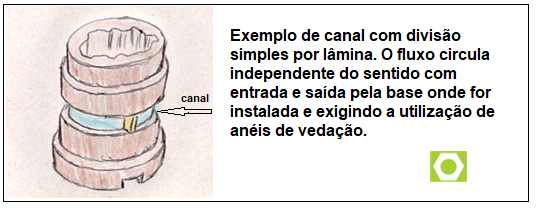
No caso das formas dentro do possível, é importante que o circuito de entrada e saída seja de forma individual, sendo a entrada pelo ponto com maior dificuldade ou crítico para que o fluído segue com a melhor temperatura definida pelo processo pois, ao longo do circuito, existem perdas. Para a refrigeração em bases, é sempre interessante que exista um circuito só para as mesmas facilitando o controle em separado das cavidades. Importante que toda e qualquer peça deva receber atenção na projeção do circuito, inclusive plugs e machos compridos. Sempre que for colocado molde na injetora verificar se o fluxo está correto e até inverter o sentido do fluxo para limpeza de possíveis impurezas de resíduos e restos de corrosão ou ferrugem.
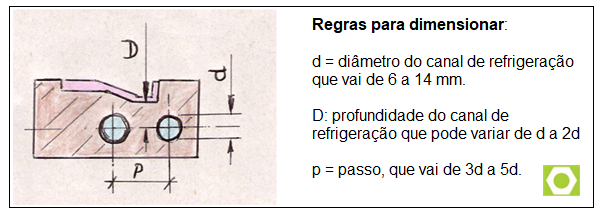
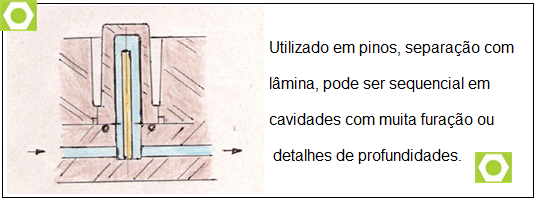
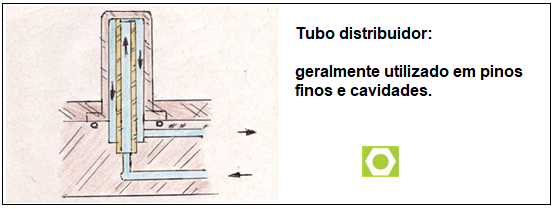
A seguir, alguns exemplos de como manter o fluxo em cavidades e machos. Para dimensionar posições de canais, existem algumas regras.
Regra básica para dimensionar sistemas de refrigeração
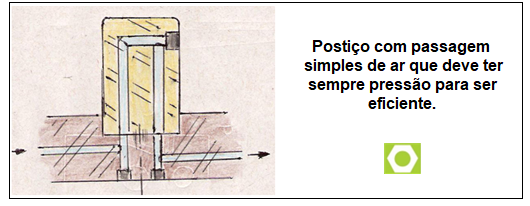
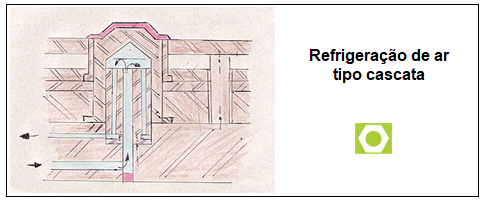
Refrigeração a ar: ocorre por convecção e não é tão eficiente como a água.
É utilizada quando não é possível utilizar água ou fluído refrigerante.
Conheça a Tecnologia ema BF Molde.
Veja em www.moldesinjecaoplasticos.com.br
Fonte: Apostila Ciesp J.Harada/H.Wiebeck
SISTEMATIZAÇÃO DO PROCESSO DE DESENVOLVIMENTO
INTEGRADO DE MOLDES DE INJEÇÃO DE TERMOPLÁSTICOS
Tese CARLOS MAURÍCIO SACCHELLI
Hamilton Nunes da Costa – Editor Independente
VW CFP SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de moldes plásticos
VW CFP SENAI / Técnico mecânico – CREA 126.785