

Este site é apenas um Informativo. Precisamos de suporte para custear Atualizações e Melhorias. Faça cadastro no guia de empresas. Dea apoio a nosso trabalho e divulgaremos sua empresa como apoiadora.
A Influência da contração na moldagem de peças plásticas
- A contração e o processo
- Parâmetros que favorecem a diminuição da contração
A Série Defeito Zero em peças plásticas procura abordarsobreas técnicas para a perfeita regulagem dos parâmetros na injeção de termoplásticos, buscando identificar e solucionar os principais defeitos oriundos de processo, matéria-prima, detalhes do produto ou ferramental. As soluções reduzem as perdas decorrentes de anomalias no processo de injeção de termoplásticos e visamos auxiliar os iniciantes da área.
A contração e o processo
O que é contração em plásticos?
A contração é uma característica de toda matéria prima que durante resfriamento pós injeção, sofre uma deformação dimensional (volumétrica) no sentido de encolhimento. O material injetado com o resfriamento não conserva as dimensões da cavidade projetada e que foi 100% (totalmente) preenchida, alternando seu formato original de dimensional ao que foi projetado. O resfriamento lento favorece altas contrações. Com o resfriamento total e na temperatura ambiente esta mudança dimensional ocorrida em relação ao que foi projetado, nos revela uma diferença pela qual denominamos o valor de contração.
Uma boa análise pode sugerir algumas alterações para o controle da contração revendo-se alguns pontos que influenciam diretamente na injeção.
Quanto maior a densidade e temperatura da matéria-prima, espessura da parede do produto e temperatura do molde, maior a contração.
Já o ponto de injeção com boa área, um ciclo maior de injeção e uma maior pressão favorecem menor contração.
No projeto do molde há de se observar a espessura da parede do produto que quanto maior for mais retarda o resfriamento e o sistema de refrigeração, pois, se a velocidade do resfriamento for lenta favorece alta contração.
Processo da Contração
Da mesma forma que todos os materiais ao serem submetidos a ação de calor tendem a aumentar de volume (expandir), o mesmo acontece com os materiais plásticos durante o processo de moldagem pois ,inversamente esses materiais se contraem quando submetido a ação de resfriamento. O plástico ao ser injetado formando o produto desejado, através do sistema de refrigeração ao encontrar com a superfície fria sofrera um processo inverso a plastificação endurecendo deixando o produto solido e com as mesmas características iniciais. O resfriamento acaba fazendo com que o produto se contraia , e a moldagem final do produto fica menor que o original do molde e por isso quando no projeto de moldes devemos prever a adição de uma porcentagem a mais sobre as medidas do produto citadas em desenho de produto.A contração de cada produto deve ser acrescentado corretamente (%) para que o produto tenha as dimensões finais corretas.
Este percentual deverá ser correspondente ao material a ser injetado que para maior segurança deverá ser informado pelo fabricante da matéria prima. Os valores indicados pelo fabricante são obtidos através de testes efetuados em condições específicas, e não possuem as mesmas condições particulares da máquina injetora utilizada , podendo haver variação dos valores de contração devido ao processo . A adição de cargas no material como, por exemplo, fibras de vidro, micro esferas de vidro e talco também alteram a contração .
Considerando-se a relação molde/produto final, devemos elaborar um estudo criterioso das dimensões das cavidades para obtermos o produto final dentro das especificações dimensionais pedidas em desenho de produto.Esta contração nos materiais plásticos é responsável pelo aparecimento de rechupes nas peças moldadas.
A contração é volumétrica, portanto todas as dimensões devem sofrer o acréscimo deste valor, podendo sofrer variações de acordo com o processo e o equipamento, a temperatura de trabalho e o empacotamento dado pela pressão de injeção e recalque pois ,são fatores que influenciam diretamente sobre as dimensões finais.
A contração do produto sempre ocorrerá por sobre o macho afastando-se da cavidade facilitando a extração, pelo fato do sistema extrator localizar-se do lado móvel e ainda por causa dos ângulos de saída, uma conicidade obrigatória para tornar possível a extração do produto dos machos.
Para determinarmos as medidas para o molde, devemos inicialmente jogar com as tolerâncias do produto, observando sempre que no macho as tolerâncias vão para mais e na matriz as tolerâncias vão para menos.
Existem estudos e tabelas variadas dos valores de contração dos mais diversos tipos de materiais sendo de maneira geral, expressos em porcentagem. Com este valor pré-definido, é possível prever-se o quanto a peça plástica irá encolher e perder no dimensional, dependendo do tipo de material utilizado e considerando-se também o projeto e condições de moldagem.
Considerações sobre o processo da Contração
Durante a injeção o polímero está fundido a uma temperatura em torno de 170 a 300 º C acima da temperatura ambiente, ocorrendo uma expansão térmica em torno de 25%. Mas após este processo, quando o polímero está em temperatura ambiente, o mesmo sofre contração. Para que a peça não apresente contração dentro do molde, é necessário enviar mais massa do que o molde comporta, essa massa em excesso, é enviada sob alta pressão. Se for enviada sob alta pressão mais 25% de massa, a peça sofre contração ou encolhimento zero, mas isso não é benéfico para o processo, pois sem o encolhimento a peça fica aderida a parede do molde não sendo permitido a sua extração. Portanto um pequeno encolhimento é desejado, no caso de polímeros amorfos o ideal é em torno de 0,3 a 0,8%, já os semicristalinos o ideal é entre 0,6 a 2,2%, podendo variar de acordo com o tipo de polímero, e do nível de tensões internas permissíveis.
Os polímeros cristalinos possuem uma faixa de contração pequena, pois temperaturas mais altas e pressões exageradas de comutação ocasionam a degradação e danificam o produto. Já os polímeros amorfos podem ser pressurizados até próximo a temperatura de extração, e a transmissão de pressão é boa quando a temperatura está alta. Para os polímeros cristalinos é recomendado projetar um encolhimento maior, devido a maior contração. Esse fenômeno ocorre nos polímeros cristalinos, porque após a injeção da massa dentro do molde, os polímeros continuam o processo de estruturação molecular, que é a cristalização, o que contribui para um maior encolhimento.
A variação do encolhimento está relacionada com a temperatura, tanto do molde como do fundido. Quanto maior a temperatura do molde, maior é o grau de encolhimento, pois o molde, trocando menos calor, resulta em um encolhimento final da peça maior. Na massa fundida, quanto maior a temperatura do fundido, para a mesma temperatura do molde, dependendo da atuação da pressão de recalque, irá ocorrer o maior ou menor encolhimento da peça. Se a pressão de recalque deixar de atuar mais cedo, a massa quente dentro do molde vai encolher mais, mas se a pressão de recalque atuar por um longo período de tempo, e os canais não congelarem o encolhimento é menor.
O encolhimento da peça está relacionado com o perfil de empacotamento da massa, a temperatura do fundido e do molde, sistema de resfriamento, as variações de espessura que ocasionam diferenças na transmissão de pressão, e a localização dos pontos de injeção. Para controlar o encolhimento da peça corretamente, deve-se levar em conta o projeto do molde e os parâmetros de moldagem. Entre os fatores a serem considerados estão a escolha do polímero que deve ser feita considerando fatores que minimizam o encolhimento e as propriedades do produto acabado. Cálculos precisos do encolhimento da peça considera ponto a ponto na fase do projeto, após a determinação do polímero a ser utilizado. Correta localização dos pontos de injeção, para que o fluxo e o preenchimento do molde ocorram simetricamente, evitando o encolhimento não uniforme.
O controle de parâmetros de processo leva em consideração a minimização da temperatura do molde e da massa polimérica, otimização de velocidades e pressões de moldagem, utilização de pressão na massa, para obter um preenchimento da cavidade rápido, com o máximo de massa possível, para que não seja necessário compensar muito o encolhimento durante o resfriamento. Assim, com a utilização de valores ótimos de pressão e temperatura obtem-se peças com peso constante e preestabelecido. A determinação do correto ponto de comutação, para minimizar o encolhimento também deve ser considerada.
Nos termoplásticos amorfos, a contração é causada principalmente pelo resfriamento da peça até a temperatura ambiente. Com os termoplásticos semicristalinos, a contração é influenciada também pela cristalização do polímero. O grau de cristalização depende entre outros fatores, da temperatura no molde. Altas temperaturas do molde e paredes de grande espessura favorecem a cristalização e aumentam a contração.
Tabela com Valores de contração de alguns tipos de plásticos
| Material | Sigla | Contração % |
| Polietileno de baixa densidade | PEBD | 1,5 — 2,0 |
| Polietileno de alta densidade | PEAD | 1,5 — 2,0 |
| Polipropileno Homopolimero | PPH | 1,2 — 2,2 |
| Polipropileno Copolímero | PPC | 1,2 — 2,2 |
| Poliestireno Cristal | PSC | 0,3- — 0,6 |
| Poliestireno de Alto Impacto | PSAI | 0,4 — 0,7 |
| Copolímero de Acrilonitrila | ABS | 0,4 — 0,7 |
| Butadieno e Estireno | ||
| Copolímero de Acrilonitrila e Estireno | SAN | 0,4 — 0,7 |
| Poli ( Cloreto de Vinila ) Flexível | PVCf | 1,0 — 2,0 |
| Poli ( Cloreto de Vinila ) Rígido | PVCr | 1,0 — 2,0 |
| Poli ( Óxido de Metileno) Poliacetal | POM | 1.9 — 2,3 |
| Policarbonato | PC | 0,5 — 0,7 |
| Poli ( Tereftalato de Etileno) | PET | 1,2 — 2.0 |
| Poli (Tereftalato de Butileno ) | PBT | 0,3 — 1,2 |
| Poliamida 6 | PA 6 | 0,5 — 2,2 |
| Poliamida 6.6 | PA 6.6 | 1,0 — 2,5 |
| Poliamida 11 | PA 11 | 1,8 — 2,5 |
| Poliamida 12 | PA 12 | —- |
| Poliamida 610 | PA610 | 1,2 — 1,8 |
| Poliamida c/ 30% fibra de vidro | — | 0,3 — 0,6 |
| Poli ( Fluoreto de Vinilideno) | PVDF | +/- 3 |
Veja artigo: http://moldesinjecaoplasticos.com.br/tabelas-com-valores-para-aplicacoes-de-termoplasticos/
Tolerâncias dimensionais
Para garantir as tolerâncias dimensionais solicitadas no desenho de produto é de muita importância na fabricação do molde e na produção das peças manter tolerâncias de variação na confecção das cavidades , considerando-se que é impossível obtermos peças usinadas com tolerâncias zero. Devemos prever os desvios no processo de usinagem das cavidades.
Em casos que temos tolerâncias pequenas podemos prever um sobremetal nas peças usinadas de forma que possa ser retirado material (aço) para possibilitar a adequação do molde após o exame dimensional do produto.
Para tal devemos executar os machos dentro das tolerâncias máximas e as cavidades dentro das tolerâncias mínimas.
A medida final do molde obteremos de acordo com a seguinte fórmula:
D=P+S
D = Dimensão final do molde em mm
P = Dimensão do produto em mm.
S = Valor da contração em porcentagem (%).
Verifique o exemplo abaixo:
Material: Polipropileno
Contração: 0,4%
D = P + S
Para se obter uma constante e tornar os cálculos mais ágeis podemos usar:
X = (0,4/100) +1
Constante = 1,004
Tolerância = +/- 0,1
As dimensões e a geometria das peças plásticas podem mudar após sua extração do molde. Estas mudanças normalmente se devem às diferenças na contração causadas por refrigeração não uniforme das peças ou, nas resinas reforçadas, aos efeitos de orientação das fibras. Além das alterações dimensionais, estes efeitos podem conduzir a tensões internas nas
Além de considerar o impacto óbvio no controle das tolerâncias dimensionais, a contração também desempenha papel fundamental na estabilidade dimensional. As peças com medidas abaixo das especificações ou com variação nas dimensões (ou que contenham rechupes) podem se beneficiar de tempos de recalque mais longos e/ou pontos de injeção maiores para permitir maior fluxo de resina para dentro da cavidade, para compensar a mudança de volume que ocorre durante a contração. As peças podem empenar, especialmente em resinas não reforçadas, se a temperatura do molde variar na área da cavidade, já que a contração depende da temperatura do molde. Como as seções espessas esfriam mais lentamente do que as seções delgadas, o projeto da peça pode conduzir à contração diferencial, que provoca distorção na peça.
A influência da operação de recalque para a contração
O recalque é uma fase do processo de injeção que se inicia imediatamente após a injeção do material no molde e consiste na aplicação de pressão extra na cavidade durante certo tempo. Esta pressão força a entrada de mais material para a cavidade do molde, minimizando a contração e o aparecimento de rechupes.
É importante que o recalque seja aplicado até que o material tenha se solidificado completamente em toda a peça . Materiais plasticos amorfos apresentam menor contração que os materiais cristalinos (ou semicristalinos), além disso, solidificam no molde mais lentamente o que possibilita aplicar o recalque às peças por mais tempo, reduzindo a contração . A presença de aditivos no material pode influenciar a ocorrência de rechupes. Materiais reforçados apresentam menor contração ou tendência ao rechupe do que materiais não reforçados.
Aditivos como agentes de expansão podem evitar a formação de rechupes em peças espessas. Estes aditivos formam gases durante a moldagem que expandem o polímero fundido forçando-o contra as paredes do molde, o que atua como uma pressão de recalque interna ao material.
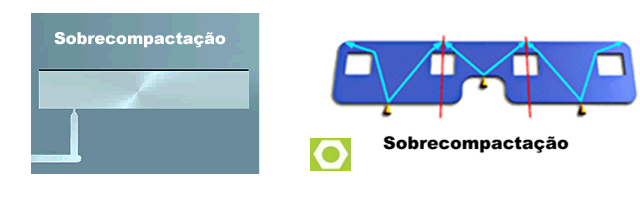
Sobrecompactação
Este efeito ocorre quando uma porção do produto já está sendo compactada enquanto outras ainda estão sendo preenchidas.A sobre-compactação causa diferenças de contração volumétrica entre diferentes regiões do produto gerando distorções e empenamento;
Deformação ou contração excessiva
Existem problemas que ocorrem durante a moldagem e um deles refere-se à “deformação ou contração excessiva”. Listamos aqui os itens que podem estar causando estes excessos.
Na máquina:
• Temperatura do material muito elevada;
• Temperatura do material muito baixa;
• Tempo de intervalo entre injeções muito pequeno/ ciclo curto
• Máquina abrindo ou pinos atuando de forma muito rápida.
No molde:
• Conicidade insuficiente;
• Extração do macho deficiente;
• Pinos extratores retiram a peça muito rapidamente ou não uniformemente;
• Temperatura do molde muito baixa;
• Espessura das peças não uniformes
No material:
• Fluxo muito rápido;
• Lubrificante externo em excesso ou não uniforme;
• Demora do material em solidificar;
A influência da contração no projeto do Molde
Anisotropia é a indicação da contração diferencial da matéria prima em relação ao sentido de direcionamento de fluxo e sentido perpendicular .A instabilidade dimensional com a contração pode não ser uniforme em todo produto. A contração no sentido longitudinal e transversal do fluxo apresenta uma diferença que é pequena e na maioria dos casos nem é levada em consideração devido às dificuldades da definição do sentido do fluxo. O projeto do molde tem que observar as situações que se apresentam para o produto e trabalhar com valores compensatórios que permitam após injeção, um ajuste adequado do dimensional e não a falta de reserva para o mesmo (reservas de material nas cavidades e machos).
A homogeneidade de temperatura do molde nas faces da cavidade é um fator de muita importância pois , junto com a temperatura de processo, influência diretamente na troca de calor e na maneira e tempo como se solidifica a matéria prima durante a injeção .
O conjunto formado pelo ponto de injeção e a distribuição de pressão para dentro da cavidade também é responsável pela deformação irregular repetida.
Princípios para evitar deformação irregulares.
— Diferença de espessuras causa diferentes contrações
– — A contração é afetada pelo processo de injeção
— – Pressão diminui em proporção ao aumento da distância
A influência do Sistema de alimentação
Os canais de alimentação e ponto de injeção não devem se solidificar antes da peça. Caso isto ocorra a pressão de recalque não pode mais ser aplicada, aumentando a contração e a possibilidade de aparecimento de rechupes. Pontos de injeção sub-dimensionados aumentam muito o cisalhamento do material nesta região e, portanto, a temperatura do mesmo, o que aumenta a possibilidade de degradação do material, podendo aumentar a contração da peça. Além disso ponto de injeção muitos pequenos solidificam-se mais rapidamente.
Localização do ponto de injeção
É muito importante com relação ao ponto de injeção que eles estejam localizados na parte da peça que apresenta a maior espessura, dessa forma assegura-se que o recalque seja aplicado de maneira eficaz. É importante que a entrada da injeção sempre que possível ficar posicionada de forma que a peça seja preenchida da parte mais espessa para a menos espessa . Na injeção de material reforçado com fibra de vidro ou carregados com carga mineral requerem entrada 25% maiores que os tipos de uso geral .
Espessura da peça
Seções espessas têm maior tendência de apresentarem rechupes pois apresenta maior contração e são mais difíceis de recalcar, principalmente se estiverem distantes do ponto de injeção. Devem ser evitadas paredes muito espessas e diferença de espessuras nas peças (causam empenamento).
Temperaturas de processo ;
As temperaturas de processo e principalmente do molde, influenciam na contração das peças e no tempo de solidificação do material. Moldes mais quentes proporcionam uma maior contração, porém permitem uma aplicação do recalque mais eficaz. Materiais mais quentes também tendem a contrair mais durante a moldagem.
Peças sobressalentes
Em alguns casos, junto com a fabricação do molde, fabrica-se também pinos ou postiços com sobremetal para detalhes em que seja necessário o acerto de dimensionais rígidos e que indica ponto de centro a centro sendo que em alguns casos por exemplo é necessário a montagem de um pino oblongado para que após o resfriamento do produto com a compensação o furo desejado fique dentro da tolerância com o mínimo de deformação.
Utilização de insertos metálicos
Quando da utilização de insertos metálicos, é importante observar-se que a contração do plástico pode chegar até cinco vezes mais que a do metal e a força desta contração agindo sobre o metal que tem maior resistência mecânica, pode causar o rompimento da matéria prima plástica. Importante então, considerar folgas de compensação para alojamento de insertos.A colocação de insertos exige uma técnica especial baseado no tipo de material plástico empregado e o efeito da pressão de moldagem requerida ,direção do fluxo de material plástico dentro da cavidade e a diferença de contração entre material plástico e o metal insertado .
Diferença de contração gera empenamento
As cadeias moleculares, durante o processamento sofrem um grau variado de orientações e se o grau de orientação for excessivo, as conseqüências nas peças moladas serão perceptíveis
Estas cadeias moleculares orientadas desenvolvem tensões internas (no interior) nas peças pois, as cadeias sempre tendem a retornar ao seu estado original (memórias do polímero).
Este estado de tensionamento pode ser forçado tanto em polímeros amorfos como cristalinos, um efeito imaginável é que a resistência mecânica será diferente no sentido de orientação (maior resistência); quanto maior o grau de orientação, mais intenso será esse efeito.
Em resumo, a contração tenderá a ser maior no sentido da orientação que no sentido transversal. Essa diferença de contração será responsável pelo “empenamento” das peças.
As tensões induzidas por orientação podem causar produtos com:
– Redução da resistência mecânica, peças quebradiças;
– Redução da resistência mecânica, gerando peças que deformam como calor, antes da temperatura esperada.
– Redução da resistência química, com problemas de acabamento e sensibilidade à química.
Fatores diversos influenciam a formação de tensão durante a moldagem, desde o conceito do molde adotado até os parâmetros de todo ciclo de moldagem, sendo que já é sabido, que condições específicas terão de ser estabelecidas na prática para cada diferente peça.
Existem algumas possibilidades de reduzir o grau de orientação, entre elas estão manter a uniformidade de temperaturas nas diversas regiões térmicas (cilindro e molde). Com um bom sistema de refrigeração, preencher a cavidade rapidamente como ciclo de alimentação adequado. A refrigeração dos moldes com “água gelada”, tende a induzir tensões em muitos casos.
Em certos tipos de produtos, peças com comprimento bem acima das medidas laterais, costuma-se trabalhar com tempo de recalque e elementos.
Existe uma preocupação constante no desenvolvimento de componentes de material plástico para a obtenção de peças com excelentes propriedades mecânicas, visual e dimensional e de custo compensador, sendo que em muitos casos essas características não são atingidas devido ao empenamento.
O empenamento é resultado das deformações resultantes devido a contração diferencial da peça o que ocorre devido às diversas situações que envolvem molde, processo e matéria-prima.
Normalmente tem se utilizado de regras práticas para evitar problemas de empenamento, entretanto um aprofundamento se faz necessário para um atendimento completo dos requisitos do projeto.
Na previsão do comportamento do empenamento, técnicas de simulação (molflow) auxiliam, facilitando antecipadamente a análise do problema e ajudando na sua solução. Mas, a compreensão em detalhes desse fenômeno continua sendo uma busca constante.
Vários estudos vêm sendo feitos para melhorar o entendimento do fenômeno de empenamento e encontrar alternativas para eliminação do problema. Existem estudos correlacionados à tensão residual com o empenamento, que executaram análise numérica de encolhimento e empenamento em peças feitas de material amorfo moldadas por injeção, avaliando a tensão residual produzida nas fases de empacotamento e resfriamento. Outros estudos comparam os resultados de tensão residual previstas a partir de simulação com valores experimentais obtidos pelas técnicas de remoção de camadas. Um dos estudos verificou que para polímeros amorfos, o fator preponderante no empenamento é a diferença de temperatura entre as placas do molde, além de evidenciar que a previsão feita por programas de simulação é razoável para valores menores da diferença de temperatura entre as placas. Outros trabalhos utilizam os índices de correção e encolhimento obtidos experimentalmente para alimentar as informações do material a ser usado na simulação.
Observações na Moldagem
Durante a moldagem, a temperatura do material deve ser alta o suficiente para possibilitar uma fusão homogênea. Se esta temperatura for baixa em excesso, ocorrerá uma fusão incompleta dando origem a diferentes graus de contração que podem promover problemas de rechupe na peça.
Em tempo de ciclo muito rápido resultará em extração de peças que não tenham sido resfriadas de acordo para conseguir manter uma estabilidade estrutural. Com ciclo rápido ocorre um alívio de tensão padrão e conforme as tensões são aliviadas, qualquer contração não uniforme resultará em rechupe e ainda não há risco de empenamento durante extração.
Se o pistão de injeção é recolhido antes da entrada fechar, o material terá o seu fluxo interrompido na cavidade do molde, causando uma baixa e não uniforme pressão na cavidade resultando em uma maior e não uniforme contração.
Se por algum motivo o material plástico se afastar da superfície do molde, ocorrerá a formação de um lençol de ar que funcionará como um isolador e a velocidade de resfriamento serão diminuídos. Neste ponto de isolação a temperatura conserva-se maior propiciando uma maior contração que pode levar à formação de rechupe e empenamento.
A perda de contato do material com a cavidade pode ser devido à saída de gases, velocidade de enchimento, pressão de injeção fraca e até a geometria da peça. Após ser feito um trabalho em cima desses pontos pode-se variar a temperatura do molde.
Programas com simulação de processo ajuda amenizar contração
O mercado exige prazo e qualidade e os fabricantes de moldes têm adotado a simulação do processo de injeção para antecipar etapas no projeto das ferramentas tentando redução de tempo na intenção de cumprir prazos de entregas. Atualmente, a ocorrência do empenamento está entre as principais preocupações na fase de projeto e na manufatura de componentes plásticos. O empenamento dificulta a obtenção das tolerâncias especificadas no projeto, resultando em perdas financeiras devido a problemas de manufatura e reclamações do consumidor. Usualmente a solução desses problemas depende do conhecimento prático do projetista ou técnico do processo de injeção .
Existem softwares que fornecem soluções em todos os estágios do projeto, fabricação do molde e injeção da peça plástica, para melhorar a qualidade da peça moldada e o projeto do molde, assim como também otimizar as condições de processamento. Muitos problemas potenciais, tais como peças incompletas, localização indesejada de linhas de solda e aprisionamento de ar podem ser detectados antes da fabricação do molde. O programa também calcula a contração volumétrica, densidade e distribuição da taxa de solidificação. Finalmente, estes dados podem ser transferidos para um módulo de análise de tensões, para calcular a contração e empenamento da peça moldada final.
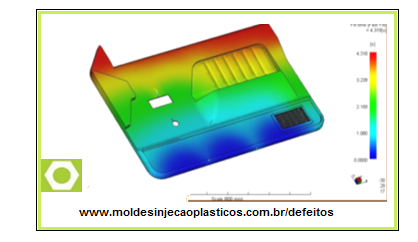
A figura seguinte apresenta um resultado gráfico de uma simulação de preenchimento, onde o gradiente de cores identifica o tempo gasto para a frente de fluxo do material chegar a cada posição da peça. Nessa avaliação tem-se o tempo de injeção e a análise da viabilidade de preenchimento da cavidade.
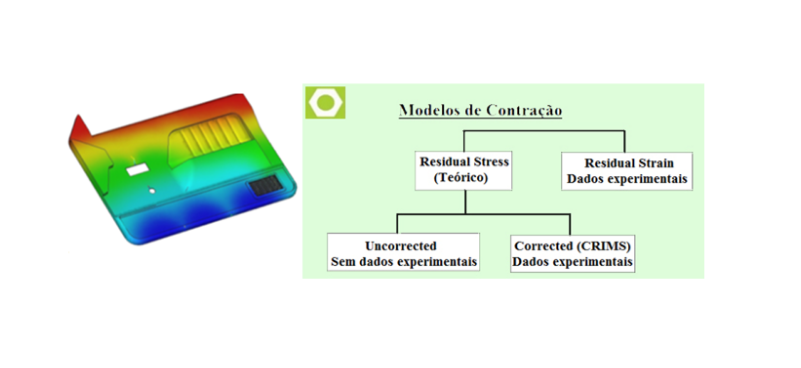
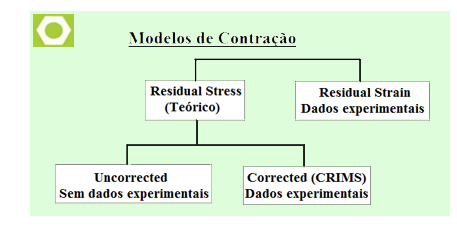
Em uma simulação de injeção podemos interpretar alguns resultados referentes à contração. É necessário saber que existem alguns dados pré-estabelecidos e necessários para esta análise, baseado no tipo de matéria prima que se deseja trabalhar, pois as características dos mesmos apresentam e provocam diferenças. Neste caso para a análise de deformação utilizam-se até três modelos de contração possíveis:
• Residual Stress (Teórico) que é baseado na tensão residual induzida pelo histórico de pressão e temperatura (sem dados experimentais);
• Residual Strain (experimental) onde são utilizados coeficientes de contração obtidos em laboratório (com dados experimentais);
• CRIMS (Residual Stress corrigido) onde utiliza-se também o coeficiente experimental. (com dados experimentais).
Observações em detalhes do produto para amenizar distorções.
Vários autores em seus trabalhos fazem algumas considerações referentes a características técnicas de forma e aparência de peças projetadas para aplicação de materiais plásticos. São observações que procuram amenizar as distorções durante resfriamento. Algumas delas são apresentadas a seguir nas iguras:
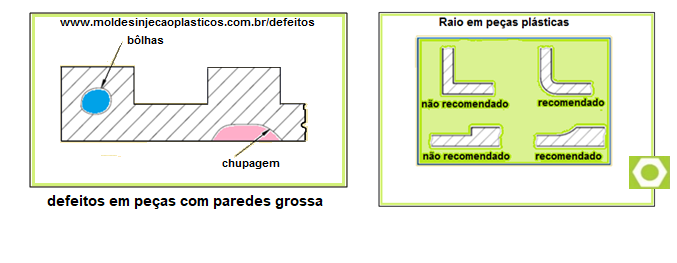
As peças a serem projetadas devem ser dimensionadas a fim de apresentar as espessuras de parede uniforme. Paredes grossas ou maciças no produto devem ser evitadas, pois como o resfriamento da peça no molde não é uniforme, o produto poderá apresentar defeitos.
Nervuras aumentam a rigidez da peça e a resistência ao dobramento. Usar nervuras ao invés de paredes mais espessas aumenta a integridade estrutural da peça e evita possíveis falhas no processo de moldagem; para isso, devem ter espessuras menores que a da parede do produto.
As peças plásticas devem conter raios generosos nos cantos para melhorar o preenchimento da cavidade do molde pelo material e evitar a concentração de tensões, que são mais frequentes em cantos vivos.
Ressaltos e pinos posicionadores auxiliam a montagem da peça e a união de pontos e devem ter a espessura de parede menor que a nominal para evitar falhas na aparência no produto .
Ressaltos em que parafusos serão atarraxados, devem-se ter um controle dimensional no diâmetro interno e na espessura de parede, para não ocorrer problemas na hora da montagem.

Parâmetros que favorecem a diminuição da contração
— A adição de reforços / aditivosao plástico tende a diminuir a contração.
— A pressão de injeção– à medida que a pressão aumenta, forçando mais material na cavidade do molde, a contração é reduzida.
— Tempo de compactação– efeitos semelhantes -força mais material na cavidade do molde durante a contração
— Temperatura do molde–temperaturas elevadas baixam a viscosidade do polímero fundido, permitindo que mais material seja “empacotado” no molde e reduzindo a contração.
Para solucionar um defeito em uma peça injetada, um plano deve ser traçado e executado passo a passo usando uma abordagem sistemática, lógica e organizada.Além disso, todos os passos devem ser registrados, pois ninguém sabe quando o defeito poderá ocorrer outra vez!
A resolução de quaisquer problemas no processo ou defeitos nas peças moldadas requer um bom conhecimento sobre polímeros, equipamentos de processamento e um entendimento claro do processo de injeção. Este é o motivo pelo qual os problemas de moldagem são o último tópico a ser abordado na maioria dos cursos sobre injeção.
Não somente conhecimento e experiência são requeridos para a resolução de problemas de moldagem, mas também tempo e paciência. Para eliminar um defeito numa peça moldada, um plano deve ser traçado e executado passo-a-passo, um passo de cada vez. A abordagem deve ser sistemática, lógica e organizada. Uma abordagem desorganizada pode levar a um gasto de tempo bem maior, para resolver o mesmo problema.
Todos os passos devem ser registrados: ninguém sabe, depois de quanto tempo (meses ou anos) o mesmo problema pode aparecer novamente. Depender da memória pode ser decepcionante. Todo transformador de plásticos deve guardar registros dos problemas que ele encontrou e como ele os resolveu. Se ele compilar esta informação, ele não vai depender de adivinhação ou de uma experimentação entediante, para tentar resolver os problemas.
Estes registros podem ser usados para refrescar a memória, se forem lidos periodicamente, a fim de manter ativas as habilidades em resolver problemas de moldagem. Uma abordagem sistemática consta nas folhas que se seguem a esta introdução.
A injeção de plásticos é influenciada por muitas variáveis, tais como temperaturas, pressões e tempos, eficiência da injetora (“design” da rosca), funcionamento dos controles e instrumentação da injetora, o tipo de polímero processado e a sua distribuição de peso molecular, o grau de atenção do operador e as suas habilidades, o projeto da peça e a sua geometria, o projeto e construção do molde.
Outra variável corresponde às exigências do usuário final, que ás vezes especifica certas características contraditórias para a peça: muitas vezes, estas características são praticamente impossíveis de serem alcançadas. Por exemplo, tolerância de ± 1 ou (0,0254 milímetros), para Polietileno e Nylon, sem cargas. Ou um acabamento espelhado da superfície das peças é especificado, ao mesmo tempo em que se deseja uma alta produtividade, necessitando-se trabalhar com o molde frio.
Estes são exemplos de especificações e expectativas fora de propósito.
Muitas variáveis estão além do controle do operador, a despeito do grau de habilidades que ele tenha adquirido, problemas irão ainda ocorrer, causados por circunstâncias fora do seu controle. Uma influência comum na qualidade das peças e produtividade é o projeto da peça e a construção do molde. Seções transversais extremamente grossas causarão chupagem. Algumas vezes, é impossível livrar-se deste defeito, a menos que o projeto do molde seja modificado e o ponto de injeção seja colocado em outra região da peça.
Peças e moldes que possuam um projeto deficiente são exemplos de problemas com os quais um operador tem que conviver, tendo que ajustar o seu processo e ciclo para acomodar essas eventuais deficiências de projeto.
Outra variável que não pode ser influenciada pelos operadores é a seleção do material. Em muitos casos, quando um material é muito “grosso” para encher um molde, o “grade” de resina mais fluido pode resolver o problema. O operador, neste caso, pode apenas relatar o problema, mas ele não possui a palavra final para determinar a substituição do material.
Aditivos que são incorporados ao polímero podem causar defeitos. Quando são usados corantes termicamente instáveis nas temperaturas ótimas de processamento do material, eventuais mudanças de cor na peça podem ocorrer e a culpa ser atribuída ao operador. A adequação da injetora ao processamento é um outro fator além do controle do operador. Um molde é construído e alocado para operar com uma máquina que possui uma certa força de fechamento. Às vezes, pode haver a formação de rebarbas e o operador não pode eliminar as rebarbas somente pelo ajuste das variáveis de processamento (temperatura, pressão e velocidade). Neste caso, uma máquina com uma força de fechamento maior se faz necessário. O operador pode somente sugerir esta solução, mas ele não tem como implementar a sua recomendação.
Influência da contração no custo e qualidade.
Em resumo, um orçamento do molde de maneira geral é realizado por meio do preenchimento de um formulário específico, baseado na análise do modelo geométrico do componente injetado e um estudo para previsão de horas de trabalho para todas as etapas. Com as horas determinadas, pode-se obter o custo para o desenvolvimento do molde de injeção e antes do envio para o cliente, este orçamento tem que ser validado pela equipe ou responsável.
Em uma pesquisa realizada sobre sistematização, (consta na tese de Carlos Mauricio Sacchelli /Dez 2007) verificou-se que as empresas portuguesas consideravam a contração do material e o tipo de refrigeração, fatores ligados mais à questão de qualidade do molde, como os itens mais importantes. Em seguida o tipo de acabamento do produto, o tipo de injeção, a durabilidade e volume de produção entre outros.
Já para as empresas brasileiras, observaram se que o tratamento térmico, o número de cavidades e o material do molde eram as informações mais importantes para a realização do orçamento, itens que possuem maior impacto no custo do molde.
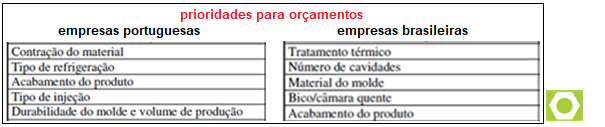
Observaram-se pelos resultados uma diferença de prioridades em relação as informações entre as empresas portuguesas e brasileiras. Enquanto as empresas portuguesas se preocupam primeiro com a qualidade do molde, as empresas brasileiras consideram o custo o mais importante.
Pode-se relacionar esta observação diretamente com o tipo de relação existente entre cliente e fabricante de moldes, pois enquanto as empresas portuguesas trabalham com parcerias a longo prazo, as empresas brasileiras de componentes injetados se baseiam nos menores custos para determinar qual o fabricante que realizará o molde.
Atualizado em 05/05/23
Fonte: Moldes Injeção Plásticos
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor de Revistas Independente
CFP VW SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de molde
CFP VW SENAI / Técnico mecânico – CREA 126.785
Este site é apenas um Informativo. Precisamos de suporte para custear Atualizações e Melhorias. De apoio a nosso trabalho e divulgaremos sua empresa como apoiadora.
This site is a newsletter. We are in Brazil and we need support to pay for Updates and Improvements.
We will announce your company as a supporter here, contact us by email to provide financial support for our work.
contato@moldesinjecaoplasticos.com.br
The Influence of Shrinkage on Molding Plastic Parts
- The contraction and the process
- Parameters that favor the reduction of contraction
The Zero Defect Series in plastic parts seeks to address the techniques for the perfect adjustment of parameters in the injection of thermoplastics, seeking to identify and solve the main defects arising from process, raw material, product details or tooling. The solutions reduce losses resulting from anomalies in the thermoplastic injection process and we aim to help beginners in the field.
The contraction and the process
Shrinkage is a characteristic of every raw material that, during post-injection cooling, undergoes a dimensional (volumetric) deformation in the direction of shrinkage. The material injected with cooling does not preserve the dimensions of the designed cavity, which was 100% (fully) filled, alternating its original dimensional shape to the one designed. Slow cooling favors high contractions. With total cooling and at room temperature, this dimensional change occurred in relation to what was projected, reveals to us a difference by which we call the contraction value.
A good analysis can suggest some alterations to the contraction control, reviewing some points that directly influence the injection.
The greater the raw material density and temperature, product wall thickness and mold temperature, the greater the shrinkage.
The injection point with a good area, a longer injection cycle and greater pressure favor less contraction.
When designing the mold, the wall thickness of the product should be observed. The greater it is, the more it delays the cooling and the cooling system, because if the cooling speed is slow, it favors high contraction.
We wish you good reading (text can be translated by Google Translate)