

Comparativo entre resultados de uma simulação com as condições reais de moldagem
Os padrões de fluxo e pressões previstos no simulador e os valores reais foram comparados e quantificados em uma breve análise, resultando em um método de validação dos resultados da simulação.
As ferramentas de engenharia auxiliada por computador – CAE’ oferecem à equipe de projetos a possibilidade de realizar experimentos através de métodos computacionais. Esses experimentos, se realizados em condições reais, resultariam em grandes gastos associados a alterações no molde, manufatura e tempo de máquina.
O grande potencial desse método é a possibilidade de testar novos designs e conceitos através de métodos numéricos, dessa forma eliminando problemas antes do início da produção e determinando rápida e facilmente a influência de parâmetros de processo na qualidade e produtividade do produto final. Consegue-se, portanto, grande flexibilidade na otimização do produto através de interações virtuais – em detalhes como configuração das entradas de material no molde, detalhes no desenho da peça, condições de processo – e sua influencia na manufatura e qualidade do produto final.
Como resultado, é possível realizar experimentos em questão de dias ou mesmo horas, que de outra forma – ‘tentativos e erros’ experimentais – exigiriam semanas ou meses, resultando em grandes custos inerentes às modificações no molde.
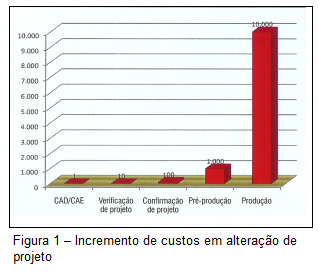
Para extrair todo potencial dessas ferramentas, deve-se utilizá-las desde os primeiros estágios no processo de criação de um produto. A figura 1 apresenta o incremento nos gastos associado às alterações no produto em diferentes estágios de sua criação. Através dos experimentos realizados utilizando-se de softwares de simulação, evitam-se futuras modificações corretivas.
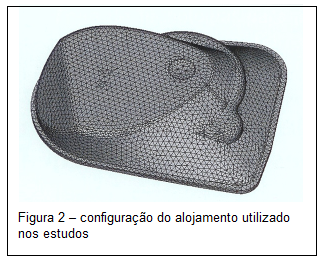
O produto estudado é denominado de Tampa e-gás e pode ser visualizado na figura 2. consiste em um alojamento de diversos outros itens: contra-peças plásticas e componentes eletrônicos. Devido às diversas interfaces e requisitos funcionais do conjunto final, as tolerâncias dimensionais são bastante estreitas.
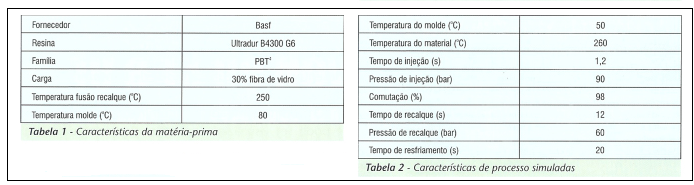
Para este produto foram selecionadas as características de matéria-prima apresentadas na tabela 1.
No sistema de simulação foram adotadas as características de processo relacionadas na tabela 2.
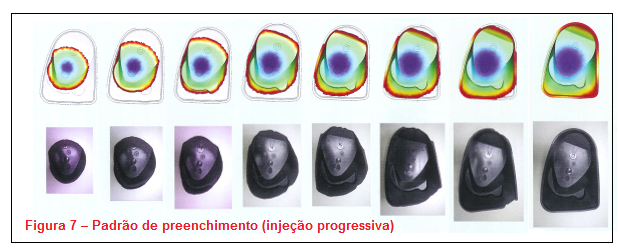
Primeiramente foi realizado um experimento com preenchimento incompleto (injeção progressiva) de um molde de injeção sob velocidade controlada, para determinar o padrão de preenchimento da Tampa, de modo a compará-lo com o padrão de preenchimento e pressões de injeção prevista pela simulação efetuada com o programa computacional Moldflow.
As simplificações do processo de simulação incluíram:
- a) Resultados de apenas uma cavidade (o molde tem duas cavidades).
- b) Preenchimento da peça a partir do ponto de entrada. Não foi analisado o preenchimento pelo bico da máquina injetora e pelos canais de alimentação e;
- c) A quantidade de material injetado foi ajustada para criar um faixa de porcentagens de preenchimento da peça até que a cavidade do molde estivesse 97% preenchida (figura 3)
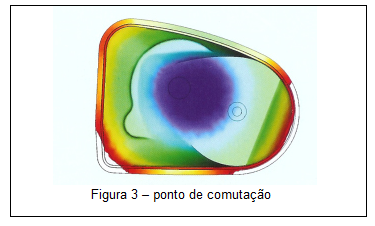
Nesse ponto entra a comutação para a fase de compactação (recalque), que foi desconsidera nesse estudo.
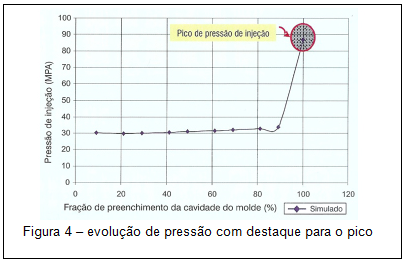
Não foi considerado o momento de 100% da cavidade preenchida, pois nesse exato instante há um pico de pressão, apresentado na figura 4.
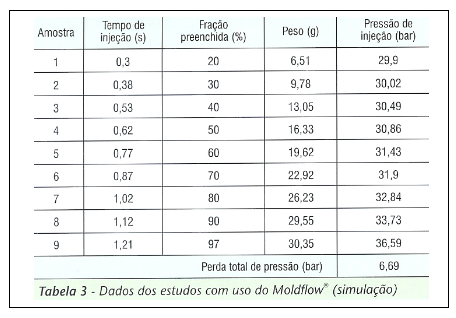
A porcentagem de preenchimento (em volume) a correspondente pressão de injeção prevista foram, então, registradas. A tabela 3 apresenta os dados.
A figura 5 mostra graficamente os resultados teóricos retirados das análises, representando os valores.

Previstos de pressão de injeção relativamente a porcentagem de preenchimento do molde (em volume).
Resultados práticos foram então extraídos de processo de injeção real, considerando as mesmas premissas adotadas nos estudos teóricos (tabela 4).

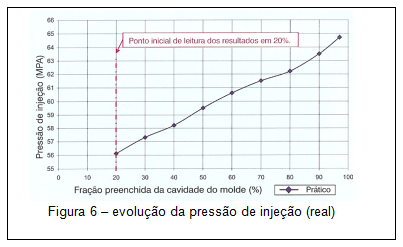
A figura 6 mostra graficamente os resultados práticos obtidos, para comparativos em relação aos estudos teóricos.
Nesse estudo, em particular, foi utilizada a malha tridimensional do sistema computacional. O estágio de preenchimento da simulação resultou em máxima precisão nos cálculos preditivos, tanto no padrão de preenchimento quanto de pressão de injeção e peso.
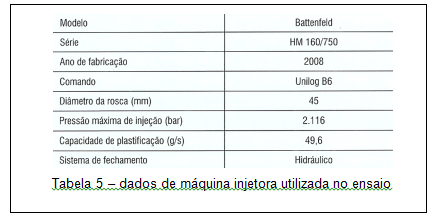
As pressões requeridas para o preenchimento foram ajustada para pressão hidráulica da máquina e não específica (relação 1:10. por esse motivo a unidade de medida aparece em Mpa. As pressões dos estudos práticos foram transformadas para mesma unidade a fim de permitir o comparativo. A tabela 5 informa os dados da máquina injetora utilizada.
A perda de pressão associada à elevação da fração preenchida da cavidade do molde, de 20% para 97%, foi igual a 7,1 bar (57,1 bar menos 64,2 bar). A perda de pressão prevista a partir da análise no Moldflow ao longo da mesma faixa de fração de preenchimento da cavidade do molde foi de 6,69 bar. Isso corresponde a uma diferença de 0,41 bar entre os valores da peça real e os previstos no estudo feito utilizando o Moldflow.
A diferença entre a pressão real requerida para preencher um molde até 97% e a pressão prevista para atingir o mesmo ponto é de 22,6 bar. Essa diferença pode ser explicada como sendo a perda de pressão no bico da injetora e no sistema de alimentação que ocorre no caso prático, lembrando que no estudo teórico a avaliação só considerou a partir do ponto de entrada na cavidade do molde.
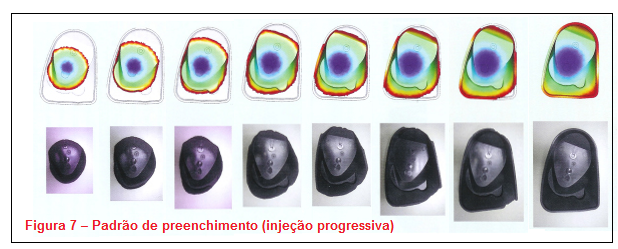
A figura 7 apresenta a comparação entre os resultados do estudo, sendo possível visualizar as várias Etapas do preenchimento incompleto do molde na situação simulada com o Moldflow e na execução real com a máquina injetora. As imagens apontam um bom e preciso padrão de preenchimento.
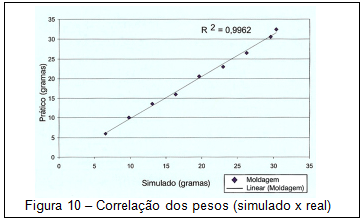
As figuras 8, 9, e 10 mostram graficamente o consumo de pressão de injeção para o preenchimento e o peso de cada moldagem da peça no Moldflow e no estudo prático, ou seja, é possível identificar que há uma correlação muito precisa entre os estudos práticos e teóricos.
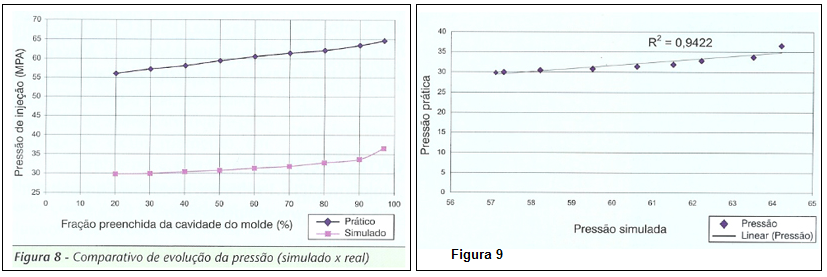
Através de análise de regressão linear entre os resultados práticos e teóricos, é possível verificar forte correlação. O estudo de correlação para a pressão de injeção apresenta valor de R² de 0,94 (figura 9). O estudo de correlação para o peso apresenta valor de R² de 0,99 (figura 10).
CONCLUSÕES
Os resultados desta análise demonstram que o padrão de preenchimento simulado das pressões de injeção e do peso da peça a partir do programa computacional Moldflow é compatível com os valores reais obtidos .
Os estudos de correlação entre resultados práticos e teóricos mostram que a simulação é capaz de indicar a tendência de um processo dentro do nível estudado.
Sugere-se a realização de alguns estudos adicionais para confirmar (ou não) a pressão estimada necessária para fornecer resina fundida através do bico e do sistema de alimentação.
Conclui-se, através de estudo científico do processo (teórico e prático), que o padrão de preenchimento, pressões de injeção e peso é de alta confiabilidade.
Elisnei Fabre de Souza – Técnico em Plásticos, Mecânica Geral e Eletricista de comandos. Exerce a função de Analista de Desenvolvimento no Centro de Competência de Plásticos (CCP) da Continental Corporation.
FONTES DE CONSULTA
– Moldflow MPI 6.1 software, Moldflow Corporation
– Wikipédia, WWW.wikipedia.com
AGRADECIMENTOS
Pelo apoio no desenvolvimento desta pesquisa, agradeço aos colegas da Continental Corporation, Ivanildo Santos, Roberto Savassa e Paulo Costa bem como aos profissionais Carlos Wilson e Marcos R. Macedo, da Fastools Ltda e Elias João de Souza da Metalcoop.
Fonte: Revista Ferramental Nº 25 SET/OUT 2009
Saiba mais sobre moldes de injeção: http://moldesinjecaoplasticos.com.br/loja/
