

Análise comparativa entre as tecnologias de processo CIM e a Tecnologia convencional em um fabricante de molde
Este artigo realiza uma abordagem comparativa entre a tecnologia de processo CIM e tecnologia de processo convencional adotada por uma empresa fabricante de moldes para injeção plástica. Para isso, Caracteriza-se e classifica-se a tecnologiia de processo adotada pela ferramentaria e os elementos que constituem a tecnologia de processo CIM com enfoque nas ferramentarias. Concluiu o trabalho, que nas etapas de projeto do produto, usinagem de componentes funcionais e
de suporte, a tecnologia de processo CIM oferece ferramentas informatizadas relevantes, que poderiam possibilitar à ferramentaria pesquisada, produzir moldes com geometrias complexas, porém, apresentam algumas desvantagens consideráveis. Enquanto, nas etapas de polimento e montagem de um molde a tecnologia de processo CIM não oferece ferramentas relevantes que justifiquem a sua adoção.
1. Introdução
Neste novo milênio, os anos recentes caracterizam-se por uma acentuada globalização das sociedades, em que, pela primeira vez na história, oriente e ocidente vivenciam essa mudança com a mesma intensidade. Esse quadro se define pelos grandes avanços tecnológicos, com destaque para a informática. Esse avanço tem seus alicerces na terceira Revolução Industrial fundamentada na microeletrônica, ocasionando uma grande transformação das condições do dia-a-dia nas empresas.
Nesse sentido, o termo competitividade tornou-se mais que uma expressão, uma necessidade desenfreada de melhor qualidade e produtividade dos produtos fabricados, impulsionada pelas exigências de um mercado, agora, global. Esta busca ou necessidade também tem sido vivenciada na indústria de produção de moldes ou matrizes para injeção plástica também denominada de ferramentarias. Ao mesmo tempo em que há uma crescente substituição de artefatos de diversos materiais por artefatos plásticos no Brasil, existe uma forte concorrência, principalmente dos fabricantes externos.
A dinâmica do “modus vivendi” da sociedade humana altera a característica da demanda de produtos, principalmente de plásticos, induzindo à criação de novos produtos, assim como novos produtos também podem induzir outros comportamentos humanos e ambos interagem reciprocamente.
Neste sentido, o plástico é portador de características que são funcionais a várias tendências de hábitos de consumo da sociedade moderna: consumo massificado, autoserviço, embalagens para fast-food, descartabilidade, one-way, obsolescência planejada, consumo unitário, praticidade, leveza, atoxidade, segurança e custo acessível . Neste contexto, entram em cena as ferramentarias cearenses as quais não dispõem de uma tecnologia de processo capaz de produzir moldes para injeção que envolvam cavidades complexas, do ponto de vista geométrico, conseqüentemente, não suprindo a demanda no tocante a produção de artefatos plásticos necessários a importantes segmentos de mercado local e regional.
Diante do exposto, o presente artigo propõe comparar a tecnologia de processo que constitui o sistema de manufatura CIM voltado para ferramentarias, com a tecnologia de processo convencional de uma empresa fabricante de moldes (ferramentaria) para injeção plástica . . Apontando, como resultado, as vantagens e desvantagens do uso da tecnologia de processo CIM na fabricação de moldes para injeção plástica.
2. Caracterização da tecnologia de processo da ferramentaria pesquisada
A tecnologia de processo neste trabalho foi classificada em três paradigmas tecnológicos, os quais se sucedem de forma evolutiva. O primeiro consiste em tecnologia mecânica, utilizada durante a primeira Revolução Industrial. O segundo paradigma tecnológico surgiu com a aparição da segunda revolução industrial e tem como base à tecnologia eletromecânica. Atualmente, prevalece o paradigma tecnológico fundamentado na microeletrônica e conseqüente advento da informática, emergidos durante a terceira revolução industrial.
A observação sistemática realizada na fase de pesquisa de trabalho de campo apontaram as classes tecnológicas empregadas pela ferramentaria nas diversas etapas do seu processo produtivo . Como pode ser observado a base tecnológica empregada pela empresa consiste em tecnologia eletromecânica, a qual caracteriza a ferramentaria com um sistema produtivo não informatizado. Esta base tecnológica será discutida mais detalhadamente em seções posteriores .
2.1 Projeto do produto
A primeira etapa do processo produtivo envolve o projeto do produto, no caso da ferramentaria o molde. Esta etapa se processa de forma totalmente manual, operacionalizada,em prancheta específica para desenho mecânico.Além da prancheta, o ferramenteiro projetista da ferramentaria dispõe de alguns instrumentos de uso manual como: esquadros, compasso, régua graduada, escalímetros, papel formato A lapiseira. A metodologia de projeto do produto adotada pela empresa, implica em a partir do produto (peça plástica injetada),a necessidade de elabora-se o projeto do molde, inicialmente em forma de desenho técnico mecânico, em duas dimensões, executado a mão livre. Posteriormente, este “croquis” é transformado em desenho mecânico, executado com o auxilio de instrumentos de desenho.
.
2.2 Usinagem de cavidades e machos (componentes funcionais)
A etapa de usinagem de cavidades e machos (componentes funcionais) realiza-se por meio de máquinas-ferramenta com base tecnológica eletromecânica, também denominada por alguns autores como máquinas-ferramenta convencionais, as quais são operadas em regime semiautomático. O processo de fabricação mecânica empregado pela ferramentaria consiste apenas em usinagem. Esse processo caracteriza-se pela remoção de material (massa) de uma peça bruta, gerando cavaco. Pormenorizando, este processo, subdivide-se em três subprocessos, quais sejam: corte, eletroerosão e abrasão, todos eles são utilizados na etapa de usinagem das cavidades dos moldes pela ferramentaria. Algumas máquinas-ferramenta empregadas na usinagem das cavidades representam e caracterizam a tecnologia de processo de todas as máquinas dispostas neste setor.
2.4 Polimento do molde
A etapa de polimento de um molde consiste em polir as cavidades (macho e fêmea) que compõem o molde. O polimento tem como objetivo diminuir a rugosidade superficial das cavidades, adquirida nos processos de fresagem e eletroerosão realizados na etapa de usinagem das cavidades. A figura 1 mostra faixas de rugosidade obtidas em vários processos abrasivos.

Figura 1 – Faixas de rugosidade obtidas em vários processos abrasivos – Fonte: Koike (1995)
O acabamento superficial de um artefato plástico injetado está diretamente condicionado ao nível de rugosidade das cavidades do molde. Outro parâmetro importante no processo de injeção que está relacionado ao estado de rugosidade das cavidades do molde, consiste na fluidez do plástico em estado líquido no momento que o fluido sob pressão, entra em contato com as paredes das cavidades do molde no momento de injeção. O equipamento utilizado pela ferramentaria na etapa de polimento do molde consiste em Carbo roda e Retifica pneumática, ambos com base tecnológica eletromecânica e controlados manualmente. Estes equipamentos funcionam de forma rotativa imprimindo altas rotações evibrações. Neles são acoplados elementos abrasivos de forma intercambiável, os quais entramem contato com as superfícies das cavidades dos moldes efetuando a operação de polimento.
2.5 Montagem do molde
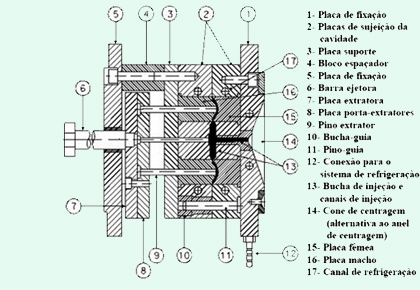
A etapa de montagem de um molde consiste em reunir todos os componentes que formam o molde, quais sejam: componentes funcionais, componentes de suporte e elementos de máquinas fixadores (parafusos, porcas, arruelas, pinos elásticos, chavetas, dentre outros). A figura 2 mostra a arquitetura de um molde simples.
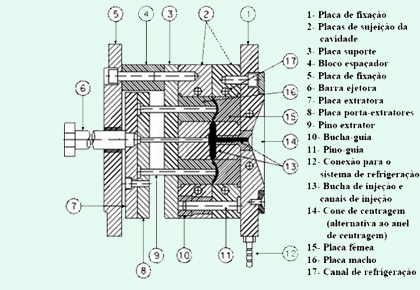
Figura 2- Molde simples e seus componentes principais – Fonte: Volpato (1993)
O uso da talha na montagem se faz necessário devido ao grande peso dos componentes funcionais. Já o emprego de chaves de aperto “Allen” é motivado pelo fato de todos os parafusos que compõem o molde serem “Allen”, devido a maior resistência a tração e a menor área de alojamento para a cabeça do parafuso no corpo do molde.
Nessa etapa de montagem, ocorrem várias atividades de ajustagem mecânica, as quais envolvem muitas operações manuais, intrinsecamente dependentes da habilidade do ferramenteiro ajustador em manusear as ferramentas necessárias ao perfeito ajuste de componentes, que durante o ciclo de injeção, atuarão em um regime dinâmico intermitente de abertura e fechamento do molde (milhares de vezes).
Os equipamentos empregados na montagem de um molde, pela ferramentaria pesquisada, são um talha com capacidade para 5 toneladas, chaves de aperto Allen e ferramentas para ajustagem mecânica.

Figura 3- Componentes da tecnologia de processo CIM e suas respectivas funções no processo produtivo de um molde – Fonte: adaptado de Koike (1995)
3.1 Atividades de projeto de um molde utilizando tecnologia de processo CIM (Etapa CAD) – Concepção do artefato plástico e do molde
O ponto de partida para o projeto de um molde para injeção é a peça de plástico que o mesmo deverá produzir. No contexto do projeto auxiliado por computador (CAD), é o modelo geométrico da peça que servirá como base para todas as etapas subseqüentes, tanto em termos de projeto quanto de fabricação do molde. A figura 4ilustra um modelo geométrico de um artefato plástico desenhado em uma plataforma CAD.

Figura 4- Modelo geométrico desenhado em uma plataforma CAD – Fonte: Moldwizard (2005
Dentro de um ambiente CIM, esta parte inicial do projeto de um molde que abrange a concepção de um modelo geométrico do artefato plástico, pode ser executada por um cliente e transmitida para o setor de projeto de uma ferramentaria utilizando recursos presentes na TI (tecnologia de informação) como e-mail ou através de disquetes, pen drive, CD’s, permitindo que o cliente participe do processo produtivo do molde, interagindo e criando um ambiente colaborativo, uma vez que o fluxo de informações entre cliente e ferramentaria pode acontecer, mesmo a longas distancias.
Dentro de uma plataforma CAD, depois de gerar ou receber do cliente o modelo geométrico do artefato plástico (3D), o projetista pode visualizá-lo sob vários ângulos, facilitando assim, uma observação volumétrica do artefato plástico sem que ele exista fisicamente. A figura 5ilustra este recurso visual .

Figura 5 – Visualização de um artefato plástico
sob diferentes ângulos
Após a concepção do modelo geométrico do artefato plástico, prossegue-se dentro de um ambiente CAD com o projeto do produto, que em uma ferramentaria equivale ao molde. Neste ponto a plataforma CAD oferece ao projetista recursos (3D) capazes de projetar, dimensionar e posicionar todos os componentes funcionais e de suporte, os quais atuarão no funcionamento dinâmico do molde durante o ciclo de injeção. Uma vez projetado o sistema estrutural do molde (base do molde), o projetista localiza a cavidade e o macho de forma acoplada no interior do molde como mostra a figura 6.
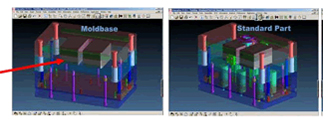
Figura 6- Base do molde e inserção do conjunto
cavidade e macho Fonte: Moldwizard (2005)
3.2 Atividades de projeto de um molde utilizando tecnologia de processo CIM
(Etapa CAE) – Validação do artefato plástico e do molde “O perfeito funcionamento mecânico de um molde de injeção de plásticos nem sempre implica em peças perfeitamente moldadas” (KOIKE, 1995, p. 64). É comum efetuarem-se “retrabalhos” em moldes e reajustes nos parâmetros de injetoras após o primeiro teste na máquina. Isso decorre do fato de que, mesmo técnicos experientes têm dificuldades em prever, com certeza, o comportamento do molde e da massa fundida que escoa no interior do mesmo. A identificação prévia de defeitos no moldado, motivados por desbalanceamento de fluxo, acúmulos localizados de tensões cisalhantes e térmicas, gradientes exagerados de pressão, entre outros, é uma tarefa quase impossível, tendo em vista apenas o conhecimento prático do processo (empirismo). Com o objetivo de eliminar ou reduzir ao máximo esses tipos de problemas, a utilização de sistemas CAE é uma alternativa que vem sendo cada vez mais adotada.
Existem, conforme Koike (1995), sistemas CAE 2D ou 3D que são dedicados à área de plásticos. Através destes, pode-se realizar uma análise térmica, ao longo do ciclo de injeção, considerando, inclusive, problemas relativos à contração e ao empenamento da peça após ser retirada do molde e reológica (relativa ao comportamento do plástico durante o processo de injeção) (MOLDFLOW, 2006). Os últimos são aplicados para analisar o comportamento do artefato plástico quando solicitado mecanicamente. A figura 7 mostra uma aplicação (térmica) do CAE, na análise do gradiente de temperatura nos canais de injeção principal secundário e peça injetada, além de uma análise reológica exibindo a capacidade de simular de forma tridimensional (3D) a geometria final de um artefato plástico virtual como se o mesmo tivesse sido realmente injetado .
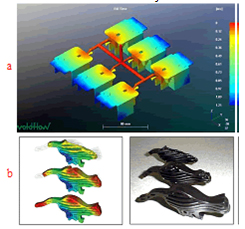
Figura 7- Análise do gradiente de temperatura no canal (a) e peça injetada e Comparativo entre injeção virtual e real (b) –
Fonte: Moldwflow (2006)
3.3 Operações de manufatura de cavidades e machos (componentes funcionais) e componentes de suporte utilizando tecnologia de processo CIM (CAM e CNC) Conforme afirma Koike (1995) uma das atribuições básicas dos sistemas CAM é gerar automaticamente os programas de comando numérico para as máquinas CNC.
Para Figueira (2003), a principal vantagem dos sistemas CAD/CAM está na facilidade da construção geométrica e na visualização do processo (simulação).
Dentro da fabricação de moldes, segundo Koike (1995), a utilização de sistemas CAM vem atender primordialmente ao processo de fresamento em dois e meio e três eixos. Embora sistemas CAM mais avançados disponham de módulos para o fresamento em quatro ou cinco eixos, esse tipo de operação não é tão utilizado nas empresas de moldes.
Com a utilização de plataformas CAM, torna-se possível a geração de trajetórias complexas de ferramenta, que até então eram inviáveis na fresagem em fresadoras ferramenteiras convencionais. Como mostra a figura 8.
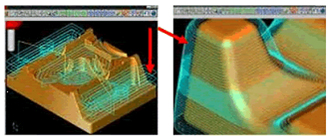
Figura 8 – Trajetórias complexas da ferramenta
Segundo Pereira (2003), Comando Numérico (CN) e sua definição mais simples, é que todas as informações geométricas e dimensionais contidas em uma peça, conhecida por meio de desenhos e cotas (números), seriam entendidas e processadas pela máquina CNC, possibilitando a automação da operação.
O uso do CNC na fabricação de moldes recai basicamente sobre os processos de eletroerosão. Isso se explica pelos motivo
a) São os processos fundamentais para a geração de cavidades;
b) As geometrias das cavidades e eletrodos são muitas vezes tridimensionais e complexas.
Para que a plataforma CAM consiga gerar o programa NC das superfícies a serem usinadas, o usuário deve fornecer para o sistema as operações desejadas para a manufatura do modelo geométrico (eletrodo, cavidade ou macho), tais como: operação de desbaste, pré-acabamento e acabamento, além da estratégia de usinagem a ser executada em cada uma destas operações.
Estas estratégias são de extrema importância, pois irão representar o processo de usinagem do artefato plástico em questão, influenciando assim, tanto no seu tempo de usinagem quanto na sua precisão final. A figura 9 ilustra a simulação da estratégia de usinagem e corte de uma
cavidade.

Figura 9 – Simulação da estratégia de usinagem e corte de uma cavidade
3.4 Operações de polimento de cavidades e machos de um molde em um ambiente CIM A automatização do processo de polimento de superfícies curvas e, em especial, superfícies de formas livres, ainda não atingiu um ponto considerado tecnologicamente aceitável.
Contudo, já existem máquinas e equipamentos que tornam a tarefa de polimento automatizada para certas situações menos complexas. Nesse aspecto, Japão e França são os países que mais se têm dedicado a pesquisas nessa área por meio da adaptação de robôs, que são considerados a opção mais adequada para esse fim. (KOIKE, 1995)
Embora os robôs possuam baixa rigidez estrutural em relação às máquinas-ferramenta, isso não representa um problema, haja vista que o processo de polimento não necessita de grandes forças de contato entre ferramenta e peça. Um aspecto positivo é sua estrutura cinemática e a facilidade de programação. Por outro lado, o controle da pressão de contato e a manutenção da ortogonalidade da ferramenta sobre a superfície da peça são pontos críticos quando se utilizam robôs. Outro fator limitante é a dificuldade de controlar a precisão com a qual o braço do robô se desloca ao longo de uma superfície curva.
Como exemplo de pesquisa realizada propondo a total automatização do polimento de moldes, pode-se citar o trabalho desenvolvido por Weule e timmermann (1990, apud KOIKE, 1995) que corresponde a uma célula de polimento composta por um robô de 6 graus de liberdade com capacidade de carga de 60kg, uma estação de troca de dispositivos para polimento, outra de troca de ferramentas abrasivas e o reservatório para coleta de fluido refrigerante, no qual é fixada a peça de trabalho, conforme destacado na figura 10.
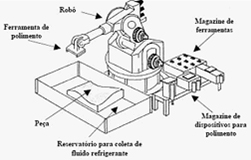
Figura 10 – Célula de polimento – Fonte: Weule e timmermann
(1990, apud KOIKE, 1995 )
3.5 Operação de montagem de um molde em um ambiente CIM
Devido um molde ser um produto único, produzido sob medida ou encomenda (make to order) com engenharia especifica e geometrias diferentes, a montagem sob a ótica do grau de padronização torna-se inviável.
Um dos motivos atribuídos à dificuldade de padronização e conseqüente automação da montagem de um molde reside na necessidade de várias atividades de ajustagem mecânica, atividades estas operacionalizadas mediante tentativas (métodos heurísticos) por parte do ajustador, muitas vezes necessitando de retrabalho dos componentes de suporte ou mesmo dos componentes funcionais.
Desta forma, a tecnologia de processo peculiar ao CIM não oferece nenhuma ferramenta especifica capaz de automatizar as operações de montagem de um produto com as características especificas de um molde para injeção plástica.
4. Vantagens e desvantagens do uso da tecnologia de processo CIM na fabricação de moldes para injeção plástica – no caso da ferramentaria pesquisada.
Esta seção aponta as vantagens e desvantagens específicas que a tecnologia de processo pertencente ao CIM oferece, de forma relevante, às etapas de projeto do produto, usinagem de componentes funcionais e de suporte da ferramentaria pesquisada.
4.1 Projeto do produto – Vantagens e desvantagens da plataforma CAD em relação a ferramentaria pesquisada
Vantagens, quais sejam:
-Comunicação gráfica (2D/3D) entre setor de projetos e clientes por meio da internet;
-Evitar erros de representação geométrica e erros de cotas que seriam detectados durante as etapas de usinagem de componentes funcionais, de suporte e montagem;
-Aumento da produtividade do ferramenteiro projetista;
-Melhoria da qualidade do projeto do artefato plástico e do molde;
-Interligar as etapas de projeto do molde, usinagem das cavidades e machos e componentes funcionais;
-Criar uma base de dados para manufatura;
-Projetar e visualizar artefatos plásticos em 2D/3D com geometrias complexas;
-Possibilidade de alterar automaticamente a geometria do artefato plástico gerado, prevendo a contração do plástico durante a etapa de resfriamento da peça no molde;
-Capacidade de modelamento considerando os ângulos de saída do artefato plástico, os quais são imprescindíveis para um sistema de extração eficiente;
-Determinação automática da superfície de apartação do molde;
-Utilização do mesmo modelo virtual do artefato plástico para gerar tanto o macho quanto a cavidade do molde;
-Projetar em 3D os sistemas que compõem a estrutura de uma molde;
-Gerar uma lista de material.
Desvantagens, quais sejam:
-Investimento relativo a software e hardware elevado;
-Treinamento especifico dos ferramenteiros;
-Demanda considerável de tempo para transferência de informações;
-Demanda considerável de tempo para maturação de informações pelos ferramenteiros.
-Possibilidade de rejeição dos ferramenteiros.
4.2 Projeto do produto – Vantagens e desvantagens da plataforma CAE em relação a ferramentaria pesquisada
Vantagens, quais sejam:
-Testar física e mecanicamente, sem que seja necessário, construir um protótipo físico de um artefato plástico anteriormente projetado em uma plataforma CAD;
-Realizar analise térmica;
-Balancear o sistema de refrigeração do molde;
-Simular o comportamento térmico de um artefato plástico no instante da injeção (fase líquida);
-Simular o comportamento térmico do artefato plástico no processo de solidificação.
-Realizar analises reológicas no artefato plástico;
-Simular o tempo utilizado para que um artefato plástico seja injetado (fulltime);
-Simular a distribuição da pressão de injeção no artefato plástico em um instante;
-Simular a contração (shrink) plástica;
-Simular a deflexão (empenamento);
-Simular o acumulo de tensão (stress);
-Simular a geometria final de um artefato plástico virtual como se o mesmo tivesse sido realmente injetado,
-Determinar quantos pontos de injeção são necessários e a localização dos mesmos no artefato plástico;
-Prever o aparecimento de possíveis “bolhas de ar” no interior do moldado e linhas de apartação na superfície da peça;
-Determinar a orientação principal do fluxo do material dentro dos canais de alimentação e das cavidades;
-Determinar parâmetros do processo de injeção, os quais seriam posteriormente transferidos para o setor de injeção, evitando assim, o ajuste de parâmetros de injeção
através de tentativas (método heurístico).
Desvantagens, quais sejam:
Investimento relativo a software e hardware elevado
-Treinamento especifico dos ferramenteiros;
-Demanda considerável de tempo para transferência de informações;
-Demanda considerável de tempo para maturação de informações pelos ferramenteiros;
-Possibilidade de rejeição dos ferramenteiros;
-Conhecimentos auxiliares relativos à engenharia voltada para a área de polímeros;
-No caso da ferramentaria pesquisada que produz moldes para injetar algumas peças com matéria prima reciclada. Impossibilidade de especificar qual o polímero que será injetado, conseqüentemente, inviabilizando o uso preciso da plataforma CAE.
4.3 Usinagem dos componentes funcionais (cavidades e machos) e usinagem de componentes de suporte – vantagens e desvantagens da plataforma CAM e máquinas CNC em relação à ferramentaria pesquisada
Vantagens, quais sejam:
-Integração com as plataformas CAD e CAE;
-Gerar automaticamente os programas de comando numérico;
-Automatizar as operações de usinagem;
-Eliminação de gabaritos de usinagem;
-Desuso de operações de traçagem realizadas em operações precedentes às operações de usinagem pelos ferramenteiros;
-Possibilitar à ferramentaria pesquisada a condição tecnológica de fresar componentes funcionais com superfícies circulares côncavas e convexas das mais variadas e complexas geometrias;
-Maior rapidez, precisão dimensional e melhor acabamento superficial dos componentes de suporte.
Desvantagens, quais sejam:
-Investimento relativo a software e hardware elevado;
-Investimento alto em máquinas CNC
-Treinamento especifico dos ferramenteiros;
-Demanda considerável de tempo para transferência de informações;
-Demanda considerável de tempo para maturação de informações pelos ferramenteiros;
-Possibilidade de rejeição dos ferramenteiros.
5. Conclusões
No que concerne à proposta central deste artigo, o qual objetiva apontar as vantagens e desvantagens que teoricamente a tecnologia de processo peculiar ao CIM oferece em relação ao processo produtivo de uma ferramentaria que utiliza tecnologia de processo convencional, e após realizar uma comparação de ordem qualitativa, obteve-se os seguintes resultados que serão discretizados a seguir.
Uma conclusão holística a que se chegou, enfatiza que a tecnologia de processo peculiar ao CIM oferece poderosas ferramentas computacionais capazes de automatizar e interligar algumas etapas do processo produtivo. Essas ferramentas poderiam ser implementadas no processo produtivo da ferramentaria pesquisada, substituindo, assim, características humanas inerentes aos ferramenteiros que dominam o processo produtivo convencional como: habilidade operacional, conhecimento empírico, experiência e “feeling”. Entretanto, a tecnologia de processo CIM voltada para ferramentarias não oferece ferramentas capazes de automatizar todas as etapas produtivas do processo construtivo de um molde para injeção plástica, isto é, as etapas de polimento e montagem no âmbito da ferramentaria pesquisada são praticamente impossíveis de serem realizadas sem operações manuais, ou seja, de forma artesanal.
Autores :
Eduardo César Pereira Norões (CENTEC)
José Façanha Gadelha (CEFET)
Maria Walneide Barros de Castro Gadelha (CENTEC)
Titulo original :
ABORDAGEM COMPARATIVA ENTRE AS TECNOLOGIAS DE PROCESSO CIM E A TECNOLOGIA CONVENCIONAL DE
UMA EMPRESA FABRICANTE DE MOLDES PARA INJEÇÃO PLÁSTICA