

Análise de falha em aços ferramentas
Estudo de casos para Trabalhos a quente/a frio ou moldes plásticos.
O objetivo deste estudo é de esclarecer através de casos reais as causas mais comuns de falhas prematuras ocorridas em ferramentas, sejam elas aplicadas em trabalho a quente, trabalho a frio ou moldes plásticos.
A metodologia das análises segue basicamente os seguintes roteiros:
Histórico da matéria-prima, condições de processamento das peças, comprovação da rastreabilidade, caracterização das propriedades mecânicas e metalúrgicas, resultados e conclusões.
Os resultados obtidos sugerem as causas das falhas e orientações são dadas visando disseminar as melhores práticas e evitar reincidências futuras.
Com base em literatura disponível somada aos inúmeros casos analisados rotineiramente na execução das atividades de relacionamentos técnicos com clientes e profissionais da área, podemos afirmar com relativa segurança que a vida útil de uma ferramenta depende basicamente de sete fatores fundamentais, interdependentes, que podem ser anunciados da seguinte maneira:
1) O projeto da ferramenta.
2) A seleção do seu material.
3) A qualidade do material selecionado.
4) O procedimento na execução das operações necessárias à sua fabricação.
5) O seu tratamento térmico.
6) O seu afiamento final ou retífica final.
7) O tratamento dispensado à ferramenta durante o seu uso.
Nem sempre é fácil determinar qual ou quais, dentre os sete fatores, são os responsáveis pelo fracasso prematuro de uma ferramenta em serviço ou durante o seu tratamento térmico. Entretanto, investigando com profundidade ferramentas que falharam, sempre é possível encontrar indícios que nos levam às causas dessas falhas prematuras.
Para ilustrar tais fatos, foram selecionados no presente trabalho 3 casos de falhas prematuras em serviço ocorridas em ferramentas utilizadas em trabalho a quente, trabalho a frio e também em moldes plásticos. As análises individuais de cada caso, considerando-se a metodologia utilizada, as respectivas caracterizações, bem como a identificação das causas e conseqüentes sugestões de melhorias são descritas à seguir.
Análise de Casos
Aço AISI H13 – Trabalho a quente
Os aços para trabalho a quente destinam-se ao uso em ferramental que trabalhe em contato com material aquecido a temperaturas que podem chegar a 1.100ºC ou mais, o que provoca o aquecimento da ferramenta a níveis por vezes superiores a 550ºC. Para que resistam a tais condições de trabalho ainda com elevada dureza e resistência ao desgaste, eles apresentam teores variáveis de cromo, tungstênio, molibdênio e vanádio.
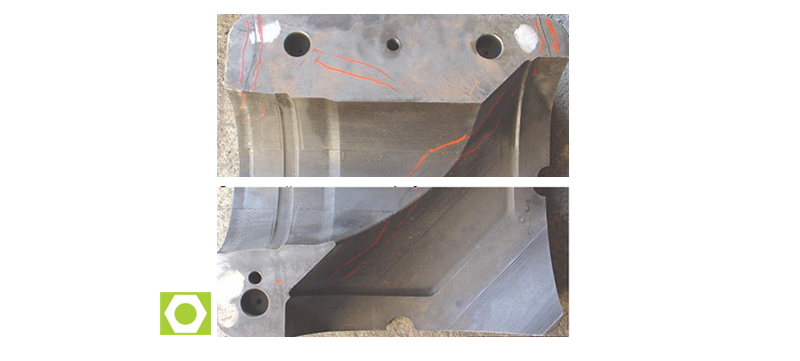
Os aços H11, H12 e H13 foram inicialmente pesquisados especialmente para a fundição sob pressão de ligas de alumínio. Os requisitos para tal exigiam endurecimento ao ar, com pouca distorção de dimensões, portanto baixa temperatura de austenitização, mínima tendência à formação de óxidos pelo resfriamento em ar soprado, alta resistência ao desgaste pela ação erosiva do alumínio, e baixo custo, ou seja, relativamente baixo teor de elementos de liga. Mais tarde estes aços tornaram-se de uso geral em trabalhos a quente. O estudo que será feito a seguir é de uma matriz para injeção de alumínio, a qual sofreu uma fadiga térmica prematura, conforme demonstrado na Figura 1, e comprovado através da metalografia.
A ferramenta iniciou seu processo de fadiga térmica com cerca de 10.000 tiros, quando o esperado era de 100.000 tiros. A ferramenta foi tratada para uma dureza de 46/48 HRC e nitretada p/ 427 Hv e camada de 0,05 mm de profundidade.
Comprovação da rastreabilidade
Caracterização das propriedades mecânicas![]()
Caracterização Metalográfica
![]()
Defeito fig.1a – foto macro da peça apresentando
superfície com severa fadiga térmica

Defeito figura1.b –detalhe na mesma região da peça.
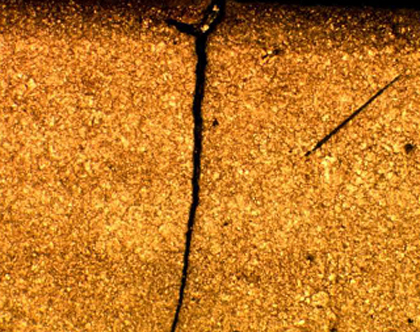
Figura 2a — Trinca de tensão com 1,5mm de profundidade aumento. 50x.
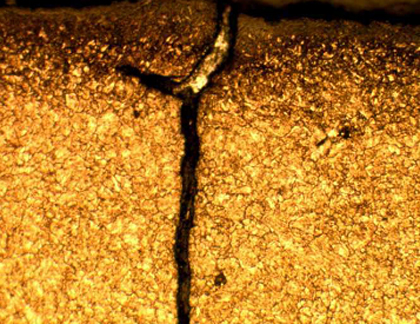
Figura 2b — mesma região aumento 100x – ataque nital 2%
Conclusão
O processo de trincas por fadiga térmica, ilustrado na Figura 1 e Figura 2 tem como causa primordial a fadiga causada por ciclos de aquecimento/resfriamento, característicos dos processos de injeção de alumínio. A literatura disponível aponta valores de até 60kgf/mm², para tensões de tração que surgem devido ao ciclo térmico, a profundidades que ultrapassam 1,0mm. Tais tensões nucleiam trincas sub superficiais que durante a propagação afloram à superfície do molde, gerando a imagem característica apresentada na Figura 1.
Recomendamos a verificação dos parâmetros de uso da ferramenta (temperatura e técnica de pré-aquecimento, temperatura do alumínio, pressão de injeção, uso de desmoldantes base água) pois podem ser considerados descartados os processos de fabricação da ferramenta (aço, tratamento térmico e usinagem), como possíveis causas da falha prematura.
Sugestão
Estando as trincas térmicas geralmente associadas às condições de processo (uso da peça), as sugestões de melhoria nesse caso apontam para parâmetros de controle, tais como:
– pré-aquecimento da matriz para pequenas dimensões, forno 350ºC e grandes
dimensões, mantas térmicas.
– controle de temperatura do metal injetado e pressão de injeção.
– desmoldante: ideal, a base de H2O, temperatura ambiente.
– resfriamento da ferramenta: ideal, óleo com temperatura controlada (? 50ºC).
Aço AISI 01 – Trabalho a Frio
As ferramentas para trabalho a frio distribuem-se em três grupos distintos, com relação aos aços selecionados para sua fabricação. São eles os aços de têmpera em óleo (série O), os aços de médio teor de elementos de liga e de têmpera em óleo ou ar soprado (série A), e os aços de alto teor de liga e alto carbono, de têmpera em ar (série D). As baixas velocidades de resfriamento para têmpera que eles exigem tornam menores as modificações dimensionais após tratamento térmico, pelo que eles são chamados também de aços “ indeformáveis”.
O aço da série O tem maior temperabilidade que os aços W, pelo maior teor em elementos de liga, mas deles se aproximam em termos de resistência ao desgaste, pelo seu elevado teor de carbono. A têmpera em óleo resulta em muito menor perigo de trincas e modificações dimensionais, um importante fator em materiais para ferramentas.
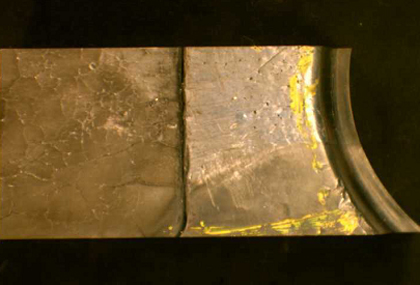
De modo geral, os aços da série O são usados em matrizes para conformação a frio de metais, em matrizes de corte, calibres, e inúmeros outros usos em que se exija média abrasividade e razoável indeformabilidade da ferramenta na têmpera. A ferramenta abaixo é uma ferramenta para estampagem, a qual apresentou trincas, ocorridas durante o resfriamento no tratamento térmico (têmpera). Essa ferramenta foi temperada e revenida para uma faixa de dureza de 58 a 60 HRC.
Comprovação da rastreabilidade![]()
Caracterização das propriedades mecânicas![]()
Caracterização Metalográfica![]()
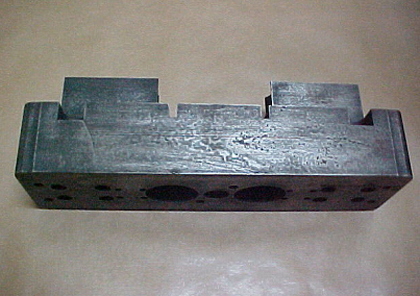
Figura 3a — foto macro da peça

Figura 3b — detalhe na mesma peça, na região da trinca.
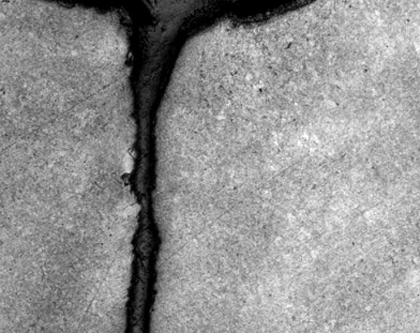
Figura 4a — foto micrografia da região com trinca

Fig. 4b – detalhe na mesma região da peça.( aumento 100X-NITAL 2%).
Conclusão
O processo de trinca por tensão ilustrado na Figura 3 e Figura 4 tem como causa primordial a concentração de tensões de têmpera nos cantos vivos. A concentração de tais tensões em cantos não arredondados ocasionam
tensionamentos superiores ao limite de ruptura do material com o conseqüente
aparecimento de trincas naqueles locais, durante o resfriamento ou mesmo antes, no aquecimento.
Sugestão
Os aços ferramenta, quando submetidos a tensões acima de seus limites de resistência podem nuclear trincas, as quais chamamos de trincas de tensão que se manifestam durante o resfriamento no tratamento térmico.
Estas trincas, geralmente, propagam-se a partir de concentradores de tensão,
como por exemplo: riscos de usinagem, tipagem com vértices, marcas mecânicas (punções) ou ainda, como no caso apresentado, cantos vivos.
No caso em questão sugere-se a confecção de raios de concordância (os mais
generosos possíveis) visando uma melhor distribuição das tensões de
resfriamento.
Aço AISI 420 – Moldes Plásticos
Aços para moldes plásticos, o cromo e o níquel são os principais elementos de liga destes aços especiais para a fabricação de moldes para a indústria de plásticos. Com baixíssimos teores de carbono, usualmente entre 0,07 e 0,10%, estes aços ferríticos caracterizam-se por sua dureza excepcionalmente baixa, na condição de recozidos, permitindo a usinagem ou prensagem da forma desejada seguida de cementação e têmpera convencionais. Moldes para injeção ou compressão de plásticos corrosivos (clorados, como por exemplo PVC e Acetato) e abrasivos, parafusos injetores para materiais plásticos, moldes para indústria de vidros, são utilizados aços AISI 420 C .A ferramenta que passamos a estudar a seguir é um molde para injeção de plástico, fabricado a partir de um aço AISI 420 C, a qual após o tratamento térmico de têmpera e revenimento apresentou um lascamento, conforme Figura 5.
A dureza na qual o molde foi tratado foi na faixa de 52 HRC.

Defeito

Figura 5 a – foto macro da peça .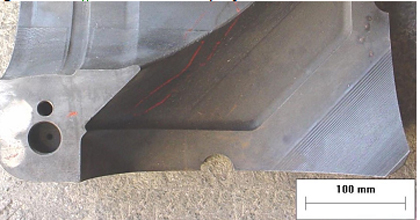
Defeito Figura 5 b – detalhe na mesma região da peça região da fratura.
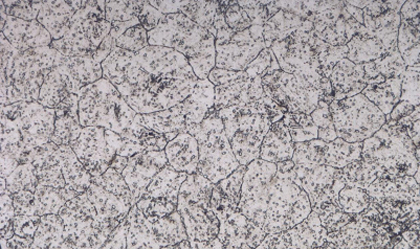
Figura 6a — foto da estrutura com grande quantidade de carbonetos em rede no contorno de grão – aumento 1000X – ataque em Villela

Figura 6b — detalhe na mesma região da peça com efeito de campo escuro, aumento 1000X ataque em Villela
Conclusão
O processo de trinca conforme ilustrado na Figura 5 tem como causa primordial a presença de grande quantidade de carbonetos secundários no contorno de grão (conforme Figura 6), característico de ocorrência no processo de tratamento térmico onde a peça foi possivelmente submetida a uma elevada temperatura de austenitização ou permaneceu em temperatura por muito tempo.
Sugestão
É de fundamental importância para o rendimento de uma ferramenta a seleção adequada do aço, tratamento térmico e, também, tratamento de superfície. Propriedades tidas como “requisitos especiais” estão intimamente relacionadas com além da qualidade do material, a qualidade do tratamento térmico aplicado. Dessa forma, a partir do exemplo ilustrado nesse caso, com o intuito de se evitar reincidências, sugerimos a utilização de parâmetros de tratamento térmico adequados, de acordo com os melhores fornecedores de serviço atualmente disponíveis no mercado.
Conclusão
Foram ilustrados, neste trabalho, três casos de falhas prematuras de ferramenta conforme banco de dados da Gerdau AEP, onde através de uma investigação metodológica, pôde-se identificar com precisão as origens das falhas nem sempre tão evidentes num primeiro momento. Esperamos, desta forma, ter contribuído para a otimização e melhoria da performance das ferramentas nas aplicações aqui contempladas, através da disseminação do que consideramos serem as melhores práticas na confecção e utilização das mesmas.
Autores :
André Luiz da Silva Fagundes – engenheiro metalurgista
João Fernandes da Silva Barreto – Técnico metalurgista
Nestor Edgar Batista de Almeida – engenheiro metalurgista
Sergio Domingos Junior – Técnico metalurgista
Agradecimentos
— Corpo técnico dos Laboratórios Químico e Metalúrgico da Gerdau S.A Sr. Shun Yoshida – Brasimet
Bibliografia
– Arquivo interno da Gerdau.
– Rauter, R.O. Aços Ferramentas. Rio de Janeiro: Livros Técnicos e científicos
Editores S.A. 1974
– NADCA 207- 90, Nov 90, NADCA – NORTH AMERICAN DIE CASTING
ASSOCIATION.
– Rorberts, G.A; Cary, R.A -Tool Steels – 4th edition, American Society for Metals