
Análise sobre processo de eletroerosão na utilização de eletrodos de grafita ou cobre
Por: Rafael Kratochvil
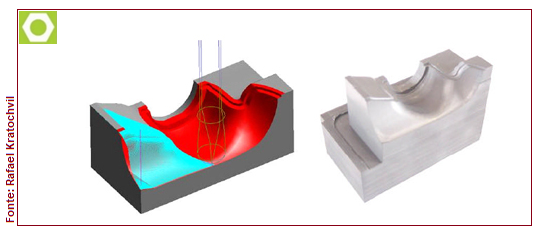
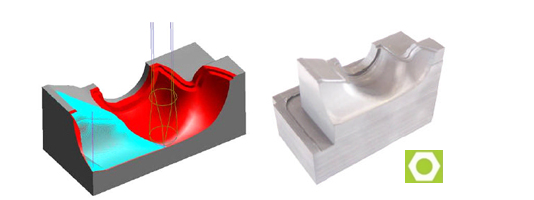
A produção de moldes e matrizes de aço para fabricação seriada de peças injetadas e conformadas representa uma das tarefas de usinagem mais exigentes, principalmente no que diz respeito à precisão e à qualidade das superfícies usinadas.
Normalmente, os moldes e matrizes são produzidos através dos processos de fresamento e de eletroerosão por descargas elétricas (EDM – Electrical Discharge Machining). A produtividade do fresamento costuma ser maior em comparação com a EDM, embora existam fortes limitações quanto ao fresamento. Os materiais de usinagem difícil ainda são quase que exclusivamente processados por EDM na produção de ferramentas, matrizes e moldes, como por exemplo os aços de alta liga para trabalho a quente.
A eletroerosão por descargas elétricas (EDM) é preponderantemente um processo térmico de remoção. Durante o processo, sucessivas descargas elétricas são geradas por curtos intervalos de tempo entre dois materiais condutores de eletricidade (eletrodo-ferramenta e eletrodo-peça), removendo pequenas quantidades de material evaporado e fundido. Em decorrência disto, as propriedades termofísicas do material do eletrodo-ferramenta, como por exemplo temperaturas de fusão e de vaporização influenciam consideravelmente no rendimento do processo de EDM.
Uma influência também considerável sobre o comportamento da eletroerosão (EDM) além dos parâmetros de controle, é exercida pelos materiais empregados para o eletrodo-ferramenta e eletrodo-peça. A erodibilidade de um material é independente de suas propriedades mecânicas, porém a composição química e, com isto, as propriedades físicas, têm influência sobre o processo.
Variações na composição do material e na geometria da eletrodo-ferramenta fabricado pode proporcionar diferenças nas taxas de remoção de material (TRM) e na relação de desgaste, o que torna a seleção do material e o projeto da ferramenta importantes para o bom desempenho do processo. Ao se utilizar uma ferramenta que se desgasta demasiadamente, a geometria da superfície da cavidade não terá a exatidão desejada, quando se exigem ótima precisão dimensional e detalhes filigranos.
A usinagem da grafita traz alguns inconvenientes durante o processo, como geração de pó fino de grafita (altamente prejudicial às partes eletrônicas da máquina-ferramenta), problemas de integridade e qualidade de superfície usinada, problemas de desgaste de ferramental de corte. Todas estas dificuldades tornam-se ainda maiores, pois praticamente não existem profissionais e técnicos em usinagem de grafita especificamente, e as informações pertinentes a este processo são ainda reduzidas, tornando assim a usinagem deste material desmotivante. Além destas problemáticas, existem poucas máquinas-ferramenta dedicadas a usinagem de grafita. Assim, a usinagem de grafita em máquinas convencionais ou automáticas não-dedicadas necessita adaptações para o trabalho com este tipo de material, e estas muitas vezes não são realizadas, causando falhas e a deterioração das máquinas em pouco tempo de uso.
Em princípio é possível empregar todos os materiais condutores de eletricidade como material para eletrodos-ferramenta em EDM. A maior freqüência de utilização é encontrada na grafita e no cobre eletrolítico.
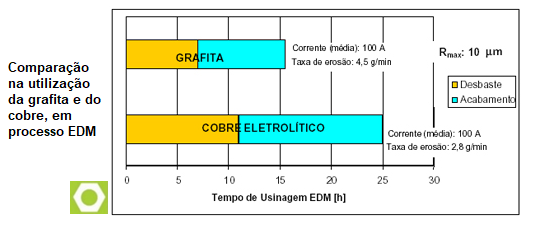
O desgaste relativo do eletrodo-ferramenta de cobre na eletroerosão de aços aumenta com o aumento da corrente de descarga. Na utilização da grafita observa-se um comportamento contrário. Este comportamento antagônico ainda não está suficientemente explicado, porém admite-se que a grafita, em decorrência de sua estrutura e porosidade, é mais receptiva às partículas de carbono existentes no canal de descarga, que se depositam no eletrodo-ferramenta ou difundem para dentro dele (Schumacher apud König). Em decorrência disto, a grafita é mais adequada para trabalhos de desbaste com alta corrente de descargas e tempos de erosão longos, ao passo que o cobre é mais adequado para o trabalho de acabamento (tempo de descarga curto, corrente de descarga pequena).
A Figura mostra que com a utilização da grafita em condições de desbaste, alcança-se tempo mais reduzido de fabricação em relação ao emprego de eletrodo de cobre eletrolítico. Este fato sugere que a grafita deva sempre ser empregada como eletrodo-ferramenta em processos de desbaste na eletroerosão por descargas elétricas.
Porém outros fatores devem ser levados em consideração na escolha do material, como o custo de fabricação do eletrodo e adaptações à erosão do mesmo no processo de eletroerosão.
O material deve ser forte, resistente para resistir a danos pelo manuseio e pelo próprio processo de EDM. O tamanho de partícula é importante para que se possam atingir raios mínimos em cantos e manter tolerâncias estreitas. A dureza da grafita é um fator importante na usinabilidade, já que quanto mais duro o eletrodo, mais predisposição o material terá de lascar, de sobremodo em grafitas com tamanho de grão grande.
Devido à dificuldade e falta de informações sobre o processo de usinagem de grafita, o estudo de algumas características do fresamento deste material foi realizado.
Como caminho para a compreensão das características da grafita no seu processo de corte, juntamente com um estado da arte sobre a grafita e suas características e aplicações, foram realizados diferentes ensaios de usinagem. Através dos resultados destes ensaios e demais observações sobre o processo, como geração de pó de grafita e coleta destes resíduos, obteve-se informações significativas e importantes para o fresamento da grafita.
A grafita estudada neste trabalho, quando da sua usinagem em altas velocidades de corte, é a grafita industrial empregada especialmente para a confecção de eletrodos ferramentas para EDM. A obtenção de informações sobre o comportamento deste material em processos de fresamento de acabamento como direções de corte preferenciais em situações diferentes, informações sobre coleta de pó de grafita, vida de ferramenta, qualidade de superfície gerada, parâmetros de processo, é o objetivo geral deste trabalho.
Este estudo foi planejado para que os resultados obtidos pudessem ser revertidos em informações técnicas práticas e relevantes para quem trabalha com este tipo de material, e também melhor fundamentar o compreendimento do processo.
Este trabalho foi desenvolvido em uma parceria entre LMP (Laboratório de Mecânica de Precisão) da UFSC e o Centro Integrado de Manufatura e Tecnologia (SENAI-CIMATEC), órgão localizado na cidade de Salvador, Bahia. Foi um trabalho de cooperação tecnológica onde a tecnologia em equipamentos do CIMATEC e o conhecimento e experiência no estudo da usinagem do LMP trabalharam juntos. Realizou se este trabalho também com o objetivo de incentivar e impulsionar o uso da grafita como eletrodo-ferramenta nas ferramentarias em geral, mostrando que a usinagem deste material é viável quando se conhecem os mecanismos envolvidos na sua formação de cavaco.
Fonte: UFSC- Pós Graduação engenharia mecânica de
Rafael Kratochvil