

A PROBLEMÁTICA DA UTILIZAÇÃO DA MANUTENÇÃO PRODUTIVA TOTAL PARA PROJETOS DE FERRAMENTARIA.
Este artigo é resultado de experiência vivida durante a implantação da metodologia de Manutenção Produtiva Total ( MPT) em uma área técnica, mais especificamente uma ferramentaria. A questão mais importante é a dificuldade de se utilizar o modelo da metodologia desenvolvida para áreas de produção, em áreas técnicas.
Ao mesmo tempo em que relatamos os problemas, sugerimos as medidas a serem tomadas para que os mesmos não ocorram, mostrando que se a metodologia for adaptada às necessidades e características da área técnica, o resultado alcançara os mesmos índices de sucesso de áreas produtivas , levando a conclusão, de que não são apenas as grandes empresas, que podem utilizar esta ferramenta tão útil para garantir a eficiência de seus equipamentos e a qualidade de seus serviços.
INTRODUÇÃO
Desde o surgimento do MPT e sua implantação de sucesso na Toyota, empresas do mundo todo estão incorporando esta metodologia aos seus sistemas de produção e mais recentemente sua implantação em ambientes administrativos (escritórios) nunca, entretanto, esta metodologia foi aplicada em uma ferramentaria, ou melhor, nunca se adaptou a metodologia aos processos de trabalho de uma ferramentaria.
Conclui se então que não há experiência conhecida, que forneça referencias para implantação desta metodologia neste tipo de ambiente. Mais recentemente, uma multinacional do setor de autopeças e ferramentas elétricas localizada na cidade de Campinas com sua matriz na Alemanha, implantou esta metodologia em várias áreas de negócio, inclusive em áreas técnicas, dentre elas uma ferramentaria.
Durante este processo de adaptação e implantação na ferramentaria, que já se estende por oito anos, muitos problemas foram detectados devido ao fato de esta metodologia ter sido concebida para um ambiente de produção, o que diverge profundamente de uma área técnica e portanto, sugere o tema “A Problemática da Utilização da Manutenção Produtiva Total para Projetos de Ferramentaria”.
O que caracteriza esta problemática é que, de modo geral, a metodologia de Manutenção Produtiva Total (MPT) é implantada em áreas de produção das empresas, para reduzir custos de manutenção de máquinas, através do treinamento dos operadores e a integração dos mesmos com o pessoal de manutenção, estabelecendo assim uma equipe que identifica e previne prováveis quebras de máquinas ou perdas que influenciem a qualidade ou custo do produto final.
Esta metodologia é extremamente eficiente nestas áreas, pelo motivo obvio desta metodologia ter sido desenvolvida em decorrência das dificuldades e necessidades das áreas produtivas das empresas. No entanto estas dificuldades e necessidades não são as mesmas para todas as áreas, por isso a necessidade de readaptar a metodologia conforme as características operacionais, técnicas e humanas dos setores não produtivos de uma empresa.
A maior dificuldade encontrada para a realização deste trabalho, esta justamente em adaptar os conceitos da metodologia a um ambiente tão diferenciado, que não aceita níveis de especificações e de documentação tão minuciosas e detalhistas, pois normalmente se trata de áreas dinâmicas e geralmente com trabalhadores técnicos especializados, que já trazem em sua bagagem de estudos os princípios básicos da metodologia.
Será possível aplicar a metodologia MPT em uma área de ferramentaria, como é aplicada a uma área de produção?
Sendo assim o objetivo deste trabalho é adequar o modelo MPT das áreas de produção, para o perfil de uma ferramentaria.
Aonde irei;
Conceituar Gestão de Projetos.
Discorrer sobre Manutenção Produtiva Total (MPT).
Conceituar Ferramentaria.
Levantar Problemas de Aplicação da Metodologia.
Apresentar Solução.
Com o estudo sobre a aplicação da metodologia MPT em uma ferramentaria, pretende se revelar os pontos problemáticos, e sugerir adequações para viabilizar a aplicação da metodologia, trazendo todos os benefícios que o MPT proporciona.
Durante nossa experiência em vários anos, participando da metodologia MPT, tanto como operador de máquina depois coordenador e facilitador, vivenciando todos os problemas desta metodologia desde os treinamentos, implantação, mudanças de gestão e coordenação e até crises financeiras que afetam em muito o desempenho da metodologia, me sinto apto a realizar este estudo e apresentar soluções para a utilização da metodologia em áreas técnicas, mais especificamente em ferramentarias.
Primeiramente, quando surgir à ideia de se implantar a metodologia MPT em uma ferramentaria, é necessário levar em consideração alguns fatores, como:
A firmeza de propósito em implantar e manter a metodologia. Ter conhecimento dos seus benefícios e consciência de que haverá emprego de recursos financeiros e humanos de monta em todo o processo. Saber que será necessário quebrar paradigmas e implantar novas idéias que muitas vezes não são bem recebidas por parte dos funcionários. Definir se todo o processo será acompanhado por consultoria especializada no assunto, ou serão treinados facilitadores que serão encarregados de difundir e implantar a metodologia na empresa.
Grande parte do fracasso se deve ao não comprometimento tanto da Diretoria ou Gestores que devem demonstrar interesse constante, acompanhando todo o processo e estando presentes nos eventos programados, divergências resultantes de interpretações diferentes do conceito, a relutância e teimosia por parte de alguns em não aceitar mudanças, consequentemente não praticando a metodologia.
Voltando a falar sobre o conceito da MPT, que deve manter sua estrutura básica de pensamento, que é a melhoria do desempenho das máquinas, desenvolvimento dos operadores e a qualidade do produto, isso não quer dizer que o processo tem de ser o mesmo tanto em áreas de produção como técnicas. Existem muitas diferenças substanciais, desde a formação dos funcionários quanto a características do processo de fabricação, portanto, o método deve ser adaptado ao meio em que será aplicado, senão, tenderá ao fracasso.
Nesta linha de pensamento então começaremos com a desburocratização do processo; Se a empresa tiver condições de informatizar todo o processo desde a coleta de dados até a geração de relatórios terá um ganho substancial na confiabilidade das informações coletadas e assim poderá analisar os dados e promover ações que certamente trarão bons resultados, sem é claro, se descuidar do treinamento dos seus funcionários, pois a chave do sucesso da metodologia e a ação direta dos mesmos.
Mas se a estrutura da empresa não permite alto grau de informatização, então, que os documentos sejam reduzidos ao estritamente necessário fornecendo as informações de forma clara e objetiva tanto para quem esta de fora, bem como para os funcionários envolvidos no processo, aos quais tem que ter o conhecimento detalhado de seu conteúdo, assim, sabendo analisá-los e identificando de forma clara as perdas e mudanças de eficiência do seu equipamento, monitorando os pontos críticos e sabendo intervir para minimizar ou até mesmo evitar os problemas.
Mas para isso, é fundamental o apoio dos pilares do MPT, para que o trabalho dos funcionários seja simplificado, serão os pilares que fornecerão os documentos, cabendo aos integrantes do Grupo Autônomo, simplesmente conhecê-los e preencher apenas os que são necessários, quer dizer, eliminar documentos que servem apenas de controle do controle, ou aqueles que são “para Inglês ver”. Áreas técnicas contam com funcionários bem instruídos e muitas vezes já trazem consigo o conceito da MPT introduzido nas escolas técnicas, portanto certos documentos já não são mais necessários.
Os coordenadores dos pilares devem estar compromissados com seus deveres participando efetivamente das atividades a eles atribuídas, participando de reuniões, fornecendo e atualizando os documentos, orientando os funcionários e estimulando-os.
A metodologia MPT não deve ser imposta, mas sim, introduzida gradativamente através de etapas, deve-se demonstrar claramente os benefícios que trará, tanto para a empresa quanto para os próprios funcionários, de outro modo, surgirá um sentimento entre os participantes de que a metodologia será aquele algo a mais a se fazer, sem que recebam nada a mais para tal.
Existe um conceito de que MPT não serve para pequenas e médias empresas, pela justa causa de sua introdução ser tão problemática, exigindo um emprego considerável de tempo e dinheiro, sem a garantia de sucesso. Isto se deve em grande parte por se querer adotar uma MPT adaptada ao porte de grandes empresas e muito geralmente as áreas de produção, mas é necessário quebrar o paradigma de que a metodologia não é maleável, e se ter a coragem de adaptá-la para a realidade de tais tipos de empresas, com um pouco de maleabilidade e senso pratico a MPT pode ser praticada de forma eficiente até mesmo em nossos veículos particulares.
A implantação da metodologia de forma até aqui explicada, trará com certeza ganhos consideráveis para as empresas (ferramentarias), e abrirá portas para novos clientes que exigem de seus fornecedores, certificados de qualidade, que para se chegar a tais, muitas vezes é essencial se utilizar, de ferramentas como a MPT.
A implantação da metodologia de forma até aqui explicada, trará com certeza ganhos consideráveis para as empresas (ferramentarias), e abrirá portas para novos clientes que exigem de seus fornecedores, certificados de qualidade, que para se chegar a tais, muitas vezes é essencial se utilizar, de ferramentas como a MPT.
Estas considerações aqui apresentadas, frutos de uma vivencia constante dentro da metodologia, trará com certeza a possibilidade de a mesma ser aplicada em áreas antes excluídas, por não serem consideradas no conceito inicial da metodologia, que visava somente melhorias em áreas produtivas, tal afirmação e valida, pois hoje em dia a mesma metodologia passou a ser aplicada em ambientes gerenciais (escritórios) de grandes empresas.
DESENVOLVIMENTO :
Ambiente – Este trabalho é fruto de uma experiência profissional na qual fomos protagonistas e observadores, durante o período de implantação da metodologia de MPT em um setor técnico (ferramentaria) numa multinacional do setor de autopeças e ferramentas elétricas localizada na cidade de Campinas com sua matriz na Alemanha.
Fundamentação Teórica – O primeiro item a ser conceituado, será o de Gestão de Projetos, já que estamos tratando de projetos de ferramentaria. Conforme Project Management Institute (2004 apud KEELLING, 2005 p. 3), define projeto como, “Um esforço temporário empreendido para criar um produto ou serviço único“.
Mas este esforço temporário demanda ser conduzido de forma gerencial e metódica, donde vem o termo Gerencia de Projetos

Mas o que vem a ser Gerência de Projetos?
Gerência de Projetos é a aplicação de conhecimentos, habilidades, e técnicas para projetar atividades que visem atingir ou exceder as necessidades e expectativas das partes envolvidas, com relação ao projeto. “O ato de atingir ou exceder as necessidades e expectativas das partes envolvidas, invariavelmente envolve o equilíbrio entre demandas concorrentes.”
Portanto gerenciar um projeto requer que o Gerente de Projeto utilize seus conhecimentos e técnicas para elaborar e acompanhar atividades, aonde os participantes do projeto em suas diversas especialidades, contribuam para a conclusão do mesmo.
Mas então quais qualidades, características e conhecimentos que um gerente de projeto deve ter?
Os projetos não dispõem de tempo ilimitado, logo o gerente não pode “ser desenvolvido no cargo”. O gerente é o centro em torno do qual gira toda a atividade, o elo entre Stakeholders internos e externos e as organizações, regulador do progresso, velocidade, qualidade e custo, líder e motivador do pessoal do projeto, comunicador e negociador em todas as coisas relacionadas ao projeto e controlador de finanças e outros recursos. (KEELING, 2005 p.9)
Então, um Gerente de Projetos alem de ter conhecimentos técnicos sobre o assunto do qual se refere o seu projeto, é importante conter também, qualidades de
líder que conduz seus subordinados ao mesmo tempo, sendo enérgico e tolerante e também ser habilidoso em delegar atividades, utilizando-se sempre da diplomacia para questões de divergência de idéias, ter tino comercial e lidar com questões financeiras é além de tudo isto, ser empreendedor e ter energia e persistência.
Após considerarmos as qualidades de um Gerente de Projetos, vamos agora conceituar sobre o Ciclo de Vida do projeto e suas as Fazes.
PMBOK (2000, p.11) afirma que, as organizações dividem os projetos em várias fases, para melhor gerenciar, e o ciclo de vida do projeto nada mais é do que as fases dos projetos delimitadas em inicio e fim, colocadas em sequência, aonde cada termino de fase determina o inicio da outra, ou as fases se interpõem sendo realizadas ao mesmo tempo.
Por fim, opôs determinado o que será o projeto, o seu ciclo de vida e suas fases, caberá aos Gerentes de Projetos;
Gerenciarem a Integração do Projeto, que segundo PMBOK (2000, p.39) “A Gerência da Integração do Projeto inclui os processos requeridos para assegurar que os diversos elementos do projeto estão adequadamente coordenados”, ou seja, desenvolver o Plano do Projeto, aonde será redigido documentos relatando quais áreas estarão envolvidos no projeto, informações históricas da conceituação do projeto, a política organizacional da empresa, as restrições e premissas do projeto, executar o Plano do Projeto e controlar as mudanças do projeto.
Gerenciarem o Escopo do Projeto segundo PMBOK (2000, p.47) se resume em assegurar que somente o trabalho necessário seja empreendido para completar o projeto, definindo e controlando o que faz parte do mesmo.
Gerenciar o Tempo do Projeto, para que o projeto seja entregue no prazo determinado. E quais são os processos desta fase? Ou seja, ter documentado e acompanhar o tempo estipulado para o termino das diversas fazer e tarefas do projeto. (Veja item 3.1 complementar no final do artigo).
Gerenciar os Custos do Projeto, determinando os recursos que serão utilizados, estimar os custos e distribuí-los e pro final controlar todos estes custos já orçados.
Gerenciar a Qualidade do Projeto, ou seja, determinar o grau de qualidade requerido para o projeto, garantir através de monitoramento e controle que esta qualidade esteja conforme planejado e requerido.
Gerenciar os Recursos Humanos do Projeto, que segundo PMBOK (2000, p.93), “inclui os processos requeridos para possibilitar o uso mais efetivo das pessoas envolvidas com o projeto”.
Gerenciar as Comunicações do Projeto, ou seja, determinar como será realizada a troca e distribuição das informações entre os interessados, e como será o relato de desempenho das áreas envolvidas nos projetos.
Gerenciar as Comunicações do Projeto, ou seja, determinar como será realizada a troca e distribuição das informações entre os interessados, e como será o relato de desempenho das áreas envolvidas nos projetos.
Gerenciar os Riscos do Projeto, aonde se determina quais riscos podem prejudicar o projeto e qual será seu impacto no mesmo, providenciar medidas para que os riscos não aconteçam.
Gerenciar as Aquisições do Projeto, que será prover a obtenção de bens e serviços externos necessários ao andamento do projeto, que inclui desde a seleção dos fornecedores, analise de propostas, firmar contratos e encerrar contratos. E por fim realizar o encerramento do projeto, aonde é feita uma análise aonde será identificado os fatores positivos e negativos, aonde será elaborado um relatório para futuras consultas quando para servir como referencia a futuros projetos similares.
Manutenção Produtiva Total (MPT): Assunto de Interesse .
SAMPAIO (2010, p.4) afirma que as indústrias, alguns anos atrás, utilizavam o sistema de manutenção corretiva, ocorrendo desperdícios, retrabalhos, perda de tempo, esforços humanos e prejuízos financeiros. Após uma análise deste problema, começou-se a se aplicar a manutenção preventiva, desenvolvendo-se a partir daí, o conceito de manutenção produtiva total ou TPM (total productive maintenance), constituído de programas de manutenção preventiva. Neste contesto a MPT, teve inicio nos Estados Unidos, mas se desenvolveu com maior vigor no Japão.
E nos dias de hoje como é estruturada a MPT?
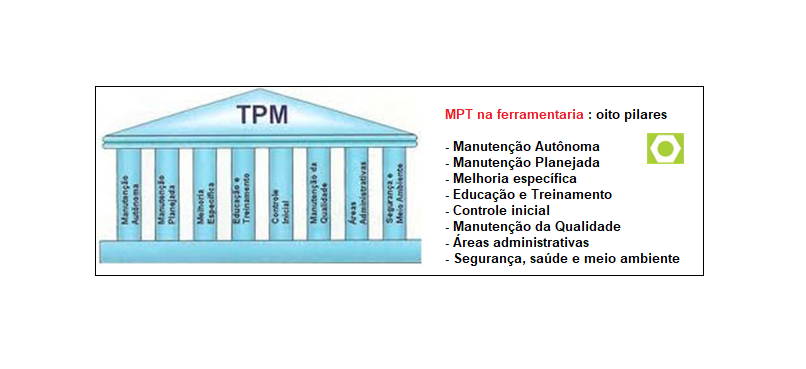
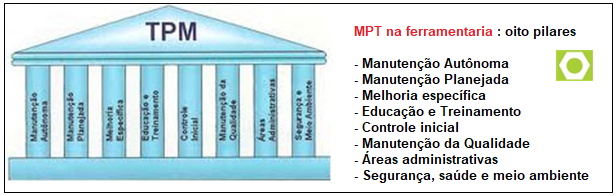
Atualmente a filosofia MPT é um conjunto de atividades dentro de toda a estrutura organizacional da empresa. As atividades a serem realizadas durante a etapa de implementação do MPT foram organizadas nos denominados 8 pilares da manutenção produtiva total. (SOUZA, 2009 p.23)
Estes oito pilares são formados por:
Manutenção Autônoma: Aonde se propõe que os operadores da máquina sejam treinados a identificarem e prevenirem vários tipos de perdas sem que a manutenção tenha que intervir.
Controle Inicial: A experiência adquirida ao longo do tempo na manutenção e reparo das máquinas torna este pilar apto a sugerir a escolha de máquinas mais modernas e eficazes, quando do desejo da empresa a adquirir novas máquinas.
Melhoria Especifica: Pilar responsável pela detecção de perdas analise e eliminação das mesmas.
Manutenção Planejada: Considerado o pilar técnico, é ele que deverá elaborar os planos de manutenção, administrar os custos com manutenção e mapear as quebras e o tempo de reparo.
Manutenção da Qualidade: Como o próprio nome já sugere, este pilar é o responsável pelo controle da qualidade nos produtos que estão sendo fabricados nas máquinas, para isso se utiliza de diversas ferramentas de análise e controle.
MPT Administrativo: Para os escritórios a metodologia MPT foi adaptada e inserida nos sistemas computacionais.
Segurança, saúde e meio ambiente: Este pilar é responsável para garantir a segurança no ambiente de trabalho, controlar os aspectos de impacto e danos ao meio ambiente e a saúde de forma geral dos operadores das máquinas, fornecendo orientação e garantindo assim o índice de zero acidente.
Educação e Treinamento: Para garantir o sucesso da metodologia MPT, faz se necessário treinar os operadores das máquinas, afim de que eles adquiram conhecimento sobre a metodologia e seu processo, para ai sim poderem aplicá-la com responsabilidade e disciplina.
Por fim, será o trabalho em conjunto de todos estes pilares que, garantirá a eficácia da metodologia, proporcionando a empresa redução nos índices de quebras das máquinas, conseqüentemente agilizando o processo de fabricação dos seus produtos, proporcionando um ambiente de trabalho saudável e seguro para seus funcionários e muitos outros benefícios que só agregam valor e minimiza os custos com a produção.
Abordando agora uma área mais técnica vou conceituar ferramentaria, que se utiliza de metais, mais precisamente o aço, na fabricação de ferramentas (Moldes e Estampos) para servir na produção de uma infinidade de produtos, desde lataria de carros, embalagens e utensílios plásticos, próteses médicas etc. Para isso uma ferramentaria é constituída de várias áreas que são:
Área Comercial: que recebe os pedidos faz o contato com os clientes etc.
Área de Projetos: elabora, detalha e acompanha o projeto, alem de solicitar a aprovação do cliente.
Área de Planejamento: que faz o Plano de Produção e o Roteiro do Projeto com todas as seqüências do processo, a serem seguidas pelas demais áreas de fabricação.
Área de Recebimento e Despacho de Material: encarregado do recebimento e distribuição do material a ser usinado, seguindo o roteiro do processo.
Células de Máquinas (Tornos, Fresadoras, Centro de Usinagem, Retificadoras, Mandriladoras e Eletro Erosões.
Área de Montagem, Manutenção e Prova Pratica de Ferramentas, além de uma área de Try-out com Máquinas Injetoras.
Lógico, que esta configuração depende muito do porte e tipo de serviço de cada ferramentaria.
Os recursos humanos de uma ferramentaria contam com funcionários altamente treinados e especializados tanto na área de projetos quanto no chão de fabrica, e exige que os mesmo estejam sempre se desenvolvendo e se atualizando quanto os novos tipos de tecnologia de fabricação de ferramentas.
Metodologia
De acordo com Gil (2009, p.54)
O estudo de caso é uma modalidade de pesquisa amplamente utilizada nas ciências biomédicas e sociais. Consiste no estudo profundo e exaustivo de um ou poucos objetos, de maneira que permita seu amplo e detalhado conhecimento, tarefa praticamente impossível mediante outros delineamentos já considerados. Daí, então, a crescente utilização do estudo de caso no âmbito dessas ciências, com diferentes propósitos, tais como:
a) explorar situações da vida real cujos limites não estão claramente definidos:
b) preservar o caráter unitário do objeto estudado:
c) descrever a situação do contexto em que está sendo feita determinada investigação;
d) formular hipóteses ou desenvolver teorias;
e) explicar as variáveis causais de determinado fenômeno em situações muito complexas que não possibilitam a utilização de levantamentos e experimentos.
E como este projeto é baseado em observações realizadas pelo autor durante o período de oito anos em que a metodologia MPT foi implantada em uma ferramentaria de empresa multinacional, situada em Campinas com sede na Alemanha.
Portanto, podemos considerar que este trabalho se adéqua a metodologia de Estudo de Caso, já que detém vários pontos característicos de um estudo de caso.
O método de procedimento utilizado é o de relatar as impressões por mim coletadas e fazer uma análise comparativa entre o que seria ideal, e o que se tornou problemático.
Após isto farei várias sugestões de como implantar a metodologia MPT em uma área técnica (ferramentaria) de forma simples evitando desperdício de tempo, dinheiro e principalmente, não estressando desnecessariamente os funcionários.
Resultados
Situação Atual :
Atualmente a MPT na ferramentaria, aonde trabalho, utiliza o mesmo conceito teórico e pratico do MPT praticado na produção.
Em um ambiente de produção de uma fábrica as máquinas escolhidas para a MPT, são aquelas consideradas gargalo de produção, ou seja, máquinas que são essenciais para a produção, pois produzem às principais peças do produto.
Ou que estão apresentando perdas crônicas, como:
Perda da função para qual a máquina foi criada, e queda de rendimento, decorrentes de problemas na máquina, ou seja, quebra ou falhas.
Perda de tempo, para realizar o setup (tempo utilizado para troca de processo, ferramenta, equipamento ou programa, até o inicio de outro processo)
Perca de tempo na regulagem da máquina, a fim de se conseguir a quantidade de peças (velocidade de produção) e a qualidade (defeitos de produção).
Perca de tempo devido à espera de matéria-prima e meios de produção (energia, ar comprimido etc.).
Em uma ferramentaria estes mesmos itens que determinam a escolha das máquinas para se realizar a MPT são utilizados, ressaltando que, em uma ferramentaria existem várias máquinas de uso coletivo que muitas vezes não fazem parte direta do processo, mas que tem importância estratégica emergencial. Estas máquinas não se enquadram em nenhum item de escolha, mas nem por isso não devem ser desprezadas, e a solução para estes casos, esta no conhecimento adquirido pelos operadores sobre a metodologia, tornando-os aptos a não só cuidarem das máquinas que estão em MPT, mas também, pelas máquinas que eles possam estar utilizando dentro da empresa.
Na Manutenção Autônoma, aonde os operadores são os principais realizadores das tarefas entre elas:
Realizar o 5S no seu posto de trabalho, aonde o operador identificará o que lhe é necessário e útil, retirando de seus armários, gavetas e do próprio equipamento, os itens desnecessários e pouco utilizados, organizando os itens restantes de forma a facilitar seu acesso e identificação, deixando sempre limpos e padronizados e tendo disciplina para manter o que já foi realizado.
Identificar e eliminar as fontes de sujeira e os locais de difícil acesso.
Elaborar as normas provisórias de limpeza, inspeção e lubrificação e realizar a limpeza, inspeção e lubrificação segundo estas normas.
Padronizar o gerenciamento autônomo do equipamento.
Coletar dados para medir a Eficiência Global do Equipamento (OEE).
Participar dos treinamentos e reuniões.
Elaborar os documentos.
Observar e sugerir possíveis melhorias no equipamento além de realizar suas funções normais de operador de máquinas.
Imaginemos agora todas estas mesmas atribuições para um oficial de ferramentaria que não trabalha em uma linha de produção aonde se é estipulado um tempo para a realização destas tarefas, pois em uma ferramentaria o trabalho é diversificado, uma hora realizando uma encomenda, outra hora fazendo outro serviço completamente diferente do anterior. A disponibilidade de tempo é limitada e muitas vezes o mesmo trabalha em detrimento de cumprir prazos e não quantidade de peças a serem produzidas.
A responsabilidade de um trabalhador de ferramentaria ainda vai além, pois já carrega uma grande bagagem de informações técnicas oriundas de anos de treinamento e estudos, ele não só é responsável por exercer suas funções técnicas, bem também como é o responsável por executar o serviço com eficiência e qualidade.
Aumentar a carga de tarefas a serem realizadas para este profissional pode comprometer a eficiência da metodologia.
Isto já é observado na ferramentaria que é o local de nosso trabalho, aonde notamos a perca de interesse para se realizar as tarefas exigidas para o cumprimento das etapas da MPT, e principalmente nos dados coletados para se analisar a eficiência global do equipamento.
Conclui-se, pois que o acúmulo de atividades prejudica ao técnico exercer suas atividades profissionais de forma ampla, notamos que o foco do mesmo e seu principal interesse, é realizar seu serviço adequadamente e com o mínimo de interferência e intervenção.
Portanto se a MPT prega a melhoria dos equipamentos e conseqüentemente a eficiência de todo o processo produtivo, quer seja de uma produção ou ferramentaria, temos que estar atentos para que a mesma não seja a causa do desconforto e motivo de reclamação por parte dos operadores ou técnicos. Já foi verificado que quando a gerencia esta presente e cobra resultados da metodologia, a mesma funciona, mas não com a qualidade esperada nem com os resultados significativos de economia eficiência e produção, pois não existe o comprometimento nem a motivação necessária para alavancar, desenvolver e manter a metodologia.
Outro fator considerado neste nosso trabalho é o investimento que é necessário para a aplicação da metodologia, dentre eles, o investimento com treinamento de pessoal incluindo material didático e instrutores, material de escritório e softwares para realizar a coleta de dados e relatórios impressos, quadros para fixar a documentação e para apresentar os resultados e tempo, muito tempo é necessário para que as tarefas e etapas exigidas pela metodologia sejam realizadas.
Grandes empresas analisam tecnicamente as vantagens e desvantagens antes de realizarem a implantação da metodologia e contam com recursos para tal.
Já as pequenas empresas muitas vezes desistem de implantar a metodologia, pois não contam com disponibilidades de recursos, tempo, pessoal e muitas vezes não consideram nem como um investimento que trará retorno, mas sim como um gasto a mais sem garantia de resultados satisfatórios.
Encontramos em nossa área desperdício de tempo e de recursos advindos da metodologia aplicada para a coleta de dados, principalmente dos dados referentes à análise da Eficiência Global do Equipamento.
A metodologia aplicada req uer a coleta minuciosa de dados, dos quais muitos deles nem se aplicam a uma ferramentaria.
Como exemplo, temos um índice que é analisado para se obter a eficiência global do equipamento, que devido às características do processo produtivo de uma ferramentaria é muito difícil de ser coletado e controlado.
Índice de Desempenho Operacional, que tem em sua forma de calculo, o total de peças produzidas, boas e ruins (TTP), multiplicado pelo Tempo Teórico de Ciclo (TTC). Como já foi observado, em uma ferramentaria não se trabalha com o mesmo tipo de produto e produção em larga escala, mas sim, com diferentes tipos de serviços únicos, como então coletar e calcular este índice?
E outros dados, para serem coletados, requerem que o trabalhador tenha que interromper sua tarefa para realizar o registro.
Esta dificuldade foi encontrada, durante a coleta de dados para as paradas na, programadas e não programadas, que ocorrem na máquina, das quais algumas devem ser realizadas se excederem cinco minutos, como a diversidade de serviços distintos é grande, as operações de setup, por exemplo, podem ocorrer por varias vezes durante o turno de trabalho.
Durante a coleta de dados da Produção (tempo efetivo em que a máquina trabalhou produzindo o produto), na ferramentaria, existem casos de serviços que são realizados em menos de vinte minutos.
E por fim, o técnico de ferramentaria, tem que resumir todos estes dados através de gráficos feitos manualmente.
A seguir mostramos dados do tempo gasto para realizar a coleta destes dados, e a quantidade de papel utilizada para o mesmo, na ferramentaria.
O tempo estimado de duração de coleta de dados realizado manualmente pelo colaborador em seu turno diariamente, é de, 10 minutos.
Numero de máquinas trabalhando em 1 único Turno =5 máquinas
Numero de máquinas trabalhando em 2 Turnos = 7 máquinas
Numero de máquinas trabalhando em 3 Turnos = 9 máquinas Total de 21 máquinas.
Tempo gasto para coleta de dados de dados do OEE.
Dia Mês
1 Turno 50 minutos 1150 minutos
2 Turnos 140 minutos 3220 minutos
3 Turnos 270 minutos 6210 minutos
Total Diário 460 minutos Total Mês 10580 minutos
Numero de folhas impressas no Apontamento de Perdas (documento que coleta dados das paradas da máquina) 483 folhas / mês.
Numero de folhas impressas no Apontamento de Produção (documento que coleta dados do tempo em que a máquina trabalhou efetivamente) 126 folhas / mês.
Numero de folhas impressas no Gráfico Diário (documento que une os dados coletados no Apontamento de Perdas e no Apontamento de Produção) 46 folhas / mês.
Situação Proposta :
Nossa proposta esta baseada em simplificar e otimizar vários procedimentos da metodologia de MPT, atribuindo ao funcionário de ferramentaria as ações fundamentais e operacionais da mesma, eliminado de seus atributos funções que o sobrecarregariam.
Propomos então, algumas praticas a serem adotadas em áreas técnicas, para adequar a metodologia ao processo de trabalho existente.
A administração deve planejar os recursos (orçamento para investimentos) destinados a manutenção da metodologia em todos os seus aspectos (estruturação, implementação, treinamento, aplicação e realização das melhorias que naturalmente serão apresentadas para solucionar os problemas encontrados), evitando assim que a falta dos mesmos, acabe por desestimular a ação dos colaboradores na metodologia.
O treinamento deve ser aplicado deforma gradativa, junto com o desenvolvimento das etapas da MPT, proporcionando ao funcionário a imediata aplicação de sua aprendizagem, fixando assim de forma mais rápida seus conceitos.
3 – Ao técnico operador de máquinas caberá realizar apenas os procedimentos operacionais, implicando que, a elaboração de documentos e suas atualizações que devem ser atribuições dos coordenadores dos pilares da MPT.
A seguir, listamos as atividades que cabem aos operadores das máquinas realizar dentro da adaptação sugerida para a metodologia.
Operadores da Máquina:
Serão treinados de forma a conhecer todos os documentos que serão utilizados pela metodologia, sabendo interpretar seus indicadores e valores.
Participarão das reuniões.
Elaborarão e Executarão os Planos de Inspeção, Limpeza e Lubrificação.
Elaborar as etiquetas de anomalias para a manutenção (reparos que os operadores não são capazes ou não tem o conhecimento para realizar).
Elaborar as etiquetas de operação (reparos que podem ser realizados pelos próprios operadores).
Elaborar Lições de Um Ponto (documento que contem textos e figuras representando o estado anterior de problemas, e o estado posterior, com a solução dos problemas já aplicados).
Sugerir e participar dos projetos de melhorias do equipamento.
Coletar os dados para o calculo da Eficiência Global do Equipamento, utilizando para isto apenas um documento (isto se a empresa não dispuser de coleta eletrônica de dados).
Desta forma, os oficiais técnicos de ferramentaria, aprimorarão mais conhecimentos, desenvolvendo-se em outras habilidades e ao mesmo tempo contribuindo para melhorar o desempenho dê seus equipamentos e o processo como um todo.
4 – Os documentos deverão ser fornecidos e atualizados por facilitadores ou pelos próprios Coordenadores de Pilares, sendo os mesmo simplificados contendo apenas informações essências e dados consistentes, isentos de detalhamentos, que poderão ser considerados e obtidos após a identificação de problemas crônicos para se poder chegar a causa raiz (como na medicina, os exames minuciosos são realizados após a primeira análise dos sintomas).
Após aplicação destas praticas, conseguimos um alto grau de satisfação por parte dos funcionários, alem de obter resultados de melhoria do processo de coleta de dados para análise da Eficiência Global do Equipamento.
O tempo estimado de duração de coleta de dados realizado manualmente pelo colaborador foi reduzido pela metade (5 minutos).
O documento de Apontamento de Perdas foi simplificado e incorporado ao documento de Apontamento de Produção, eliminando-se também o Documento do Gráfico Diário.
Reduzindo assim também o numero de documentos impressos pela metade.
Considerações Finais: Portanto os projetos de ferramentaria podem sim contar com esta metodologia que elimina as causas de quebras e defeitos do equipamento, aumentando sua eficácia e vida útil, capacitando ainda mais os técnicos de ferramentaria, integrando-os com profissionais da manutenção, proporcionando mais confiabilidade quanto à disponibilidade dos mesmos, e garantindo os prazos do projeto.
Bastando porem adequar a metodologia ao processo inerente a uma área técnica, levando em consideração seus aspectos operacionais e humanos, otimizando suas atividades através da elaboração de documentos menos detalhistas, e atribuindo aos operadores a parte operacional.
Com a devida adaptação da metodologia de MPT, e apoio da administração, provendo recursos e principalmente estando presentes nos eventos e conquistas advindas das melhorias realizadas, incentivando e apoiando ações e ideias, os benefícios serão muitos, assim como:
Contar com uma equipe de funcionários mais instruídos e aptos a realizarem melhorias em seus equipamentos, prevenindo possíveis quebras e realizando pequenos reparos.
Obtenção de um parque de máquinas sempre em bom estado, afastando o fantasma das manutenções corretivas, quedas de produção ou atrasos nos projetos devido a quebras inesperadas.
Ambiente de trabalho limpo e organizado, com o mínimo de desperdícios, refugos e retrabalho.
A possibilidade da metodologia se estender a pequenas e médias empresas, devido à redução de custos desde a implantação ate a conclusão de todas as etapas.
DEFINIÇÕES DE ATIVIDADES:
Definições das Atividades – identificar as atividades específicas que devem ser realizadas para produzir os diversos subprodutos do projeto.
Seqüenciamentos das Atividades – identificar e documentar as relações de dependências entre as atividades.
Estimativas da Duração das Atividades – estimar a quantidade de períodos de trabalho que serão necessários para a implementação de cada atividade.
Desenvolvimentos do Cronograma – analisar a seqüência e as durações das atividades, e os requisitos de recursos para criar o cronograma do projeto.
Controles do Cronograma – controlar as mudanças no cronograma do projeto. (PMBOK 2000, p.59).
Autor: Alex Fabiano Imperatore
Referências
GIL, Antonio Carlos. Como Elaborar Projetos de Pesquisa. 4ª Ed. São Paulo: Editora Atlas S.A. 2009.
KEELLING, Ralph. Gestão de Projetos uma abordagem global. Trad. Cid Knipel Moreira. São Paulo: Saraiva. 2005.
PMI. PMBOK – Project Management Body of Knowledge.Trad. livre do PMBOK, V 1.0, disponibilizada através da Internet pelo PMI MG em maio de 2000.
SAMPAIO, Adrian. TPM/MPT MANUTENÇÃO PRODUTIVA TOTAL. Disponível em: < http://www.mantenimientomundial.com/sites/mmnew/bib/notas/TPMtotal.pdf> Acesso em: 28 fev. 2010.
www.moldesinjecaoplasticos.com.br/cadeiaprodutiva.asp
SOUZA, Alexandre de. Ferramental Revista Brasileira de Indústria de Ferramentas. MPT – Manutenção Produtiva Total: uma importante ferramenta de gestão da cadeia produtiva. Ano V, n. 24, p. 23-31, jul/ago. 2009.
YAMAGUCHI, Carlos Toshio. TPM – MANUTENÇÂO PRODUTIVA TOTAL, São João Del Rei, 2005. Disponível em: <http://www.icapdelrei.com.br/arquivos/Monografias/Manutencao_Produtiva_Total_TOSHIO.pdf >Acesso em: 1 mar.2010.
Proibido a reprodução sem autorização