
A fabricante italiana Linea adaptou um cabeçote de faceamento e mandrilamento à sua linha de centros de usinagem horizontal da série Prima Tilting, para oferecer uma máquina capaz de executar essas duas operações, em complemento aos processos de torneamento, rosqueamento, furação e fresamento, com uma única fixação. O novo módulo, denominado TSL, é instalado na coluna da máquina (eixo U), acima do eixo-árvore principal, em fusos de esferas. A fabricante projetou este recurso inicialmente para o modelo Prima Tilting 630, para usinagem de peças com até 900 mm de diâmetro e 900 mm de altura.
Após as operações mais convencionais realizadas com o eixo-árvore principal, o RAM recua 200 mm para dentro da coluna da máquina. Assim, a passagem vertical fica livre para a movimentação e indexação do cabeçote de mandrilar.
O TSL é acionado por motores de torques e possui uma placa de facear para dimensões de 0 a 400 mm ou de 400 a 800 mm. Ele tem rotação máxima de 500 rpm, potência de 64 kW, curso radial de 200 mm, velocidade de avanço de 200 mm, cone HSK A 100 e suporta ferramentas de até 20 kg.
———————————————————————————————
Criado incremento nanométrico para posicionar ferramentas.
Pesquisadores japoneses desenvolveram um mecanismo para movimentar e posicionar a ferramenta de corte com incrementos mínimos na casa de nanômetros. O mecanismo busca aumentar a exatidão de posicionamento no torneamento de ultraprecisão em máquinas CNC.
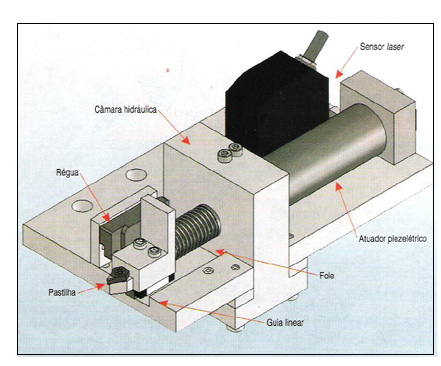
O dispositivo, projetado e testado pelos professores Yoshio Ichida, Ryunosuke Sato e Yukio Ohori, da Universidade Utsunomiya, e Yoshitaka Marimoto, do Instituto de Tecnologia Kanazawa, é controlado por computador e formado por um atuador piezelétrico, uma câmera hidráulica e um suporte para a pastilha.
O computador envia um sinal, intermediado por um amplificador, para o atuador piezelétrico, que se movimenta na horizontal e pressiona a ponta esférica contra a parede da câmara. Esta parte, preenchida com um volume constante de óleo, é fechada hermeticamente e formada por duas seções: o reservatório principal e um fole. Quando a parede do reservatório é pressionada pelo atuador, o óleo se desloca e preenche o fole, que se estica e empurra um suporte à sua frente, fixado sobre uma guia linear. A pastilha é indexada sobre este suporte.
O “alongamento” total do dispositivo é determinado pelo volume de óleo deslocado para dentro do fole. Atualmente, os estudos buscam aperfeiçoar o desempenho desse sistema no que se refere ao posicionamento da ferramenta.

Sistema permite balanceamento em linha de peças rotativas .
A prestadora de serviços de retrofitting Attech-Atmaq, em cooperação com duas empresas parceiras, desenvolveu um sistema para balanceamento automático de peças que serão usadas em dispositivos rotativos, como discos de freio e eixos de bombas hidráulicas. O conjunto afere os dados da peça e os envia diretamente ao CNC de uma máquina-ferramenta. Com isso, os desbastes necessários podem ser feitos ainda na linha de produção, sem a necessidade de transporte, aferição e ajustes posteriores.
O primeiro sistema construído pela empresa foi montado em um centro de usinagem, ao qual foi conectado uma balanceadora da marca Hoffmann. A peça é fixada na balanceadora por um pino-guia em ponto zero, e o equipamento determina o grau (posição no círculo) e o ângulo da peça em que o peso determinado de material deve ser removido.
 Fig :Balanceamento ao lado da máquina principal .
Fig :Balanceamento ao lado da máquina principal .
Uma placa de circuito, desenvolvida pela empresa de instrumentação e análises Teknikao, instalada na balanceadora, capta as informações e as envia diretamente para o comando numérico computadorizado da máquina-ferramenta (via cabo, com interface RS232). No CNC (marca MCS) foi incorporado um algoritmo, elaborado pela HSE Automação, para interpretar esses dados. Com base em tais informações, a máquina realiza o desbaste no ponto determinado. Caso não seja necessária a usinagem de balanceamento, um marcador identifica a peça para controle posterior.
Essa máquina-ferramenta com o sistema de balanceamento foi montada para a Imepa, empresa de Belo Horizonte que a usou para a fabricação de discos de freios para o veículo Primas, em serviço prestado para a General Motors do Brasil. Como deixou de usar a máquina nesta aplicação, a antiga proprietária a vendeu para a também mineira Frum, do município de Extrema, quem a usa atualmente para fabricação de discos de freios para caminhões, como peças de reposição.
O conjunto permite que uma peça seja usinada enquanto outra é aferida na balanceadora. Com isso, o ciclo de aferição e desbaste para balanceamento é de 10 segundos. A precisão do posicionamento da peça é garantida pelos pinos-guia em ponto zero tanto na balanceadora quanto na mesa do centro de usinagem.
O sistema tem precisão de balanceamento de 1g e pode ser usado em qualquer máquina CNC, no processamento de peças de até 2.000 kg. Ele não ocupa eixos do comando, mas é incorporado apenas a sistemas de arquitetura aberta.
A Attech-Atmaq tem projeto para a montagem de sensores e placa de circuito para transmissão dos dados de aferição instalados diretamente na mesa de um centro de torneamento/fresamento. O balanceamento será incorporado ao ciclo de fabricação de eixos.
Fonte: Revista Máquinas e Metais .
Dispositivo de Movimento Circular permite usar fresas de topo para Aplainamento em Centros de Usinagem
Uma equipe do Departamento de Mecânica e Sistemas de Engenharia da Universidade de Kobe, no Japão, desenvolveu um dispositivo com um motor independente do eixo-árvore para movimentas fresas de topo esférico em círculos perpendiculares à peça e, com ele, executar operações de aplainamento com ferramentas de metal duro em centros de usinagem.
Segundo os resultados apresentados, o método proposto, denominado aplainamento com vibração circular (CVP, de circular vibration planing), obtém acabamento superficial melhor do que quando se usa fresamento, e com menos desgaste da ferramenta. O processo consiste em parar a fresa, movimentas a ferramenta em círculos, de modo perpendicular ao seu próprio sentido de rotação e promover o contato intermitente com a peça para remover o cavaco.
O dispositivo desenvolvido é responsável pela movimentação circular da ferramenta. Ele pode ser instalado em qualquer centro de usinagem disponível comercialmente e foi projetado para usinar ligas de difícil corte. Nas pesquisas realizadas foram comparados os processos de fresamento e aplainamento a seco da liga Inconel 718, formada por 53% de níquel (Ni), 19% de ferro (Fe), 17% de nióbio (Nb), 5% de molibdênio (Mo), 3% de cobalto (Co) e baixos teores de alumínio (Al), titânio (Ti), silício (Si) e manganês (Mn), além de carbono (C).
Foram utilizadas pastilhas de metal duro com dois canais e duas arestas de corte, revestidas por nitreto de alumínio-titânio (AlTiN). Os parâmetros empregados nos ensaios foram de profundidade de corte de 100 µm, avanço de 1.000 mm/min e ângulo de inclinação de 8º. Em ambos os casos, a rotação máxima foi de 5.000 rpm, mas com movimentos de naturezas distintas: rotações da ferramenta no fresamento e vibrações no aplainamento.
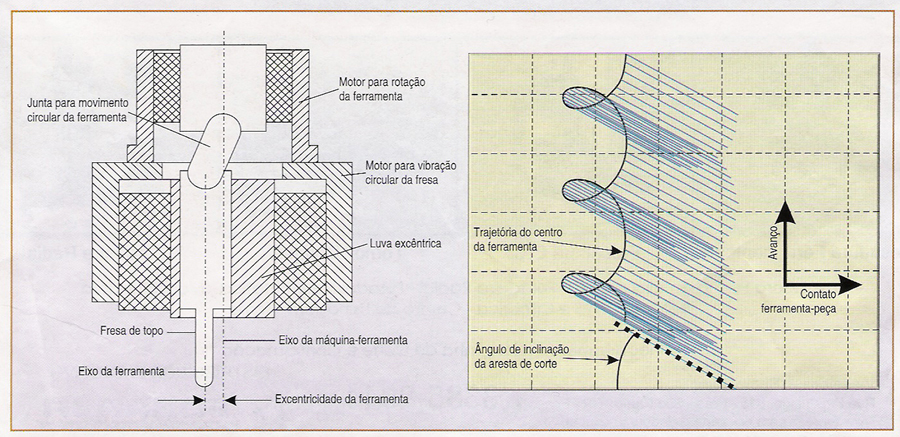
Princípio do processo de CVM e de CVP
O desgaste da ferramenta no fresamento, após executar uma distância de corte de 75.000mm, foi de 11,6 µm², enquanto no aplainamento foi de 29 µm² para uma distância de corte de 195.000 mm. O avanço por dente fZ obtido foi de, respectivamente, 0,1 e 0,2mm. Como a ferramenta não rotaciona no aplainamento, só se utiliza uma das arestas de corte. Por isso, neste método o fZ foi o dobro do verificado no fresamento.
A diferença mais significativa, contudo, foi no acabamento superficial. A rugosidade máxima média RZ/ no aplainamento situou-se entre 1 e 3 µm, em uma área de corte de 30mm² e distância de corte de 195.000 mm. No fresamento com a mesma máquina e mesmos parâmetros de corte, a partir de uma área de corte de 1 mm, a RZ subiu significativamente, até atingir 8 µm.
Obviamente, com o aumento da rotação do eixo-árvore e a otimização dos parâmetros, o acabamento superficial obtido com o fresamento pode ser bastante melhorado, mas a proposta do dispositivo de CVP é obter um processo para remover material de ligas de difícil corte com maior vida da ferramenta de metal duro. A equipe da Universidade de Kobe considera que o atual domínio das técnicas de fresamento desse tipo de material não é adequado para atingir esse desempenho.
Evolução
O CVP é baseado em métodos de torneamento auxiliados por ultra-som. Tais técnicas foram desenvolvidas para otimizar a vida da ferramenta ou a qualidade superficial. No Instituto Fraunhofer de Tecnologia de Produção (IPT) na Alemanha, uma equipe estuda há cerca de uma década a aplicação de ultra-som na haste de ferramentas para tornear metais ferrosos com pastilhas diamantadas.
Com a vibração, a ferramenta executa movimento elíptico, afastando-se de forma intermitente da peça. O interstício entre os contatos pastilha-material é suficiente para resfriar a aresta de corte e evitar a reação entre os átomos de carbono em atrito, aumentando a qualidade superficial e a vida da ferramenta.
A maior influência na pesquisa Hettiarachchi são os estudos do Professor Eiji Shamoto,da Universidade de Nagoya, também no Japão, que desenvolveu e patenteou um dispositivo para aplicação do ultra-som na haste da ferramenta de torneamento.
Neste caso, o enfoque não foi dado no desgaste da pastilha ou nas reações com a peça, mas no modo de formação do cavaco e de como ele é arrancado. O objetivo é aproveitar a boa qualidade superficial obtida com o movimento elíptico da ferramenta para obter superfícies ópticas.
Com os bons resultados no torneamento, os japoneses aplicaram o conceito de vibração para o fresamento, e em 2004, uma equipe também na Universidade de Kobe apresentou um centro de usinagem, construído na própria instituição, já dotado de um sistema de vibração.
O método foi batizado de fresamento com vibração circular (CVM, de circular vibration milling) e, embora não permitisse obter superfícies ópticas, reduziu o desgaste da aresta de corte comparativamente aos processos tradicionais de fresamento.
Na máquina apresentada em 2004, o eixo-árvore tem dois motores: um servomotor para a rotação da ferramenta e um built-in para o movimento circular. Ao mesmo tempo em que a ferramenta avança, realiza o movimento circular, de modo que a velocidade de corte não atinge valor zero no topo da fresa e o ângulo de cisalhamento efetivo é reduzido.
Contudo, o controle dos parâmetros de corte com dois movimentos da ferramenta é bastante complexo, o que não permitiu obter até o momento qualidade superficial e produtividade aceitáveis para uso industrial.
O aparelho proposto por Hettiarachchi, com apenas um movimento da fresa, atua para oferecer a possibilidade de realizar o aplainamento em qualquer centro de usinagem, mas ainda não há previsão de produção para uso no chão de fábrica.
Fonte: Noticia : Metal Mecânica