

Classificação do molde de injeção
Existem diversas variações na fabricação de molde de injeção e as configurações dependem principalmente do produto a ser moldado. Fatores como custo do molde, demanda de peças e características da máquina também são importantes na definição de qual tipo de molde utilizar.
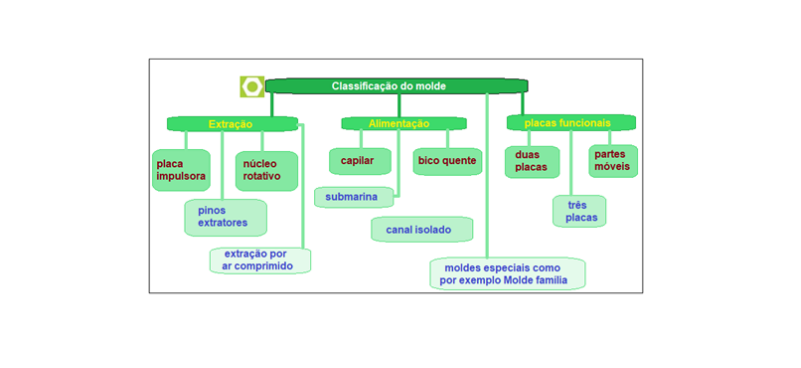
Para uma orientação o molde de injeção é classificado de acordo com a norma DIN 1670, denominada Moldes de Injeção e Compressão de Componentes em: moldes de duas placas, moldes de três placas ou placa flutuante, moldes com partes móveis, moldes com canal quente, placa flutuante e moldes com núcleo rotativo.
a – Classificação por Placas Funcionais
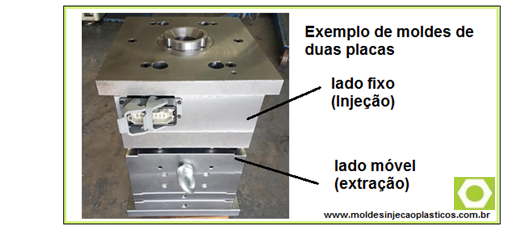
Molde de duas placas: é o tipo mais simples, composto da parte móvel e da fixa. É também o mais utilizado pela facilidade de desenvolvimento e custo mais baixo comparado com os outros tipos de moldes. Tem a desvantagem pela dificuldade de se obter produtos injetados de forma geométrica complexa.

Veja link: https://www.facebook.com/erturkkalip/videos/1484952401529623/
Molde com três placas: é um tipo de molde que além da placa no lado fixo da máquina e da placa no lado móvel, possui ainda uma terceira placa, chamada de placa flutuante ou placa central, que tem como função separar o canal de distribuição do componente injetado. O produto final é separado dos galhos de injeção no momento da abertura do molde, pois a placa flutuante força as partes a ficarem em planos diferentes.

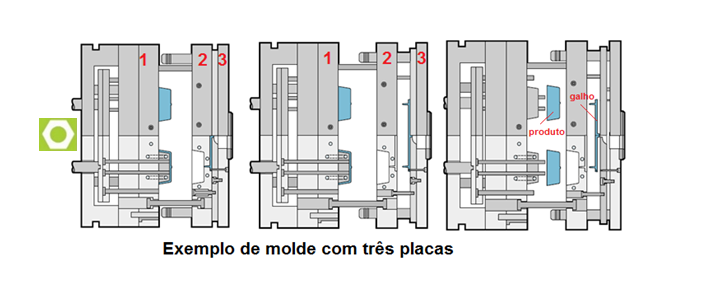
É utilizado para moldes com múltiplas cavidades com injeção central, o que não ocorre para o sistema de duas placas; ou ainda para produtos com grande área onde é necessário colocar várias entradas para o melhor preenchimento do produto.
Sua desvantagem é a geração de “galho”, ou seja, material com formato de canal de alimentação que pode ser reutilizado. Para este tipo de molde é conveniente saber junto ao fornecedor de matéria-prima plástica, qual o percentual máximo de material reciclado permitido utilizar. Não é indicado para componentes de grandes dimensões, devido ao maior peso do molde e de necessitar um maior curso de abertura.
Este modo de construção de molde permite a entrada de material pelo centro da peça ou pela aresta do produto em várias peças injetadas ao mesmo tempo. Com o desenvolvimento dos moldes com canais quentes, os moldes convencionais estão sendo cada vez menos utilizados para grandes produções, especialmente de peças pequenas, e também na injeção unitária de peças grandes. A complexidade na fabricação do sistema de extração, o alto índice de refugo, devido ao galho poder representar 60% do material injetado no molde, levando a um aumento de ciclo na produção, já que o galho tem massa considerável, leva o empresariado a rever a forma de trabalhar com polímeros.
Vantagem: utilizado para componentes com múltiplos pontos de injeção, não necessita de etapa posterior de retirada do canal de alimentação do componente injetado.
Desvantagem: maior custo de desenvolvimento e maior manutenção,
comparado ao molde de 2 placas. Não indicado para componentes de grandes
dimensões, devido ao maior peso do molde e de necessitar um maior curso de
abertura.
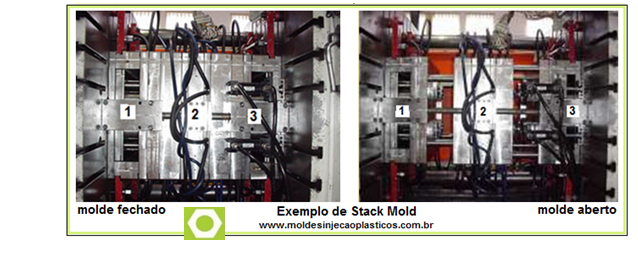
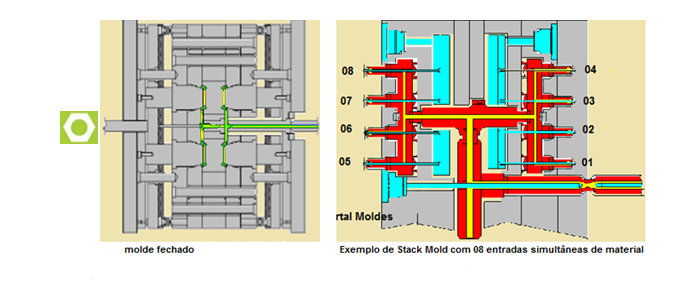
Stack Mold (uso de câmara quente): São moldes projetados para aumentar a produtividade da máquina sem exigir força de fechamento maior desde que sejam mantidas as áreas projetadas do molde e são muito utilizados para a fabricação de tampas de refrigerante. Este tipo de molde possui a sua abertura em duas regiões, possibilitando assim a obtenção de um número maior de componentes injetados.
Como vantagem possibilita o dobro da quantidade de produção dos moldes de 2 e 3 placas, porém o custo de manutenção é elevado.
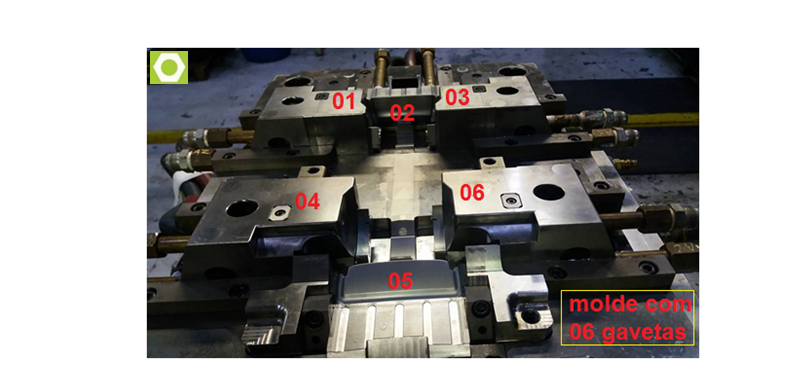
Molde com partes móveis (gavetas)
São moldes nos quais algum componente da cavidade, ou parte delas, se movem numa segunda direção.
Em algumas peças, faz-se necessário o deslizamento de partes móveis do molde no sentido transversal ao do movimento de fechamento do molde, para que se obtenha uma cavidade ou saliência que não poderia ser desmontada sem a remoção desta parte do molde.
Este movimento radial pode ser obtido através de pinos ou colunas montadas em ângulos que se encaixam nas gavetas, e as arrastam no sentido transversal ao movimento do molde, ou ainda por rampas – colunas com retorno por mola.
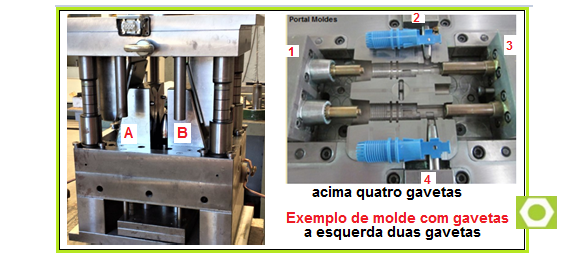
Outra solução utilizada para realizar estes movimentos transversais é a utilização de cilindros hidráulicos ou pneumáticos, cujas hastes estão ligadas diretamente às gavetas que se movimentam em pontos específicos no fechamento e abertura do molde. A sequência de movimentos destes cilindros é determinada em função da peça e da construção do molde e seu controle pode ser feito por tempo ou ainda por micros que indicam a posição das gavetas.
Esta última opção é mais segura que o controle por tempo, uma vez que indica a posição efetiva da gaveta e não o tempo no qual supostamente a gaveta teria realizado o movimento, que está sujeito às falhas mecânicas que podem provocar danos à ferramenta.
Deve ser dada uma atenção especial no caso do posicionamento das gavetas, principalmente nas de posição vertical do molde, pois o sistema de travamento utilizado na abertura deve garantir que a gaveta, pela ação da gravidade, fique fora de posição que permita ocorrências de danos com retirada de produto ou colisão com pinos de extração. Pode ser evitado dano na cavidade através da colocação de molas e outros dispositivos.
Os componentes ou partes móveis podem ser utilizados em qualquer parte do molde, lado fixo ou lado móvel. Seu acionamento pode ser feito por pinos guias, encaixados na parte móvel ou na parte fixa, por dispositivos hidráulicos ou operados pelo sistema de extração.
b – Classificação por tipo de Extração
Extração por placa impulsora: no sistema de extração por placa impulsora, a barra de extração da injetora avança e atua sobre o conjunto extrator do molde. O recuo do sistema de extração pode ocorrer por mola, pela ação dos pinos de retorno ou pela própria ação da barra. A operação de extração só poderá ser realizada com o molde aberto.
Extração com pinos extratores: a extração por pinos extratores é sem dúvidas a mais utilizada, por ser de fácil fabricação. Os pinos extratores podem ser usinados na própria empresa ou adquiridos de fornecedores especializados o que gera economia.

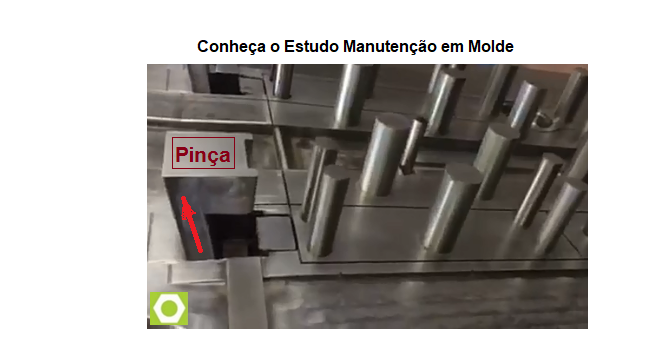
Em algumas ferramentas são utilizadas pinças para formar detalhes que normalmente tem ângulos negativos. Neste caso, as pinças avançam para extração saindo em ângulo e favorecendo a saída do detalhe de produto.
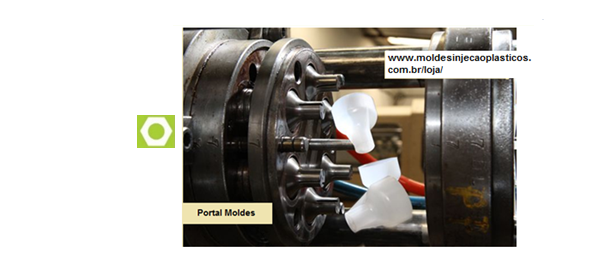
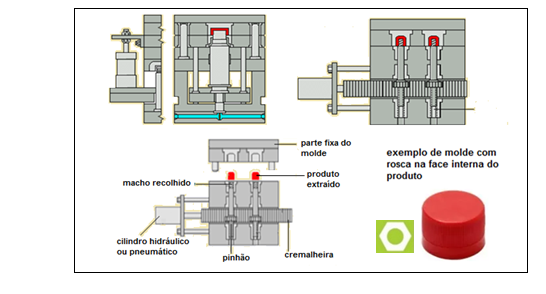
Extração com núcleo rotativo: utilizado para componentes injetados que possuem regiões com roscas. Tem a desvantagem no custo da manutenção que torna se elevada.
Quando as peças a serem moldadas têm roscas internas e externas, ou só internas ou externas e têm que ser feitas durante a injeção, para serem extraídas tem que se fabricar o molde com mecanismos que permitam dar movimento de rotação às peças de aço, normalmente buchas, onde as roscas foram usinadas.
c – Classificação pelo Tipo de Alimentação
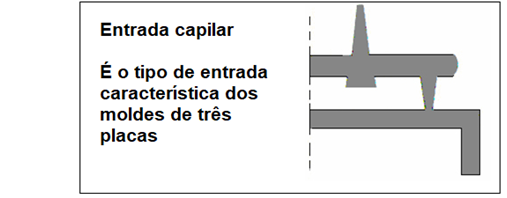
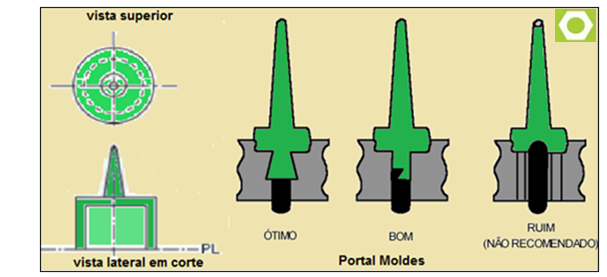
Entrada Capilar
A entrada capilar é usada principalmente em moldes de três placas e câmara quente, assim ela pode ser destacada da peça automaticamente durante a extração sem causar danos, já que ela é bem pequena e fraca. Permite um controle melhor do fluxo do plástico para a cavidade, sendo útil para balancear as entradas de molde com muitas cavidades.
O fato de ser pequena impede sua aplicação em moldes que vão utilizar resinas com índice de fluidez baixo, pois a peça pode sair incompleta. Ao mesmo tempo uma resina com fluidez muito alta e de cristalização rápida (que endurece rapidamente) pode esguichar e formar uma espécie de “espaguetti” ao passar na entrada, principalmente se não existir um obstáculo na cavidade para quebrar o fluxo ( castelo, inserto, etc ), o que gera marcas e outros problemas na peça. Em uma situação dessa o uso de entrada do tipo aba pode ser a solução.
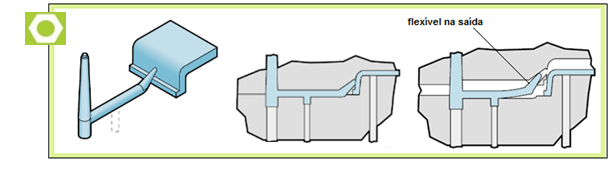
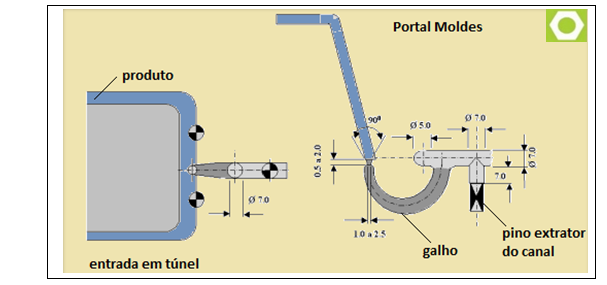
Entrada submarina
Para peças pequenas em molde de múltiplas cavidades e para materiais flexíveis. Este ponto de injeção é muito utilizado, pois permite a separação do canal e do produto de forma automática durante o processo de moldagem.
Vantagens:separação automática do canal de injeção.
Desvantagens:Apenas para produtos simples por causa da alta perda de pressão.
Entrada em túnel ou submarina: nesse tipo de entrada, o pino extrator do canal, deverá ser posicionado de 5 a 10 mm da peça de modo a facilitar seu desgalhamento.
Entrada em túnel ou submarina: nesse tipo de entrada, o pino extrator do canal, deverá ser posicionado de 5 a 10 mm da peça de modo a facilitar seu desgalhamento.
Gate tipo unha de gato (ou submarina curva)

Molde com canal quente: Os sistemas de canal quente, também

Entrada Direta
O canal alimenta a cavidade diretamente com grandes dimensões. O tempo de congelamento limitante do recalque passa ser a menor espessura do produto e não mais a entrada. Grandes diferenças de contração entre a bucha (canal espesso) e a peça próxima à entrada criam tensionamentos na região.
É muito usado para peças grandes, de extração profunda, ou de paredes grossas onde máxima pressão de injeção é necessária. Deve-se tomar cuidado com este tipo de ponto de entrada em peças com formas retangulares quando o material é reforçado com fibra de vidro, pois neste caso poderá ocorrer distorções devido à orientação da fibra.
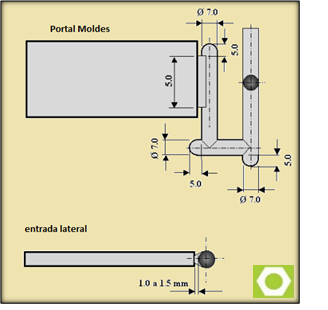
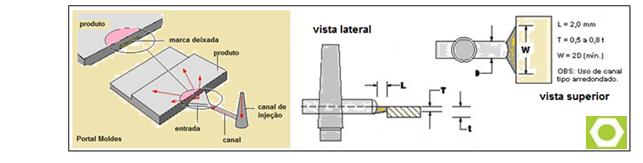
Entrada lateral
É um tipo mais comumente utilizado na moldagem por injeção. A espessura deste tipo de entrada deve ser 50% da espessura da parede da peça para materiais não reforçados, e 70% para materiais reforçados. A largura do ponto de entrada deverá ser particular para cada material. O comprimento do ponto de entrada deverá ser inferior a 1 mm
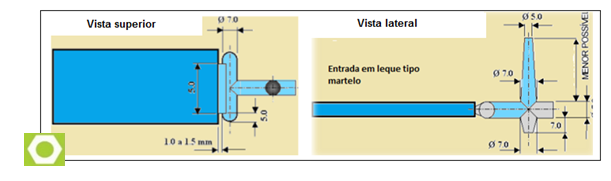
Entrada em leque tipo martelo
A entrada em leque é um tipo especial da entrada lateral usada para peças de paredes finas e área ampla, ou seja, peças achatadas como discos ou placas. O leque estende o fluxo do material através da cavidade, uniformizando seu preenchimento. Para obter-se melhores resultados, a área do ponto de entrada nunca deverá exceder a área da seção transversal do canal
Entrada em leque
Esse tipo minimiza o retorno de plástico fundido, promove uma melhoria no aspecto visual da peça e reduz as tensões assim como as imperfeições. A entrada em leque deixa uma entrada na peça e geralmente requer o corte manual do galho.
A espessura da entrada deverá ser de no máximo 50% da espessura da peça (recomenda-se começar com a espessura de 1/3 da peça), já a largura vai depender de fatores como o tamanho da cavidade e da forma como o material flui nela.
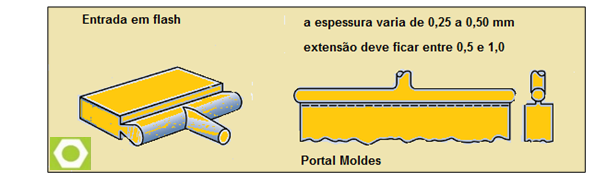
Entrada em Flash
A entrada em flash é praticamente um canal que corre paralelamente a peça, com um rasgo ao longo de seu comprimento que permite o material entrar para o interior da cavidade. É usado para produção de peças planas finas e grandes, pois permite um rápido e uniforme enchimento da cavidade, além de contração também uniforme e empenamento mínimo.
Uma desvantagem deste tipo de entrada é a extensa rebarba que fica na peça além da possível dificuldade de destacamento do galho, por isso também é mais indicada para materiais amorfos como o acrílico, assim a dureza do material permite a quebra dessa parte, ao invés do rasgo. Outra coisa a se pensar na hora de projetar um molde com esse tipo de entrada é o tamanho do canal de distribuição, pois forma uma boa quantidade de galho para ser moída.
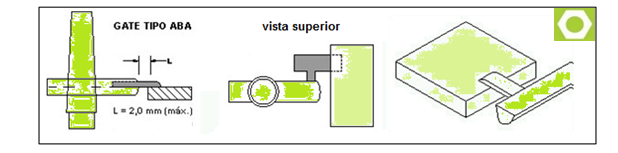
Entrada em aba
A entrada em aba é na verdade uma extensão da peça, que recebe o fluxo de material de uma entrada capilar, quebra a turbulência e entrega um fluxo suave de material para o interior da cavidade. É usada para peças plana e finas produzidas em materiais como o policarbonato, acrílico, SAN e ABS que costumam apresentar alto níveis de cisalhamento durante a moldagem.
A espessura da aba deverá ser de 1/2 a 2/3 da espessura da peça. A largura deverá estar entre 6 mm e 10 mm para o poliestireno e o comprimento deverá ser o dobro da largura. A entrada deverá ser feita na metade da aba.
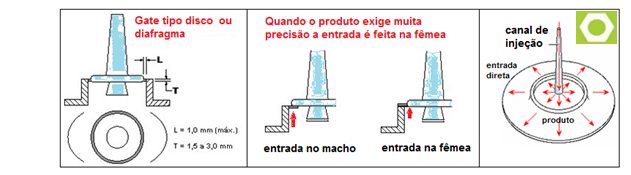
Entrada tipo diafragma
É um tipo derivado da entrada em leque, utilizada para minimizar o empenamento em peças grandes e achatadas.
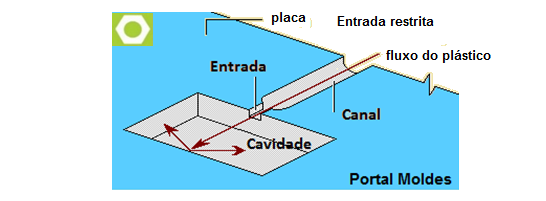
Entrada restrita
Entrada restrita é o tipo mais comum de entrada, recomendado para moldagem de plásticos de fluxo fácil podendo ser circular ou retangular. Sua altura deve ser entre 50 e 100% da espessura da parede do ponto de injeção, e sua largura deve ser igual a 2,5 vezes a sua profundidade se for retangular ou igual a profundidade se for circular.
A maior vantagem deste tipo de entrada é que ela não funciona como uma válvula, impedindo o retorno do material fundido para os canais do molde após o preenchimento da cavidade. Esse tipo de entrada não é recomendado para materiais viscosos pois pode impedir o preenchimento total da peça, mas se ainda assim for o tipo escolhido, o uso da forma circular facilitará a injeção.
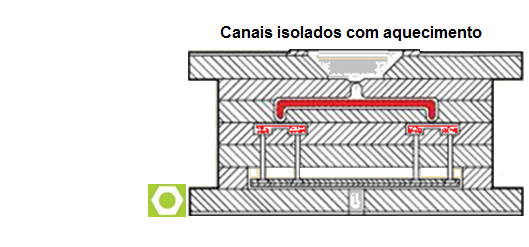
Canal Isolado
Os moldes com canais isolados são anteriores aos moldes de canais quentes, sendo uma solução técnica especialmente apropriada para ser empregado em moldes multicavidades de baixo custo. Os moldes com canais isolados sem sistema de aquecimento apresentam à semelhança dos moldes de 3 placas, um plano de partição adicional para extração do canal frio antes do início da produção, ou alternativamente (e mais usual) a abertura do molde segundo o plano de partição adicional, para a remoção do canal solidificado.
Esses moldes possuem canais de grande diâmetro para que, mesmo com o congelamento do material polimérico nas paredes dos canais, o plástico continue fluindo pelo núcleo das vias de distribuição alimentando as cavidades. Assim, o plástico não se solidifica nos canais, podendo fluir no ciclo seguinte. Com isso, um molde com três partes movimenta apenas uma delas. Este tipo de molde apresenta problemas no ponto de injeção, que pode resfriar de forma indesejável.
Se o ponto de injeção for muito pequeno pode entupir e consequentemente, o sistema deve ser desmontado para retirar os canais e desentupir o ponto de injeção. Em contra partida, se o ponto de injeção for muito grande, o material plástico pode escorrer quando o molde estiver aberto. Este sistema foi projetado para moldagem de peças muito simples e produção em alta escala (exemplo de varetas, batoques, cabos maciços). Hoje este tipo de molde não é mais utilizado pois, tem como desvantagem o custo e manutenção elevados.
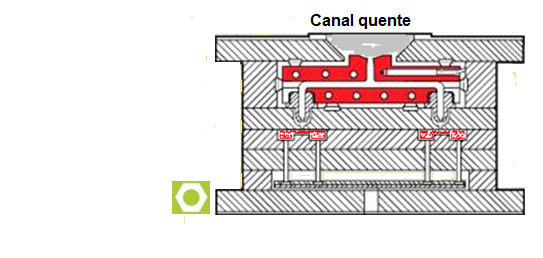
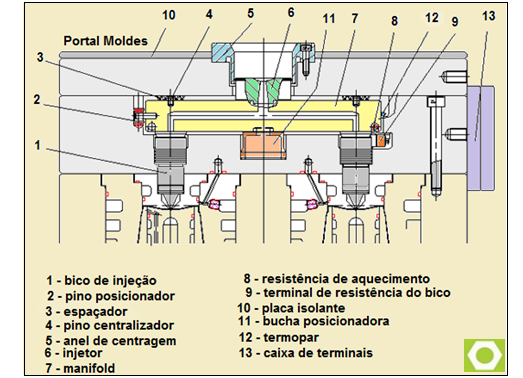
Molde com canal quente: Os sistemas de canal quente, também conhecidos por câmara quente são sistemas de alimentação baseados no emprego de canais controlados termicamente para o processamento de materiais termoplásticos. O sistema de alimentação utilizando o canal quente mantém aquecido o material polimérico na mesma temperatura de injeção da máquina injetora até a cavidade que será preenchida.
f
Básico de sistema câmara quente
=
Exemplo no vídeo do hot half
https://www.facebook.com/125092240953877/videos/1621486377981115/
– Outros tipos: Há moldes que mistura as classificações entre si, como as várias formas de alimentação, com os vários tipos de extração e quantidade de placas na fabricação, de acordo com a necessidade do produto ou exigência do cliente. Muitos ainda apresentam essa mistura, com Inovação.
Exemplo de molde utilizado na injeção de dois tipos de termoplásticos
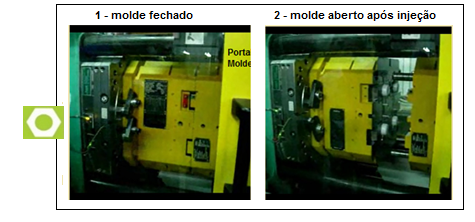
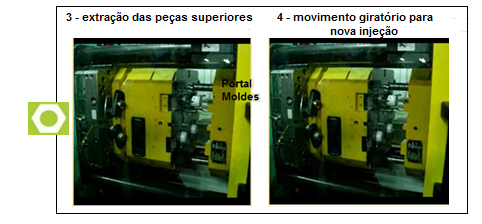
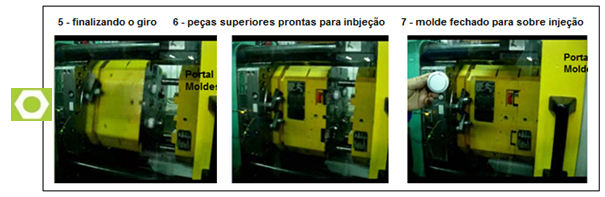
Veja sequência deste molde no vídeo:
https://www.facebook.com/portal.moldes/videos/1056333937797367/
Molde tipo família
O conceito de molde família prende-se à ideia de que no mesmo molde pode se injetar um conjunto de peças distintas, otimizando-se assim sinergias ligadas à capacidade produtiva do molde. Sendo as vantagens óbvias, existe, no entanto, a necessidade de balanceamento nas cavidades para que o fluxo de material plástico chegue ao mesmo tempo a todas elas.

Publicado em 16/10/2021
Não temos patrocinadores. Compre seu Estudo e colabore para que o site continue passando informações, pois muitos necessitam como você.
Fonte: Moldes Injeção Plásticos
PROIBIDO A REPRODUÇAÕ SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor de Revistas Independente
CFP VW SENAI / Matrizeiro especializado em molde
Projeto de moldes / Escola ART-MEC
Técnico mecânico CREA 126.785 / CFP VW SENAI