

OBS: CUIDADO TEM LIVRARIA VENDENDO LIVRO COM NOSSO CONTEÚDO
Conhecendo os Lubrificantes e indicação para molde
Definimos Lubrificantes, como as substâncias que interpostas entre duas superfícies, em deslocamento relativo, diminuem a resistência ao movimento. Com uma camada de lubrificante entre duas superfícies, impedimos o contato entre estas. Sem o contato, evitaremos durante o movimento, cisalhamento e arranhamento com o desprendimento de calor e desgaste dessas superfícies.
O lubrificante em sua função primária de uso, deve evitar o contato metal com metal entre os componentes de ferramentaria, como matrizes ou componentes acabados. Por ação do atrito, duas superfícies sólidas em movimento, uma contra a outra, sofrerão desgaste porém, com uso de lubrificação adequada, procura-se minimizar esse desgaste. O óleo lubrificante forma uma fina película entre duas superfícies móveis, reduzindo o atrito e suas consequências, que poderiam levar ao desgaste e à quebra dos componentes. Os exemplos de uso incluem aplicações em rolamentos, moldagem de metais e remoção metálica.
Os principais fatores que exercem influência na lubrificação são: velocidade, temperatura e pressão.
São funções básicas do óleo lubrificante a proteção contra corrosão, a limpeza, a vedação, a refrigeração pois, o óleo lubrificante também representa um meio de transferência de calor e principamente da redução do atrito.
O atrito é a resistência de um corpo ou uma substância que se opõe a determinado movimento. Essa resistência é medida por uma força denominada “força de atrito”, presente em qualquer tipo de superfície em contato com outra em movimento. Ele pode ser classificado em atrito fluido, que ocorre entre superfícies fluidas, ou atrito sólido, entre superfícies sólidas e fluidas. Neste caso, quanto maior a viscosidade do fluido, maior o atrito.
— Tipos de Atrito
O Atrito de deslizamento é aquele que ocorre quando a superfície de um corpo escorrega ou desliza em contato com a superfície de outro corpo. Citamos como exemplos a atividade de um pistão trabalhando dentro do seu cilindro ou ainda um eixo girando em seu mancal.
O Atrito de rolamento ocorre quando a superfície de um corpo rola sobre a superfície do outro sem escorregar. Como exemplo, os roletes rolando sobre as pistas de um mancal de rolamento. Para ser vencido, este tipo de atrito exige menor esforço do que o necessário para vencer o atrito de desligamento.
O Atrito de fluido acontece quando um fluido se interpõe entre duas superfícies sólidas em movimento relativo, há um desligamento entre as moléculas do fluido umas sobre as outras.
— Tipos de Lubrificantes: podem ser à base de petróleo ou de água.
Líquidos: são os lubrificantes mais usados por seu poder de penetração e principalmente porque atuam como agente removedor de calor. Compreende os óleos minerais, óleos graxos e água. Aproximadamente, 95% dos lubrificantes são líquidos.
Pastosos: são as graxas comuns e também as composições betuminosas. Sua principal característica é promover vedação e não escorrer. Participam com 3% a 5% do mercado.
Gasosos: são os lubrificantes que são usados onde não se podem usar os lubrificantes comuns. Temos como exemplo de alguns dos mais usados: o AR, os Gases, Halogenados, o Nitrogênio. Seu uso é restrito devido principalmente à necessidade de vedações e altas pressões.
Sólidos: são os lubrificantes que resistem às elevadas temperaturas. Exemplo dos mais comumente usados: a Grafite, o Óxido de zinco (Zn 02), o Talco, a Mica, o Bissulfeto de Molibdênio (MoS2,) e outros. São usadas também, adicionados a óleos e graxas.
Os óleos graxos: foram os primeiros lubrificantes a serem utilizados pelo homem. Com o desenvolvimento industrial e o aperfeiçoamento das máquinas, houve a necessidade imperativa de substituição dos óleos graxos pelos óleos minerais. Atualmente, os óleos graxos são utilizados, principalmente em misturas com óleos minerais no preparo dos óleos compostos. Essas adições são de até 30% e têm por finalidade conferir ao lubrificante maior oleosidade ou facilidade de emulsão em presença de vapor d’água.
A principal desvantagem dos óleos graxos está na sua pequena resistência à oxidação, rancificando-se facilmente e formando gomosidades, além de seu preço ser superior ao dos óleos minerais.
— Propriedades dos Lubrificantes
Manter separadas superfícies em movimento, em todas as condições de pressão, temperatura e na presença de contaminantes.
Possibilitar dissipação do calor gerado através do contato das peças ou provenientes de fontes externas.
Devem ser suficientemente estáveis, de forma a exercer seu trabalho durante sua vida útil estimada que pode ser de segundos na lubrificação por perda total, ou dez ou mais anos em uma turbina a vapor.
Proteger as superfícies que mantém contato, contra a corrosão atmosférica ou produtos corrosivos.
– Densidade
Ao se analisar um lubrificante, procura-se em laboratório encontrar um meio de reproduzir as condições práticas a que são submetidos os produtos em estudo, a fim de que daí resulte um número ou uma indicação que permita uma pré-avaliação de desempenho desses produtos. Muitas vezes não se consegue essa reprodução e, nesses casos, lança-se mão de ensaios empíricos cujos resultados têm valor meramente comparativo.
Como a densidade varia com a temperatura, as leituras devem ser feitas à temperatura convencionada ou os valores deverão ser corrigidos por meio de tabelas já calculadas e que facilitam o trabalho.
A principal aplicação da densidade está em podermos transformar rapidamente fórmulas dadas em % volume, para fórmulas expressas em % peso e vice versa, ou então transformar kg em litros, ou toneladas em m3 de produto.
– Cor
A cor de um óleo já foi considerada importante indicação de sua qualidade, entretanto a variedade e complexidade dos processos tecnológicos de refinação e o emprego de aditivos tornaram inaplicáveis tais generalizações e a adoção do critério da cor como índice de qualidade ou tipo de óleo.
Como critério de uniformidade, a cor ainda figura na maioria das especificações de óleos e é observada pelos fabricantes, dado o efeito psicológico que uma alteração pronunciada nesta característica pode exercer no consumidor e tem a utilidade de poder acusar, em determinados casos, contaminação do produto durante sua manipulação.
– Viscosidade
A viscosidade é a mais importante propriedade física dos óleos lubrificantes derivados do petróleo. É a medida da característica de como o óleo flui. A mecânica de estabelecer uma película lubrificante adequada depende, em grande parte, da viscosidade.
Para avaliar a viscosidade de um óleo numericamente, quaisquer dos vários testes padrões podem ser usados. Embora esses testes difiram por terem maior ou menor riqueza de detalhes eles medem o tempo necessário em que uma determinada quantidade de óleo, a uma temperatura estabelecida, flui, por gravidade, através de um orifício ou estrangulamento de dimensões especificadas. Mais espesso o óleo, maior será o tempo necessário para a sua passagem.
O controle rigoroso da temperatura do óleo é importante. A viscosidade de qualquer óleo de petróleo aumenta quando o óleo é resfriado e diminuí quando o óleo é aquecido. Por esta mesma razão, a viscosidade de um óleo deve ter sempre o seu valor acompanhado da temperatura em que a viscosidade foi determinada. A viscosidade, pelo seu valor somente, não significa nada.
– Pontos de Fulgor e de Inflamação
O ponto de fulgor e o ponto de inflamação dos produtos líquidos de petróleo são basicamente medidas da sua inflamabilidade. O ponto de fulgor é a temperatura mínima à qual um líquido é suficientemente vaporizado para criar uma mistura “vapor ar” que se inflamará se houver ignição. A prática de testar o ponto de fulgor e o ponto de inflamação foi originariamente aplicada ao querosene para indicar a sua potencialidade de risco de fogo. Desde então, o objetivo tem sido ampliado para incluir óleos lubrificantes e outros produtos de petróleo. Embora seja costume indicar o ponto de fulgor (e algumas vezes o ponto de inflamação) nos dados de um óleo lubrificante, estas propriedades não têm o significado que parece ter. Somente em circunstâncias especiais estaria o óleo lubrificante presente a algum sério risco de incêndio.
— Graxas
Uma sensível proporção, algo em torno de 10% do total de lubrificantes consumidos são constituídos por graxas. A popularidade das graxas lubrificante foi alcançada a cerca de 30 anos devido a vários fatores como o grande aperfeiçoamento no índice da qualidade durante este período.
A típica graxa industrial é a combinação de um óleo mineral com sabão metálico e aditivo. A função do sabão é reter em suas fibras o óleo que exercerá a ação lubrificante. O sabão se mantém coeso pela atração entre suas fibras o que empresta a graxa sua característica mais importante que é a consistência (resistência à penetração).

Na graxa, submetida ao trabalho, o lubrificante perde parcialmente esta consistência e flui. Quando a força que provocou esta perda de consistência cessa, as fibras do sabão voltam a se reagrupar, formando novamente a trama original, restituindo a graxa à mesma consistência inicial. O sabão usado nas graxas é obtido através da reação química chamada saponificação. Um ácido graxo pode ser sebo, reagindo com um produto alcalino como cal virgem, ou soda cáustica entre outros.
O sabão que é o espessador controla a resistência à água, a qualidade para altas temperaturas, a resistência e de composição por uso continuado e a capacidade da graxa permanecer no local a que foi destinada. A quantidade de sabão em uma graxa pode variar de 3% a 50%, dependendo do produto.
— Vantagens da Lubrificação a Graxa
– A aplicação de lubrificante é menos frequente com graxa do que com óleo, e, consequentemente, o custo final e a mão de obra são reduzidos. Essa aplicação pouco frequente é particularmente vantajosa em lugares de difícil acesso, tais como motores selados, mancais selados e outros sistemas;
– Agem com selo contra entrada de matérias estranhas. Da mesma maneira agem como selo contra vazamento de líquidos manipulados através de válvulas;
– O problema de gotejar ou salpicar é quase eliminado quando as máquinas são lubrificadas com graxa. Isso é particularmente vantajoso quando pode resultar em dano ao produto manufaturado, como por exemplo, tecidos ou alimentos. Quando os equipamentos são lubrificados com graxa, eles podem ser usados em posição vertical sem problemas de vazamento;
– Os sistemas de selagem para graxas são simples e de baixo custo, comparados aos requeridos para óleos;
– A graxa lubrificante mantém alguma lubrificação, mesmo quando o equipamento não foi lubrificado por um longo período. Exemplificamos com rolamentos, que são lubrificados na sua origem com graxas especiais, e que duram praticamente toda a vida na máquina em que operam;
– Se for usada uma graxa adequada, sua aderência às superfícies é maior que a dos óleos; portanto, o seu uso previne o enferrujamento das peças paradas por longo tempo, o que não aconteceria se óleo estivesse sendo usado;
– Graxas apropriadas resolvem problemas de lubrificação sem corrosão, mesmo em presença de água;
– Graxas têm a vantagem de minimizar o atrito inicial nos mancais planos e radiais;
– Em certos casos, as graxas reduzem ruídos e vibrações, agindo como amortecedores; por exemplo, em engrenagens dentadas;
– Graxas são preferíveis em condições extremas de operação, tais como altas temperaturas, extremas pressões, baixas velocidades, choques de cargas, etc;
– Em partes de máquinas já com muito uso (folga), a graxa é praticamente o único meio de lubrificação.
— Desvantagens de Lubrificação a Graxa
– O óleo atua melhor em altas rotações. A graxa pode ocasionar elevado atrito fluido e aumento de temperatura.
– As graxas não são tão resistentes à oxidação quanto os óleos de alta qualidade.
– A graxa não dissipa bem o calor. Quando o lubrificante tiver de agir como
refrigerante, o indicado é usar óleo.
— Características das Graxas
Consistência
A principal característica da graxa é sua consistência. Consistência é a resistência da graxa à penetração. Quanto mais fácil ser penetrada ela é menos consistente. Quanto mais difícil sua penetração, a graxa é considerada mais consistente.
As graxas são classificadas por sua consistência para sua determinação usamos o seguinte método:
– Penetração “Trabalhada” e “Não Trabalhada” (ASTM D217-52T)
– A consistência da graxa é determinada empiricamente, medindo-se a distância que um cone de dimensões e peso padronizados, geralmente de latão ou aço, penetra na graxa ensaiada sob determinadas condições.
– A penetração do cone é expressa em décimos de milímetros e o tempo é de 5 segundos numa temperatura padronizada em 25°C.
– No caso de graxas muito duras, que não permitem fazer leituras usando-se o cone, lança-se mão de agulhas padronizadas e, no caso de graxas muito moles, substitui-se o cone de aço ou de latão, por um de alumínio ou material plástico. A penetração é determinada a 25°C e a leitura é feita após o cone permanecer em contato com a graxa durante 5 segundos.
– Na penetração não trabalhada a graxa é retirada do recipiente onde se encontra e submetida, tal como se apresenta ao teste de consistência devendo sua temperatura ser previamente ajustada a 25°C.
– Na penetração trabalhada, a graxa é sujeita a um trabalho determinado em um aparelho denominado “batedor de Graxa”, que possui uma placa perfurada que penetra na graxa 60 vezes, podendo avaliar a alteração da consistência do produto quando em serviço. A graxa trabalhada é menos consistente que a não trabalhada.
Ponto de Gota
Denomina-se ponto de Gota de uma graxa lubrificante a temperatura em que ocorre a separação do fluido do espessante através de gotejamento.
Na prática, não se deve usar uma graxa em um serviço cuja temperatura normal de trabalho esteja muito próxima do seu ponto de gota. Como regra geral à graxa deve ter no mínimo um ponto de gota 100ºC acima das temperaturas alcançadas durante o serviço.
— Como lubrificar
A Lubrificação poder ser feita de forma manual, com aplicação do óleo por meio de almotolia, método bastante simples, porém de pouca eficiência. A aplicação do óleo deve ser periódica e regular, evitando-se sempre os excessos e vazamentos.

Pode ainda ser feito por outros meios como:
Lubrificação por Copo com Agulha ou Vareta; por Copo com Torcida ou Mecha; por Copo Conta-Gota; por Anel; por Colar; por Banho de Óleo; por Meio de Estopa ou Almofada; por Salpico ou Borrifo e ainda lubrificação por Nevoa de Óleo.
— Precauções na Aplicação de Lubrificantes
Antes de se aplicar um lubrificante, óleo ou graxa , é indispensável ter a certeza de que o produto está limpo, isento de contaminações e com suas características típicas dentro das faixas normais. Para isso, cuidados especiais devem ser tomados com relação ao manuseio e armazenamento. No caso de lubrificação por meio de Pistola, deve-se previamente limpar o pino graxeiro.

*Nos Sistemas Centralizados, deve-se verificar periodicamente a qualidade da graxa existente no reservatório, a pressão da graxa, bem como garantir, a todas as linhas de distribuição, o suprimento das quantidades adequadas.
— Graxas lubrificantes para plásticos
O molde de injeção necessita ser lubrificado e, em muitos casos tem uma estrutura complexa que exige bastante de seu mecanismo durante atividade, sendo prudente uma lubrificação adequada e permanente. Uma ação contínua de lubrificação preventiva do molde e componentes como colunas, pinos extratores, gavetas, mecanismos com movimentos e outros. No caso de pinos extratores, sua aplicação elimina e evita rupturas e emperramento.
Peças plásticas são feitas de vários materiais com ampla variedade de combinações de materiais utilizados. Consideramos características indispensáveis para as graxas lubrificantes, a compatibilidade com o plástico, assim como uma boa proteção contra o desgaste.
No processo de moldagem por injeção, as altas temperaturas e pressões causam tensões consideráveis em suas máquinas e componentes e levam a um rápido desgaste dos componentes desprotegidos de lubrificação.
Para molde, são necessários lubrificantes especiais que mantém um baixo nível de abrasão e possibilitam uma vida útil mais longa aos componentes, mesmo sob altas temperaturas. O uso com aplicação correta de lubrificantes nos pontos de atrito de forma preventiva exigirá menos tempo com manutenção, sobrando mais para a produção.
Normalmente de cor branca a graxa é composta por polímeros de silicone aditivados, e precisa ser quimicamente inerte, atóxica, não corrosiva e apresentar excelente estabilidade térmica. Sua principal ação é constituir um filme lubrificante protetor em componentes de moldes que sofrem atritos ou são acionados constantemente.
A lubrificação em pinos extratores é essencial para preservar a vida de uma ferramenta de moldagem por injeção. O procedimento errado e o lubrificante errado podem causar problemas. A diferença térmica e de viscosidade pode causar enrustido, corrosão e até danificar uma ferramenta. O excesso de graxa lubrificante nos pinos pode acabar sendo depositado na superfície da ferramenta, promovendo peças de plástico com defeito. Todos esses problemas podem ser resolvidos utilizando o procedimento adequado e os lubrificantes corretos.
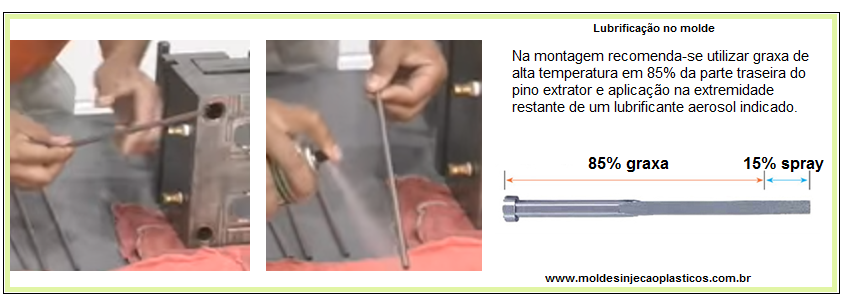
Na montagem recomenda-se utilizar graxa de alta temperatura em 85% da parte traseira do pino extrator e aplicação na extremidade restante de um lubrificante spray de alta temperatura. Periodicamente, uma lubrificação adicional deve ser aplicada à extremidade frontal dos pinos (15% restante). Com a extração avançada borrifar os pinos, simular extração algumas vezes e depois voltar a produzir normalmente. Esta lubrificação deverá ser realizada pelo menos uma vez por semana. Moldes de alta velocidade podem exigir lubrificação antes de cada turno. Para lubrificação adicional por trás do molde, como na placa extratora, indica-se um lubrificante em spray de alta carga e de alta temperatura.
Como são especiais, as graxas para molde tem uma faixa de temperatura admissível de trabalho que se compreende entre uma faixa mínima e outra máxima em °C, sem que haja qualquer modificação em suas principais propriedades. Durante intervalos de tempo com curta duração, algumas podem suportar até um pouco acima da máxima, mas não se pode considerar devido ao risco de degradação.
Citamos como exemplo a IGM 200, graxa para moldes sendo que sua faixa de operação compreende de -40 a 180 °C, sem que haja qualquer modificação em suas principais propriedades. Durante intervalos de tempo com curta duração, a suporta operação até 200 °C, o que não consideramos viável utilizar.
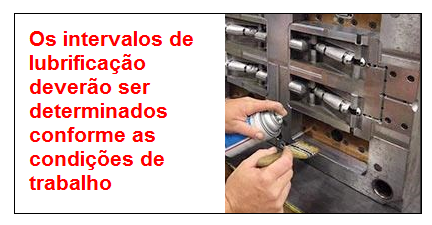
As superfícies devem ser limpas antes da aplicação que pode ser feita por meio de pistolas, graxeiras manuais (pincéis) ou lubrificadores pneumáticos. Os intervalos de lubrificação deverão ser determinados conforme as condições de trabalho.
— Benefícios da aplicação
– Manutenção reduzida graças à lubrificação de longa duração ou de vida.
– Funcionamento confiável e muitos anos de experiência
– Para múltiplos usos inclusive na presença de altas cargas
– Torque de partidas e de funcionamento baixos permitindo alta eficiência e economia de energia.
– Vida mais longa dos componentes graças à boa proteção contra o desgaste

Citamos como produto de qualidade a ISOFLEX NBU 15, uma graxa para altas velocidades com uma boa capacidade de absorção de pressões. Consiste de uma combinação de óleos de éster, hidrocarboneto sintético e óleo mineral e um sabão complexo de bário. Oferece boa proteção contra o desgaste e resistente a água, meios agressivos e oxidação.
Outros exemplos de lubrificação:

Graxa cobreada
A graxa cobreada trata-se de uma composição pastosa. A grande vantagem do cobre é sua resistência a altas temperaturas, podendo chegar aos 1.100º Celsius.
Costuma ser utilizada na montagem de parafusos ou conexões roscadas em geral, sendo útil principalmente em trabalhos onde ocorre a variação de temperatura e os materiais dos componentes ficam expostos à fadiga térmica. Conhecida como de Anti-Seize (anti-agarramento), uma de suas funções principais é não permitir a “colagem” entre duas superfícies metálicas. Existem ainda outras opções de pastas com cobre, grafite ou bissulfeto de molibdênio.
Pasta de montagem Molykote
A pasta de Molykote é especialmente indicada na lubrificação de ferramentas e peças na deformação a quente, principalmente na extrusão e na estampagem a quente, e ainda na lubrificação de moldes de injeção plástica (pinos guias, pinos gaveta e pinos extratores). O ganho se observa no momento em que se necessita fazer a desmontagem. Dificilmente parafusos lubrificados com a pasta darão trabalho ao ajustador.
Molykote é uma pasta preparada com sólidos lubrificantes brancos e óleo mineral. Não contém bissulfeto de molibdênio. Com a sua aplicação, forma-se um filme deslizante e separador sobre as superfícies, extremamente resistente, o qual mantém inalteradas suas propriedades na faixa de temperatura entre – 20° C e + 1150° C. A parte de óleo mineral se evapora em temperaturas mais elevadas, praticamente sem deixar resíduos.
Ao optar pelo protetor Molykote sempre se garante que o funcionamento seja perfeito e a vida útil da máquina prolongada. O anticorrosivo é ideal para quem deseja proteger peças e lubrificá-las, evitando manutenções. Em indústrias onde existe alto índice de umidade no ar, faz-se especialmente necessário um produto como esse. Peças desprotegidas oxidam mais rapidamente, diminuindo sua vida útil. Há opções em spray e líquido para aplicação com pincel com cura rápida e ainda misturas com óleo lubrificante, para dupla ação. Produtos muito usados nas indústrias que possuem moldes.

Quando se tem dois componentes metálicos trabalhando sob intensa carga e vibração, como por exemplo em uma união roscada, é comum que a desmontagem dessa peça depois de um longo período seja difícil. Isso acontece porque, pode ocorrer a oxidação ou até mesmo tribocorrosão das peças, gerando um travamento. A alta temperatura também pode acelerar este processo de fusão das partes metálicas. O tempo gasto para desrosquear uma peça neste estado pode custar horas de mão de obra. O prejuízo fica ainda maior se for necessário cortar os parafusos com equipamentos especiais. É importante se pesquisar e aplicar a pasta certa para cada situação no chão de fábrica.
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor Independente
VW CFP SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de moldes plásticos
VW CFP SENAI / Técnico mecânico – CREA 126.785
Fonte principal: http://www.abraman.org.br/arquivos/77/77.pdf
A seguir alguns fornecedores de Lubrificantes
http://adtechlub.com.br/industrial/
http://www.supremelub.com.br/produtos/c/54/15/microwhite-paste-3
http://www.lubryspecial.com.br/graxas-e-lubrificantes-aplicacoes/ferramentas-e-moldes/
https://www.klueber.com/br/pt/rubber_and_plastics_industry/
https://www.chemtrend.com/pt-
http://www.sulmax.com.br/graxa-bissulfeto-molibdenio-180-graus-isl-mp-2ep-1kg
http://implastec.com.br/lubrificacao-especial/graxa-para-moldes-igm-200/
http://www.lumobras.com.br/graxa-cobreada/
http://www.lumobras.com.br/molykote/pasta-de-montagem/
http://www.prodive.com.br/v2/principal.htm
This site is a newsletter. We are in Brazil and we need support to pay for Updates and Improvements.
We will announce your company as a supporter here, contact us by email to provide financial support for our work.
contato@moldesinjecaoplasticos.com.br
Knowing the Lubricants and Mold Indication
We define Lubricants, as substances that interposed between two surfaces, in relative displacement, decrease the resistance to movement. With a layer of lubricant between two surfaces, we prevent contact between them. Without contact, we will avoid during movement, shearing and scratching with the release of heat and wear of these surfaces.
The lubricant, in its primary function of use, must avoid metal-to-metal contact between tooling components, such as dies or finished components. By the action of friction, two solid surfaces in motion, one against the other, will suffer wear, however, with the use of adequate lubrication, an attempt is made to minimize this wear. Lubricating oil forms a thin film between two moving surfaces, reducing friction and its consequences, which could lead to component wear and tear. Examples of use include applications in bearings, metal molding and metal removal. The main factors that influence lubrication are speed, temperature and pressure.
The basic functions of lubricating oil are corrosion protection, cleaning, sealing, refrigeration, as lubricating oil also represents a means of heat transfer and, mainly, friction reduction. Friction is the resistance of a body or a substance that opposes a certain movement. This resistance is measured by a force called “friction force”, present in any type of surface in contact with another in motion. It can be classified as fluid friction, which occurs between fluid surfaces, or solid friction, between solid and fluid surfaces. In this case, the greater the fluid’s viscosity, the greater the friction.
— Types of Friction
Sliding friction is friction that occurs when the surface of one body slips or slides in contact with the surface of another body. We cite as examples the activity of a piston working inside its cylinder or a shaft rotating in its bearing…
We wish you good reading (text can be translated by Google Translate)