

OBS: CUIDADO TEM LIVRARIA VENDENDO LIVRO COM NOSSO CONTEÚDO
Comportamento do termoplástico
As características com que um termoplástico flui para o interior da cavidade de um molde durante a injeção, precisam ser completas e perfeitamente entendidas para que se possa projetar adequadamente a peça. A cavidade é a parte vazia dentro do molde, que ao ser preenchida pelo termoplástico dá a ele a forma da peça desejada.
Imaginemos que a cavidade a ser preenchida tenha a forma de uma placa de espessura constante e contorno retangular, e que o ponto de injeção se localize no centro de um dos lados mais curtos deste contorno retângular, como ilustrado na figura.
Ponto de injeção é a região do contorno da cavidade pela qual o plástico vai ser impelido para o interior da mesma.
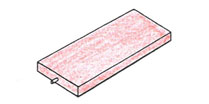
Figura : Interior de uma cavidade plana, retangular.
Ao ser injetado, o termoplástico avançará pelo interior da cavidade com características peculiares. A velocidade de deslocamento do termoplástico em contato com as paredes da cavidade do molde é relativamente pequena, e aumenta à medida que se aproxima do centro da distância entre as duas paredes da cavidade. O gráfico das velocidades de deslocamento do termoplástico em relação à espessura da cavidade a ser preenchida é mostrado na figura que segue :
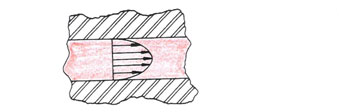
Figura : Gráfico de velocidade do termoplástico com relação à “espessura” de uma cavidade.
O motivo deste comportamento é que a fluidez do termoplástico aumenta com a temperatura. Na realidade, a viscosidade do termoplástico varia com a temperatura, além do que existe uma faixa de temperatura ideal, na qual o coeficiente de atrito entre o material plastificado e o aço é mínimo. Acima ou abaixo desta faixa de temperatura, o coeficiente de atrito aumenta.
Os moldes são feitos de aço, e os metais são excelentes transmissores de calor, portanto a superfície do molde, em contato com o termoplástico, rouba calor deste último e diminui a sua fluidez, fazendo com que a camada de termoplástico em contato com a superfície do molde se movimente com muito menor velocidade que as camadas mais próximas do centro da espessura da cavidade.
O coeficiente de atrito do termoplástico com a parede da cavidade, também é maior que o coeficiente de atrito entre a camada de termoplástico que está em contato com a superfície do molde e a camada de termoplástico contígua a esta, e assim por diante, de acordo com o gradiente de temperatura do termoplástico através da espessura da parede da peça.
Um gráfico mostrando as temperaturas do termoplástico através da espessura da parede da peça seria muito semelhante ao gráfico das velocidades de deslocamento do termoplástico, mostrado na figura que segue : os detalhes da figura mostram o comportamento do termoplástico ao preencher a cavidade. Imaginemos que possamos enxergar o termoplástico preenchendo o interior da cavidade.
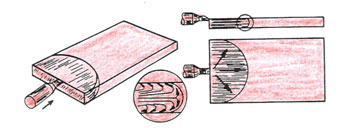
Figura : Maneira do termoplástico preencher uma cavidade.
A camada de termoplástico em contato com a parede da cavidade do molde se resfria e se solidifica parcialmente, comportando-se como se fosse uma película. O escorregamento desta película sobre a parede da cavidade é muito pequeno. As camadas mais interiores de material é que fluem, propiciando o enchimento da cavidade, quase que como se estivessem distendendo uma “bolha” no interior da mesmo.
O leigo usualmente tem a impressão errônea de que no processo de injeção de peças de termoplástico, o material é aquecido até a fusão e injetado no molde, que se encontraria também a temperatura de fusão do termoplástico.
Uma vez preenchida a cavidade do molde, o mesmo seria resfriado para se conseguir a solidificação da peça. A peça seria então extraída do molde, o qual seria novamente aquecido até a temperatura de fusão do termoplástico para permitir uma nova injeção, e assim sucessivamente.
Basta, porém, considerarmos a massa do molde e a quantidade de calor necessária para elevar sua temperatura de 60º C até cerca de 200º C e logo a seguir resfriá-lo novamente até cerca de 60º C, para compreendermos que o ciclo de injeção seria tão demorado que tornaria proibitivo o custo das peças assim obtidas.
Na realidade, o molde não é aquecido e resfriado sucessivamente, e sim mantido a uma temperatura de 60 a 65º C.
O termoplástico, que é injetado a uma temperatura mais alta na cavidade do molde, fornece calor a este último e tende a elevar sua temperatura. O molde, porém é provido de canais por onde circula um líquido refrigerante, de tal forma que se consiga um balanceamento térmico e a temperatura da cavidade oscile poucos graus acima e abaixo dos 60º C.
Como o molde constantemente rouba calor do material que se desloca no interior da cavidade, seria de se esperar que o referido material começasse a solidificar nas regiões próximas ao ponto de injeção.
Se não houvesse alguma coisa a mais envolvida no movimento do termoplástico dentro do molde, o mesmo só conseguiria preencher uma parte restrita da cavidade, pois se solidificaria e não conseguiria avançar. Este “algo a mais” é o aquecimento por atrito entre as camadas contíguas do termoplástico, em seu movimento para preencher a cavidade.
Este aquecimento por atrito depende da velocidade com que se injeta o termoplástico e da seção do duto pelo qual o termoplástico se desloca. Como tipicamente as peças de termoplásticos não são blocos maciços de material e sim uma composição de formas delgadas ou placas, deve-se considerar não a seção transversal e sim a espessura destas “paredes” da peça.
Na peça tomada como exemplo, considerando que a velocidade de injeção seja adequada, o plástico fluirá do canal de alimentação para o interior da cavidade “em leque” e avançará até preencher totalmente a cavidade. Uma vez preenchida a cavidade, o material começará a solidificar-se pela extremidade oposta ao canal de injeção, pois o plástico ao se deslocar ao longo da cavidade o faz cedendo calor ao molde, e desta forma se estabelece um gradiente de temperatura entre o último ponto a ser atingido pelo material e o ponto de injeção.
O termoplástico se solidifica rapidamente no último ponto preenchido para o ponto de injeção, e da parede do molde para o interior da peça. Durante esta solidificação o material se contrai cerca de 15% porém como a pressão de injeção ainda esta presente, a cavidade continua a receber material até que a peça toda esteja solidificada e possa ser extraída do molde.
O termoplástico quando no estado pastoso se comporta como elastômero, permitindo uma certa compressibilidade, portanto com o uso de uma pressão de injeção adequada é possível introduzir na cavidade uma quantidade de material que seja suficiente para compensar esta grande contração. Contudo, durante a solidificação da peça, o material presente nos canais de alimentação deve permanecer pastoso para permitir a entrada de material complementar na cavidade.
Ao ser extraída do molde, a peça ainda se contrai cerca de 1 a 2% e esta contração final é tabelada com os valores típicos de cada material, e deve ser levada em consideração quando se determinam as dimensões que deve ter a cavidade do molde para se obter as dimensões desejadas na peça final. Esta contração final dos termoplástico é menos pronunciada na direção do fluxo do que transversalmente ao mesmo.
Retrocedendo um pouco, vamos analisar em detalhes alguns aspectos do processo de injeção. Suponhamos que a peça a ser injetada seja uma placa de contorno retangular, com metade de sua área de determinada espessura, e a outra metade com uma espessura mais fina (figura A). Consideremos também que o ponto de injeção esteja bem no meio da superfície da peça, e, portanto tenha contato com a região da espessura mais fina e com a região de espessura mais grossa.
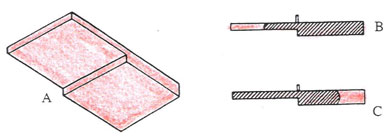
Figura : Cavidade com ponto de injeção sobre variação de espessura.
Se a velocidade de injeção for adequada, a cavidade será totalmente preenchida, dando origem a uma peça perfeita. Caso, porém, a velocidade de injeção esteja muito baixa (figura B) o termoplástico encontrará uma facilidade muito maior para avançar pela região de espessura maior, e além disso a região oposta tem pouca massa a ser resfriada por unidade de superfície da cavidade devido a pequena espessura, troca calor com o molde e se solidifica antes de preencher totalmente a cavidade, resultando em uma peça incompleta.
Se a velocidade de injeção for muito alta, volumes equivalente de material serão injetados na região de menor espessura e na região de maior espessura. A região de menor espessura será totalmente preenchida e se solidificará rapidamente a ponto de impedir a entrada de mais material pelo ponto de injeção.
Simultaneamente, como o termoplástico avança mais lentamente pela região de maior espessura, ele tem mais tempo para troca de calor com o molde, e portanto tende a se solidificar antes de preencher totalmente a cavidade. O resultado é que a peça obtida também estará incompleta, desta vez, porém, do lado de maior espessura (figura C).O que se deve tentar obter é a chegada simultânea do material aos limites da peça, localizando adequadamente o ponto de injeção e combinando adequadamente a temperatura do termoplástico e a pressão da injeção.
Veja o resultado final da falta de material no preenchimento da cavidade, causado por projeto inadequado da peça.
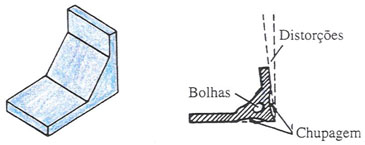
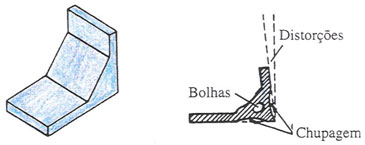
Figura : Defeitos causados por falta de material.
Na peça ilustrada, o acúmulo de massa existente no vértice entre as duas abas irá causar o seguinte efeito:
Qualquer que seja a localização do ponto de injeção, uma vez preenchida a cavidade como já vimos, o material se solidificará rapidamente, principiando pelas últimas regiões atingidas pelo material, e sempre de fora para dentro da peça. Todo o “envoltório” da região com excesso de massa se solidificará ao mesmo tempo que as abas, o que bloqueará a injeção de mais material na cavidade.
A última região a se solidificar será onde está concentrado o maior volume de material, e quando isto acontecer, a grande contração resultante desta solidificação não terá de onde retirar material e sugará as paredes da peça, provocando concavidades em suas superfícies. Este fenômeno é conhecido como chupagem.
Porém os efeitos prejudiciais não se limitam a isto. Como as superfícies externas da peça não cedem indefinidamente, e o material continuar a se contrair, formam-se bolhas no interior da peça. Todo esse encolhimento afeta também o perpendicularismo entre as abas da peça.
Se tivermos uma condição inversa, ou seja, excesso de material dentro da cavidade (over packing) o resultado será deformações na peça. Isto ocorre quando se procura alterar os parâmetros de injeção em uma peça mal dimensionada ou com o ponto de injeção mal localizado (aumentando o tempo e a pressão de injeção, por exemplo), visando preencher completamente a cavidade.
Consegue-se preencher a cavidade, porém algumas das seções da peça terão recebido material em excesso, o que dará origem a tensões internas na peça. O ponto de entrada do material na cavidade deve ser localizado de maneira que o material preencha primeiro as seções mais espessas da peça, pois nas seções de menor espessura ele se solidifica mais rapidamente, obstruindo a passagem.
Fonte : Wikipédia / Materiais Plásticos
Publicação Autorizada ao Portal Moldes Injeção Plásticos
Hamilton Nunes da Costa – Editor de Revistas Independente
CFP VW SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de molde
CFP VW SENAI / Técnico mecânico – CREA 126.785