

Por Luiz Roberto Hirschheimer
Empenamentos e distorções dimensionais são características que podem comprometer a qualidade final de um processo de tratamento térmico, mesmo que outros resultados, tais como dureza e microestrutura metalográfica se apresentem conforme solicitadas.
Os empenamentos e distorções dimensionais são comuns no setor ferramenteiro, geralmente resultantes de tratamentos térmicos em componentes de moldes e ferramenta.
A norma DIN 170414 define o termo “distorção” da seguinte maneira:
Distorção = alteração dimensional + alteração de forma
Estas duas alterações podem ocorrer separadamente. Todavia, a execução de um tratamento térmico ou termoquímico quase sempre provoca a superposição de ambas. As distorções podem ser classificadas em:
• Inevitáveis – são aquelas decorrentes das alterações que ocorrem durante as etapas de difusão (processos termoquímicos), austenitização e têmpera dos aços. Também são inevitáveis as distorções provenientes de tensões térmicas, causadas pelos gradientes de temperaturas que se formam durante o aquecimento (expansão) e o resfriamento (contração) de peças e ferramentas com geometrias complexas e;
• Evitáveis – são aquelas resultantes de um projeto bem elaborado, da seleção de um aço apropriado e de um tratamento térmico bem conduzido.
Se estes dois fatores forem considerados, desde a elaboração do projeto, muitas “dores de cabeço” poderão ser evitadas.
ORIGENS DAS DISTORÇÕES RELATIVAS AOS TRATAMENTOS TÉRMICOS
A figura 1 apresenta, esquematicamente, as origens das distorções dimensionais constatadas em peças e ferramentas. Percebe-se que o problema não pode ser debitado exclusivamente à qualidade do aço, à geometria das peças ou à execução dos tratamentos térmicos. A questão é sistêmica e cada passo merece ser estudado criteriosamente . Os aspectos mais relevantes para essas considerações são quatro, como descritos a seguir.
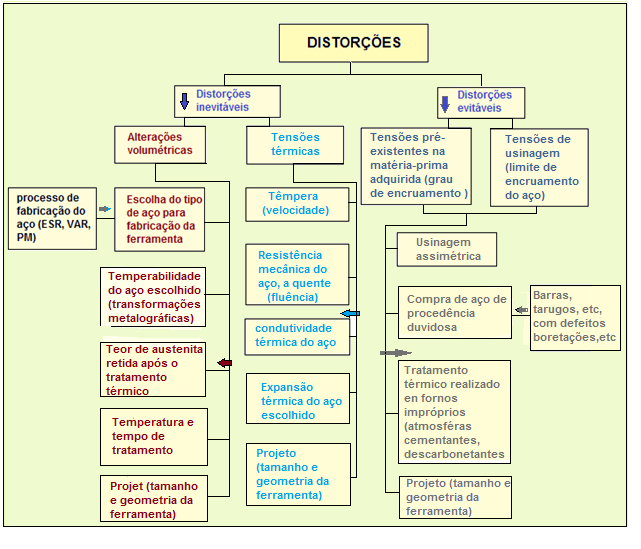
Figura 1 – Origens das distorções dimensionais
I. Alterações volumétricas inevitáveis nos aços-ferramentas
De maneira geral, os aços ferramentas temperados e revenidos apresentam distorções dimensionais com valores próximos aos descritos na tabela 1 .

tabela 1
II. Empenamentos evitáveis pelos processos de usinagem
A análise de um diagrama genérico “tensão x deformação” de um aço qualquer (vide figura 2) mostra a existência de um ponto na curva denominado “LE”, que é o limite de escoamento do material.
Antes de submeter-se uma peça ou uma ferramenta ao tratamento final, é importante que esta se apresente dimensionada (sem tensões internas). Os processos de conformação mecânica (usinagem, forjamento, e outros) introduzem tensões nas peças. Se estes esforços ultrapassarem o limite de escoamento do aço, quando as peças ou ferramentas forem submetidas ao tratamento térmico, naturalmente ocorrerá um alívio térmico de tensões assim que a temperatura estiver entre 450 e 600º, conseqüentemente, surgirá uma deformação plástica (permanente).
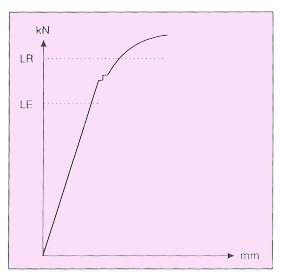
Figura 2 – diagrama genérico tensão x deformação de um aço
Logo, ao se prosseguir com o aquecimento até a temperatura de austenitização, já se estará processando uma peça ou ferramenta deformada. Somando-se a este fato as distorções inevitáveis de um tratamento térmico (vide aspecto I), o resultado poderá ser catastrófico.
Por estas razoes recomenda-se que, sempre após uma usinagem de desbaste, seja efetuado um recozimento para o alívio das tensões. A partir daí, pode-se efetuar a usinagem de acabamento, tomando todas as precauções necessárias para não ultrapassar o limite de escoamento do aço .
III. Empenamentos evitáveis pelos processos de retífica e polimento
De modo análogo ao que foi descrito no aspecto II, um pequeno grau de encruamento (genericamente, entre 5 e 10%), determinado por operações de retífica ou de polimento executadas antes do tratamento térmico, poderá produzir ondulações na superfície das ferramentas tratadas, facilmente visíveis sob a incidência de luz dirigida.
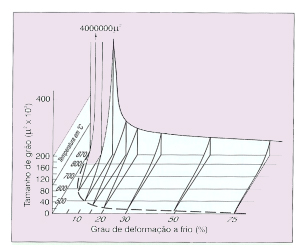
Este problema está relacionado ao fenômeno denominado “recristalização secundária”, que se caracteriza pelo crescimento anormal dos grãos que se encontram junto à superfície da peça ou da ferramenta, aumentando sua temperabilidade e, conseqüentemente, provocando um crescimento localizado destas áreas . A figura 3 apresenta o diagrama do comportamento do tamanho de grão em função do grau de deformação e da temperatura.
IV. Empenamentos evitáveis pela montagem da carga no forno
A disposição da carga de peças e/ou ferramentas dentro de um forno de tratamento térmico é um dos principais fatores para o sucesso do processo. Como o limite de escoamento do aço diminui sensivelmente com o aumento da temperatura, quando se aquece uma peça ou uma ferramenta até a temperatura de austenitização, a simples ação de seu próprio peso poderá causar deformações permanentes (fenômeno metalúrgico denominado fluência).
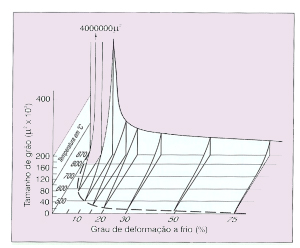
Figura 3 – Crescimento anormal de grãos; recristalização secundária
Logo, o posicionamento da carga a ser tratada deve ser criteriosamente estudado, ou seja, as peças devem estar bem apoiadas sobre dispositivos firmes e que não deformem . Na formação de uma carga de tratamento térmico, tanto a uniformidade do aquecimento quanto a da têmpera, têm importância fundamental, principalmente quando se quiser evitar o empenamento de peças com geometrias complexas ou muito delgadas .
DISTORÇÕES DIMENSIONAIS E PEÇAS NITRETADAS E NITRO-CARBONETADAS
A introdução de átomos de nitrogênio e de carbono na superfície de uma peça determina aumentos volumétricos e, portanto, distorções dimensionais. Há, porém, duas situações que podem ser contrapostas a este defeito:
• Como os processos de nitretação e de nitrocarbonetação são, normalmente realizados a temperaturas entre 400 e 600ºC, poderão ocorrer outras deformações, causadas pelo efeito do alívio de tensões (vide aspecto II) e;
• Se as peças a serem nitretadas precisarem ser previamente temperadas e revenidas, poderão ocorrer reduções de volumes, decorrentes da continuação do “efeito de revenimento”, durante a nitretação.
Geralmente é possível afirmar que, para aços de construção mecânica, o diâmetro de uma peça cresce, aproximadamente, na proporção de ½ a 2/3 da espessura da “camada branca“, desde que se respeitem algumas regras :
1ª regra – A microestrutura metalográfica do aço a ser nitretado ou nitrocarbonetado, deve permanecer estável durante o processo. Para peças previamente temperadas e revenidas, isto significa que a temperatura de revenimento deve ser de 30º a 50ºC acima daquela que será utilizada pelo processo de nitretação ou de nitrocarbonetação e;
2ª regra – Peças que não necessitem de um beneficiamento prévio à nitretação deverão ser submetidas a um processo de alívio de tensões (vide aspecto II), respeitando-se os mesmos parâmetros de temperaturas mencionados na 1ª regra.
As duas regras não significam que seja impossível realizar-se uma nitretação ou nitrocarbonetação com distorções dimensionais muito próximas a zero.
Para grandes lotes de peças produzidas em série, onde as matérias primas, os métodos e os processos de usinagem e , quando, necessário, os ciclos de têmpera e revenido estiverem bem definidos, é possível nitretar ou nitrocarbonetar peças que poderão ser utilizadas de imediato. Todavia, é necessário que se realizem testes preliminares de adequação de cada um dos parâmetros citados na figura 1 . A figura 4 apresenta exemplos de peças nitrocarbonetadas e oxinitocarbonetadas.
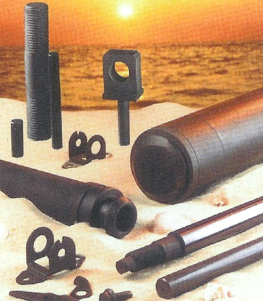
Figura 4
CONCLUSÃO
Empenamentos e distorções dimensionais, constatados após a realização de um tratamento térmico, podem ser reduzidos a um mínimo aceitável, desde que todas as informações técnicas sejam de conhecimento da equipe responsável pelo projeto, pelos métodos e processos de fabricação e também pelo tratador térmico.
Não basta anotar no desenho a frase: “Executar o tratamento térmico isento de deformações”. É preciso ter uma visão sistêmica de todos os fenômenos que podem ocorrer e preparar roteiros de processo confiáveis.
FONTES DE CONSULTA
• [1] Aços Böhler do Brasil Ltda.; Böhler Shop Service, Maio de 1989.
• [2] Edenhofer, B. ET all; Umgang MIT der Verzugsproblematik in der industriellen Wärmebehandlungs-praxis, Revista Härterei Technische Mitteilungem, volume 58, 2003.
• [3] Manuais dos fabricantes de aços-ferramentas
• [4] Hirschheimer, L. R.; Como corrigir distorções dimensionais durante o tratamento térmico, Revista Metalurgia, volume 35, nº 264, Novembro de 1979.
• [5] Wikipédia, WWW. Wikipédia.com
• [6] Eckstein; Wärmebehandlung Von Stahl, Metalkundliche Grundlagen, VEB, Leipzig, 1971.
• [7] Liedtke, D.; Distortion engineering AM Beispiel dess Nitrocarburierens, Revista Härterei Technische Mitteilunges, volume 53, 1998.
Luiz Roberto Hirschheimer – Engenheiro metalurgista com pós-graduação em física dos materiais e administração industrial. Atualmente é Gerente Técnico e da Garantia da Qualidade na Techniques Surfaces do Brasil Ltda.
Fonte : Revista Ferramental