

Este conteúdo abrange problemas diversos que ocorrem durante a injeção de copos e canecas plásticas no dia à dia. São resumos de casos apresentados e que receberam comentários e sugestões de profissionais. Como sempre fazemos, a ideia é levar a informação na palma da mão, para um melhor direcionamento no momento da necessidade. Se lhe interessa saber mais sobre molde de injeção, manutenção em molde e sobre defeito em peças plásticas indicamos nossos Estudos livres. http://moldesinjecaoplasticos.com.br/loja/
Problemas na injeção de copos e canecas plásticas
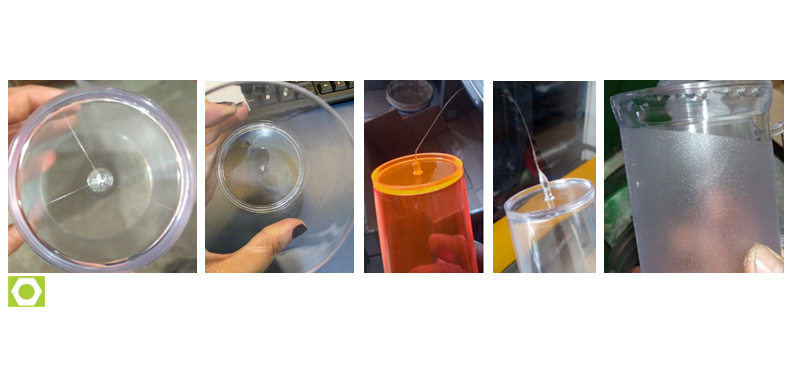
Copo de whisky / trincas aparentes / Material PS

Problema: vez ou outra começa a trincar ou quebrar na extração, iniciando a trinca do centro para as extremidades do fundo. Molde sem câmara quente.
Comentários:
– Isso no copo de whisky acontece porque o ângulo é muito próximo de 90º, acaba por não dar tempo de entrar ar atrás do copo, cria um vácuo e quebra ele. Para resolver aqui, eu deixei a velocidade de extração bem devagar. Pode deixar rápida a velocidade até o pino da extração da injetora chegar na placa, assim que comecar a movimentar o copo pra frente tem que ser bem devagar, senão cria vácuo e quebra
– Trabalharia em pressão de injeção e recalque. Quando o material e muito comprimido dentro da Cavidade acontece o tensionamento das moléculas e com isso o material fica mais quebradiço
– Trabalho com injeção e tem um corpo que acontece isso, sempre consigo estabilizar com temperatura câmara quente e descompressão se estiver escorrendo.
– Diminui o tempo de resfriamento, geralmente quando tá muito frio a peça trinca.
– Aumente a temperatura do bico, e diminui o tempo de resfriamento.
– Evita recalque no processo e redusa o resfriamento
– Descompacta um pouco, aliviar a extração se tiver o ar pneumático ajuda e deixa o molde mais quente.
– Deixa parte de refrigeração da parte móvel meia fechada para o molde aquecer um pouco e diminua a pressão e velocidade de extração. Onde eu trabalhava acontecia esse problema com frequência.
– Diminui a pressão de injeção, pode ser que o copo esteja agarrando na hora em que bate o extrator.
-Tive problema semelhante com outro copo, foi necessário abaixar a temperatura do bico quente e resolveu. Vale ressaltar que o material era acrílico.
– Diminui um pouco a compactação da peça e o resfriamento.
– Pode ser uma série de fatores. Vá listando e fazendo as tentativas. Mas o que seja mais provável no meu ponto de vista e o resfriamento muito alto e a presença de vácuo aí no fundo do copo e com a extração pode está ocasionando a trincar.
– Depende que material está injetando, será crítico ou , ser for, ps o molde está muito frio, ou com material reciclado teria que diminuir a porcentagem, e com mais de virgem
– Tenta diminuir o tempo de resfriamento e recalque até parar de quebrar a modo que não danifique que seu produto.
– Resfriamento do molde está muito quente, isso acontece nas minhas canecas quando o molde não resfria
– Não usar água gelada, usar água temperatura ambiente para ajudar na extração.
– Primeiramente verifique se a peça está no pêso ideal, talvez possa estar muito compactada, para eliminar as possíveis causas faça a peça falhar e vá completando aos poucos, talvez precise de uma extração mais lenta também, e tenta diminuir um pouco o ciclo para deixar o molde mais quente.
– Abre o molde e não aciona a extração, verifica se já está trincado, se sim o bico deve estar com temperatura muito baixa ou o raio do bico está diferente do raio da bucha. Se após esse teste não identificar faz tudo que colocaram de comentários porque são muitas variáveis para responder
– Verifica o tempo de refrigeração, pois a temperatura do molde pode está fazendo a peça contrair demais.
– Tem que iniciar a extração lentamente os primeios 5mm de avanço. Velocidade baixa e pressão suficiente pra descolar a peça do molde.
– Diminuir a velocidade de extração e também a pressão.Uma extração leve poderá te ajudar.
– Coloca o seu tempo de resfriamento que pede na ficha técnica novamente já quer você zerou pelo o que eu vi aí nos outros comentários, se poder aumentar mais um pouco. Vamos lá, está usando águas gelada na parte móvel correto é na fixa água normal certo. Se for assim então você deve baixar um pouco a pressão de injeção e vai observando e depois, abaixa um pouco a descompressão e vai olhando. Não deu certo vai no recalque e baixa um pouco também na pressão e no tempo ok.
– Após todas as recomendações, se não solucionar, 0,1% de estearato de Zinco, facilita a extração sem prejudicar a transparência.
– Aqui conseguimos resolver com termoregulador, água quente no molde temperatura ente 50 a 60 graus
– Precisava ver como é o extrator, ângulo de saída, é pino extrator ou placa extratora, é possível colocar uma válvula de ar, pois ela evitaria o vácuo, porém se o macho já está vazado, provavelmente com uma lâmina no meio, a válvula de ar não é viável, aparentemente está injetando com PS, e nesse tipo de peça o recomendado e injetar com água quente, usando um controlador, mais ou menos em 60 °C.
– Sendo esporádico, pode estar acontecendo uma degradaçao no material por uma minuscula formacao de gás.
– Minha sugestão coloquei um termo na parte móvel 45graus e na fixa água industrial. Extração lenta na primeira posição… o resfriamento tem que ter o tempo necessário para que as moléculas possam organizar…provavelmente tem válvula pneumática no molde isso também auxilia na Extração é muito importante.
– Veja a temperatura do molde, colocar um termo com temperatura a 40°, preencha a peça sem recalque, verifique como está a peça, depois coloque recalque, 30% da pressão, Veja se a máquina tem pressão livre, coloque retardado de dosagem, se tiver descompressão dianteira coloque 2 de descompressão, verificar se o material está com humildade., Já tive esse problema com o San, e Com o PS.
– Olhe o manômetro da máquina se a máquina tem pressão livre, se for pressa Live você tem que ajusta as velocidades, injetar por posição, e usar todos os perfis com pressão única. Inicia com velocidade baixa, se o canal for nesse ponto. Abra o molde e não extrai a peça veja se está trocada, se não estiver ajuste a extração.
– É o material, tem que usar o PS 535.
– Essas trincas esta ocorrendo por retenção na bucha de injeção, o produto tendendo a ficar preso na parte fixa pela bucha de injeção
– Será que não está recalcando demais, e por isso está ficando presa no molde.
– Será que o canal não está forçando quando ele sai do molde
– O meu copo de whisky acontecia isso mas era temperatura conseguimos ajustar, a câmara não é quente.
– Experimenta diminuir o ponto de injeção ou fazer um um convite no mesmo fazendo um grau.
Copo whisky / Fluidez / Material PS

Problema na injeção: parece derretido em vários pontos. Em alguns copos parece que o plástico escorreu.
Comentários:
– Tenta rodar um pouco a máquina e depois para e verifica a temperatura do molde as vezes está muito quente e fica ondulado se estiver quente tem que verificar as mangueiras de água se estão colocadas no lugar certo entrada saída.
– Não dá para ver direito o problema, mas 2 variáveis devem ser observadas:
1. Partes do molde muito quente (falha na refrigeração) no caso da injeção em PS.
2. Falta de compactação do material na(s) cavidade(s) – dosagem insuficiente/tempo de recalque curto/pressão ou velocidade de recalque insuficiente /etc.
– Se for PC, pode ser molde frio
– Esse material é de fluidez alta. Abaixa uns 10 graus no canhão, diminui a velocidade de injeção em uns 10 a cada perfil, (se for perfil único coloca em uns 4/5 parâmetros), sobre a pressão de injeção, se estiver nuns “80” bota uns 100/110.
– Geralmente bico quente demais, causando aquecimento do molde na região e falta de compactação
– Parece estar forçando pra extrair, vê se o molde não está muito frio
– Temperatura do molde lado fixo ou móvel muito elevada, verificar circulação no perímetro da cavidade!!
– Aumenta o tempo e ou pressão da segunda pressão de injeção, (recalque)
– Mancha parece meio leitosa?
– Baixar pressão da dosagem
– Por foto não dá para observar direito, parece má compactação, em outra situação ferramenta fria!!
Copo / Esbranquiçado / Material PS

Problema: Acabamento superficial deformado. Molde com câmera quente. Material e o U249
Comentários:
– Tenta começar baixa a velocidade de injeção, aumentar no meio e terminar alta novamente
– Aumentar a temperatura do molde, verificar a possibilidade de aumentar a temperatura da resina de acordo com o datashett e aumentar a velocidade de injeção nesse ponto da peça específico.
– Temperatura baixa, trabalhe com molde aquecido, uns 70º a 80º graus, e velocidade um pouco mais alta, parede parece fina e injeção capilar, precisa de mais caloria na matéria prima.
Vou aumentar a velocidade, o molde já está com água natural
– Saída de gás no molde muitas vezes
– Verifique a temperatura do canhão, o material está esfriando antes de completar a peça. Verifique também, se a comutação para o recalque está adequada e se não está zerado a almofada.
– Coloca o material na estufa a 60º e deixa por duas horas, dependendo da sua máquina coloca as temperaturas 240 235,230,225
– As ondulações são inerentes a baixa velocidade de injeção, as temperaturas podem ajudar, o problema pode estar na característica da máquina que está injetando.
– Talvez um polimento do macho pode ajudar com lixa 2000, depois passa um feltro com pasta diamantada amarela. tenta não custa tentar ok.
Já fizemos polimento, não melhorou
– Verifica se não está com diferença de parede, trabalhei muito com esse tipo de peças, a maioria desses problemas é devido a diferença de parede, acontece esse problema na parte que está mais fina!
– Pode se controlar essa anomalia através da geladeira
– Válidos os comentários, porém vale a pena ver as condições da rosca e canhão. Parece que está acontecendo uma inconstância na injeção do material.
Copo long drink / Fiapo no ponto injeção / Material PS

Problema: Fiapo no ponto de injeção
O molde não é bico quente. Produto sai com fiapo do material. Foi tentado a descompressão mais não resolveu.
Comentários:
– Um problema parecido com um produto de frasco feito de PS cristal. Após verificar todas as temperaturas do bico e câmera quente, só conseguimos eliminar esse fio de material, aumentando a velocidade de abertura da máquina, fazendo que a máquina abrindo mais rápido e não de tempo de forma esse fio de material.
– Só com bico quente pra eliminar este fiapo.
– Também trabalho com esses copos. No meu caso, resolvo na descompressão, aumentando ou diminuindo, dependendo do PS. Também tem que ver a temperatura do bico, não pode estar muito alta
– Pode estar com a temperatura do bico e cilindro muito alta. Se percebe pelo canal que está muito mole
– Tem que diminuir o diâmetro da entrada de material do bico quente, já passei por um problema semelhante só resolveu alterando o bico. Com certeza se não está resolvendo com temperatura baixa e descompressão alta, então tem de resolver desta forma.
– Abaixa a temperatura do bico e retirar a descompressão traseira.
– Que saiba, quando não tem bico quente tem que arrematar com um alicate de corte
– Tenta diminuir o diâmetro da bucha de injeção do molde. Diminuindo a massa de material, talvez ajude eliminar o fiapo.
Resolvido, porém não 100
– Verifica se a resistência da ponta do bico não é muito grande para o bico, isso dificulta a tirada do fiapo também. O fiapo é um dos grandes problemas quando vai produzir esse copo.
– Se já mexeu na descompressão não resolveu, verifica a temperatura do bico, faz uma aferição de temperatura da zona 1 do canhão.
– Cuidado, pois abaixar o tempo demais do resfriamento pode causar deformações no copo você sabe
– Faz um ângulo negativo no bico de injeção. Injetando muito PS em copos, taças e uma alternativa para resolver esse problema.
– Pode experimentar trabalhar com a unidade de injeção com recuo e baixar as temperaturas de todas as zonas do canhão. A parte fixa mais quente também resolve.
– Pode fazer uma outra bucha, tipo bico italiano. O diâmetro de furo é bem menor e vai resolver.
– Pode retardar a dosagem. Ou seja, no fim de compactar faz uma pausa e depois doseia. Assim que acaba de dosear abre logo o molde, fazendo com que o material não aqueça em demasia. Junto com o que disse, pode ao mesmo tempo diminuir temperatura do bico e aumentar o recalque.
– Coloca uns 2 segundos de retardo de dosagem e diminui uns 5 a 10 graus de temperatura do bico de injeção
– Aumente um pouco a contra pressão e diminua a temperatura do bico no mínimo que o seu processo permite
– Coloque um retardo de dosagem o maior tempo possível e baixe a segunda pressão. Coloque apenas o necessário para compactar a peça. Coloque duas etapas de rotação do fuso. Uma lenta com contrapressão baixa e depois outra rápida com a contrapressão nada mais que 15bar.
Copo pequeno / Peça presa no molde / Quebrando na extração / Material PS

Problema: Quebra na extração e algumas peças ficando presa no lado fixo do molde.
Tem algum parâmetro específico ou temperatura para este material.
Material PS cristal innova n1921
Molde com câmara quente sendo 16 cavidades
.
Comentários:
-Tem refrigeração nos dois lados do molde?
– Deve estar formando vácuo precisa fazer uma ranhura para quebrar esse vácuo
– Temperatura também pode ajudar, se tiver um termorregulador, aumenta um pouco a temperatura
– Excesso de compactação, diminui o recalque, a taxa de contração do PS é de 0,4 à 0,6 %
– Aumenta a comutação. Diminuir a temperatura da cavidade.
1° passo. Aumente a temperatura da cavidade. Se o processo ainda está instável, não dá pra trabalhar com 7°C (de início). 2° passo. Demais parâmetros são importantes, apesar de secundários. Eliminar excesso de recalque ou contra-saídas, reduzir velocidade de injeção.
– Tenta injetar com o mínimo de recalque possível, tenta encher só na injeção
– Trabalhe com água controlada nas duas partes do molde, entre 40⁰ a 45⁰ graus, verifique se não a excesso de material, complete o produto sem recalque, use o recalque apenas para evitar rechupes e ondulações no produto, a pressão de injeção também é muito importante, tente diminuir e use o recalque pra eliminar ondulações e rechupes, mas sempre aumente gradativamente, esse material é muito bom.
– PC não uso água gelada, utilizamos água natura, e abaixe a pressão de recalque em 10 bar
– Trabalhe com água normal na inferior, tire o recalque, usa injeção normal e sem velocidade fechada, largue o molde com a água de traz fechado, usa desmoldante pra começar os ciclos, assim que o molde estiver aquecido liga a água e pronto, também trabalho com PC a anos, o problema e na contração do material entende.
– Abaixa o recalque, ele tem que ser geralmente de 5 a 15% do volume da moldagem
– Observar se não está criando vácuo na hora da extração
– Por ser um material Amorfo e em sua cadeia existe um anel benzênico, precisa que o molde esteja com a temperatura em torno de 45° a 50°C.
– Se o produto for parede fina, injeta mais rápido.
– Já injetei esse tipo de peça, era uma cavidade só e injetava bem.
– Acho que estamos todos de acordo na Questão de recalque, pressão, etc, uma vez injetei uma peça com a contrapressão alta, quando troquei o molde a próxima peça não precisava, por ser manual a regulagem da contrapressão esqueci de abaixar, a contra pressão em excesso estava recalcando os pontos de injeção fazendo segurar as peças na parte fixa e quebrando na extração.
– Tempo de abertura e velocidade de extração e extração com ar comprimido com filtro de resíduos líquidos pra não manchar as peças ok.
– Leve em consideração a possibilidade de ser vácuo na fêmea. O certo em casos de peças com formato de copo é ter extração pneumática na fêmea e no macho para evitar esses “defeitos”.
– Pode tentar mudando as pressões no final da injeção, reduzindo ou tempo de recalque ou a pressão de recalque. Assim vai conseguir menor compactação do material PS na cavidade, que deveria facilitar a saída das cavidades da parte fêmea, e também, facilitar a extração. Para as temperaturas do molde, em teoria a parte móvel mais fria e a parte fixa mais quente deveria também facilitar a saída da peça da fêmea e da parte macho. Uma das características do PS é permanecer colado nas partes brilhantes das cavidades. Na parte móvel, se possível, podem ser feitos pequenos canais de entrada de ar, com um diâmetro do furo na superfície da cavidade de 0,03 centavos. Pois na extração da peça da parte macho, há o efeito da porta do refrigerador que depois de ser fechada se reabrir cria resistência, por isso que no refrigerador existe um orifício na parte interna que é usado para condensação, mas também para deixar o ar quando temos que abrir a porta da geladeira.
– Vale a pena revisar o polimento, peças tem aparência fosca.
Copo / Marcas de fluxo / Material PP

Problema: copos estão saindo com essas ondulações, marca de fluxo.
Comentários:
– Muito tempo de injeção e muita velocidade.
– O copo está enchendo e o material está voltando para trás, talvez a temperatura esteja muito alta também
– Se fosse na injetora que trabalho, colocava um bico pequeno no canhão, regulava bem a dosagem, regulava o fechamento bem certinho para sair o gás e e colocava 15 contra pressão e 50 de velocidade, mas isso se for pp o material é água gelada só ligava depois de completar a peça.
– Material e polipropileno, e tem refrigeração no molde com água gelada, se for com pó, e água gelada, pode ser muito gelado, fechar um pouco a entrada de água no macho.
– Realmente está faltando homogeneizar, mas são tantos fatores tem que ver: material, quantidade de master, rastrear temperatura, ver água…
– Tenho o mesmo problema em um copo de 550ml. Resolvi com material fluidez alta.
– Tente aumentar o curso de dosagem e caso de rebarbas reduza a pressão de recalque até a peça falhar, daí aumente um pouco somente para compactar um pouco.
– Nem sempre é processo. Avalie caso esse produto use, o aditivo. Caso seja natural, veja os perfis de injeção e temperatura.
– Diminui a velocidade e o tempo de injeção
– Marca de fluxo
– Aparentemente, esse material é PP as marcas de fluxo que estão no produto podem ter vários motivos, dentre eles a fluidez do material, se for muito baixa não adianta colocar temperatura na massa fundida, a temperatura do molde também tem influência pois se estiver muito gelado as frentes de fluxo ficam marcadas gerando esse aspecto visual, vazamento de água na cavidade também gera marcas….
Resolvi o problema
– Reduzi a velocidade de injeção, subi a pressão de injeção. Colocava o RPM da rosca entre 120~150 e aumentava uns 5 a 10 graus no canhão.
Copo / preso no molde / Material PP

Problema: Copo ficando preso no molde, alguma dica para isso parar de acontecer
Problema resolvido
Comentários:
– Tira um pouco o travamento do molde, deixa o mais suave possível, baixa a pressão de injeção e a pressão da descompressão também.
– Tem que fazer extração a ar no lado da cavidade
– Tem a ver com muito recalque tira um pouco da pressão e velocidade para ver
– Tive este problema. Trabalha com água quente lado fixo e gelada lado móvel com taxa de recalque bem baixa, só para manter o processo e não deformar a peça, resolvi sem polir nada, só trabalhando no processo.
– Refrigeração no macho gelada ou rede, parte fixa aquecida. Se não resolver, melhorar polimento na matriz e se possível efetuar uma retenção no macho.
– Peça está recalcando. Se for PS cristal olhe também o polímero. Temperatura da cavidade um poco mais quente que macho ajudará também. Ir para o lado da extração
Resolveu, mas agora a parte superior do copo ficou meio ondulada
– Verifique o tempo de injeção, mais tempo de recalque e pressão
– Tenta injetar mais rápido, segura um pouco mais no recalque, verifique a circulação de água no molde
– Quando a peça fica assim ondulada é porque falta refrigeração no molde. Tenta refrigerar o molde… ou aumentar o tempo de refrigeração.
– Veja a refrigeração, e passa bastante desmoldante, e ainda se precisar faça um negativo para puxa
– Água gelada no macho, tempo de resfriamento mais alto e primeira fase de abertura bem lenta.
– Compacta mais em cima do macho com água gelada
Podem ser vários fatores como refrigeração, recalque, temperatura do molde na parte fixa e até mesmo a refrigeração obstruída.
– Começa com desmoldante, mas deixa a água fechada até aquecer o molde. Começa com pressão baixa e a Injeção também. Se colocar muita pressão de injeção, a tendência é de continuar ficando na parte da fêmea.
– Experimenta temperaturas diferentes. Temperatura mais baixa do lado onde queres que a peça fique. No entanto, verifique os parâmetros para conferir se não estás a compactar demais a peça.
– Pode ser vácuo dentro da cavidade, melhorar a saída gás, principalmente se for cavidade espelhada, pois cria ar e não solta.
– Menos pressão de injeção e de recalque
– Trabalhe com a temperatura do macho menor do que a fêmea. Melhore ou limpe as saídas de gás.
– Aumenta a pressão de descompressão e deixa a água do lado móvel com pouco fluxo.
– Tem que manjar de descompressão e de recalque para isso não acontecer, depois veja a refrigeração.
– Polir a ferramenta ajuda bastante.
– Deveria ter sopro na fêmea para eliminar o vácuo no início da abertura do molde.
Copo / Marca de fluxo / Material PP

Problema: Marca de fluxo
– Se tentar as saídas para resolver marcar fluxo no processo e não conseguir dá uma analisada se não tem deformação no bico ou na bucha que possa estar ocasionando marca. Se ela for sempre no mesmo local pode ser algo físico.
– Pode ser na plastificação do material, normalmente se resolve isso na contra pressão. Em segundo plano pode ser mesmo até o fluxo do material, aí aumenta a temperatura.
– Normalmente isso acontece em pigmento em pó.
– Centralize o molde, pode ter diferença de espessura nas paredes, injetar falhado e ver o comportamento da injeção ver se não está completando um lado primeiro, o fechamento tem que acontecer simultaneamente na parte de cima.
– Verifique a saída gás, ou cola uma etiqueta no fechamento do molde. Alivia saída de gás para ver.
Copo / Bolha / Material PP

Problema: Injetando copos em PP e estão apresentando algumas bolhas.
Comentários:
– De início reduzir a velocidade de injeção e aumentar um pouco o recalque. Verificar se as saídas de gás das cavidades estão limpas ou aumente o pouco o canal. Um teste rápido que se pode fazer é tirar um pouquinho do travamento para facilitar escape de ar.
– Diminuir a temperatura da resina no canhão ajuda a diminuir as bolhas, outra coisa é aumentar o tempo de recalque e diminuir a pressão de recalque.
– Limpe todas as linhas de saída de gás. Garantir que haja saída de gás adequada na cavidade, no centro e canais. Reduzir a pressão de fechamento do molde o mínimo necessário.
-Pode ser condensação na cavidade. Experimenta estufar material.
-Diminuir a velocidade de injeção
-Diminuir velocidade na plastificação e aumentar um pouco a contrapressão
-Pode ser temperatura do material alta ou velocidade da injeção alta
-Verifique se a bolha está sempre no mesmo lugar.
Copo long drink / marca de fluxo / Material Polipropileno

Marcas de Fluxo
Só consegue diminuir a lista com muita programação
– Material pelorado tem esse problema mais conseguimos em alguns casos amenizar utilizando velocidade de injeção alta e aliviando o travamento
– Essa mancha é características do pigmento, muito difícil de tirar. Em alguns caso a contra pressão ajuda um pouco e injetando rápido, mas nem sempre da certo devido a construção do molde podendo ocasionar rebarbas no produto.
– No meu caso deu certo aumentar a homogeneização, faça a rosca patinar no material, quem sabe melhora ai
– Muda o canal de injeção amigo, trabalha com dois capilares para melhorar o fluxo de material, assim o material fecha em outro lugar e não fica com a marca. Linha de união com material perolado não dá para eliminar 100%,mesmo mudando o ponto de injeção, vai mudar apenas o lugar da linha de união, o problema vai continuar.
– Essa junção do Polipropileno com a pigmentação perolada sempre existe dificilmente ela some principalmente na área Cosméticos…..Isso é um desafio grande entre qualidade processista fornecedor de matéria prima…e outros!
– Atualmente não se descobriu uma maneira de eliminar 100%. O que dá pra fazer é como foi dito, modificar o ponto de injeção, deslocando a linha de solda fria para um local da peça mais escondido.
– Se a injeção for lateral, vai sair mesmo se, no topo minimiza , se extrusar e depois injetar também resolve, mas encarece o produto.
– Esse defeito não é da máquina, não é do molde e sim do pigmento. Não tem jeito, no prata dourado e essas cores perolizadas fica com essa mancha mesmo.
– Mais temperatura no canhão ajuda. Sim, primeiro limpa as saídas de gás e depois escalona a velocidade de injeção e espera, depois aumenta as duas primeiras zona e espera.
– Tem possibilidade de fazer o teste da injeção utilizando bico misturador na máquina?
– Master perolado apresenta esse problema de linhas de emenda e marcas de fluxo
– Fazer a limpeza novamente no conjunto injetor aumenta velocidade de injeção aumentar temperatura da resina diminuir velocidade de dosagem
– Aquece as cavidades e diminui a velocidade de injecção.
– A posição atual do ponto de injeção torna muto difícil ou impossível eliminar, só pode melhorar no processamento do material (jogar com contra pressao e temperaturas) e limpar ou aumentar as fugas de gás para disfarçar a união.
Copo / Mancha em torno do ponto de injeção / Material PP
Problema: marcas em torno do pontode injeção no fundo do copo.
Material PP random 40 de fluidez
Comentários:
– Injetando mais lento no ponto de injeção resolve
– Estava com esse mesmo problema, melhorou quando coloquei um pouco de descompressão
Tenta descompressão dianteira. Sim, mas primeiro ajuste a velocidade de injeção.
Deu certo diminuindo a descompressão
Caneca / Esbranquiçado / Material PS

Problema: marca do tipo rajada na peça. Não acontece sempre. Injetando em PS, com temperatura do canhão baixa, utilizando estufa, e não resolve.
Comentários:
– Tenta diminuir a descompressão, aumentar a contrapressão, também adianta
– A temperatura tem que ser ideal. Nem baixa nem alta.
Dosar com bastante pressão e pouca velocidade!
– Diminuir velocidade de injeção
– Com certeza a contra pressão ajudará muito.
– 1/4 da pressão e velocidade de descompressão e só 1mm de curso.
– Típico de descompressão, diminua ou zere, e tente trabalhar com perfil de injeção, primeira velocidade baixa e restante mais altas, creio até terá bons resultados.
– Pareceu um pouco amarelada. Diminua um pouco a temperatura
– Algumas linhas são inerentes a geometria de partes da peça, canal de injeção ou gate, você tem dificuldade em retirá-las por conta de serem “empurradas” pelo material ainda pastoso. Todos os problemas estéticos quando localizados em pontos específicos da peça são gerados na injeção, se estivessem sendo gerados na plastificação ou na descompressão seriam aleatórios no corpo do produto. Portanto, uma dica. Avalie se o problema é setorizado ou se ele aparece em partes aleatórias da peça. Se for setorizado, vai habilitar um perfil de injeção e localizar onde está o problema. Se for generalizado vai ter que rever RPM, descompressão e temperaturas de processo.
– Temperatura alta ou material pouco estudado
– PS geralmente não precisa estudar, veja temperatura e velocidades de dosagem e injeção
– Faça o processo de recalque maior que a injeção. Vai aumentando conforme vai saindo essa mancha.
-Injeto copos parecidos, é só aumentar a contra pressão e diminuir um pouco o rpm da dosagem, já melhora.
– Essa mancha é origem de ar que pega no cilindro na hora que dosa. A aumenta a contra pressão e diminuindo a velocidade, não permite acumular ar no cilindro.
– Diminui descompressão e coloca recuo no bico
– O material vai apenas pingar fora do molde e quando injetar vai sair perfeito
– Aumentar a contra pressão e diminuir a velocidade de injeção
– Verificar se a água de refrigeração natural está circulando na máquina.
– Caso seu molde seja bico valvulado não há necessidade de descompressão, fazer teste de teor de humidade na matéria prima, caso ok velocidade de injeção, em perfil, mas baixa no início e aumentando. São vários fatores que ocasiona manchas em peças ir passo a passo.
– Descompressão e velocidade de injeção. Abaixa a 1 velocidade
– Deixa o lado fixo do molde sem refrigeração ou com aquecimento. Deixa a velocidade de injeção mais baixa possível.
– Temperatura do bico alta também faz isso
– Trabalhamos com este material e produtos, se for câmara quente é só baixar um pouco a temperatura dos bicos e baixa a descompressão traseira em torno de 2 a 5 mm. Pode zerar depois que a máquina estiver rodando, mas eu não aconselho, colocar a velocidade máxima de injeção e pressão baixa….
– Diminuir velocidade e aumentar a temperatura do bico e tirar o recuo.
– Meus copos long drinks, aumento a temperatura fica ok.
– Ar no cilindro, é só aumentar a contra pressão e baixar um pouco a velocidade de dosagem caso esteja alta q vc elimina está mancha
Caneca / Bolhas / Material PC

Problema: Formação de Bolhas no fundo da caneca.
Comentários:
– Limpe as saídas de gás, provavelmente será o problema
– Certamente é saída de gás
– Ajuste velocidade e temperatura, e para ajudar dá uma aliviada no travamento do molde.
– Mais contrapressão, mais temperatura no canhão, baixar primeira velocidade de injeção, recalcar e tirar descompressão. E se for bico quente o molde baixar as temperaturas do controlador.
– Se já tiver feito todas as e não conseguiu solucionar, me parece que é gás. Precisa fazer saída de gás em todo o fechamento do molde principalmente na região que apresenta mais o problema.
– Diminui a velocidade de dosagem e calibra a velocidade de injeção.. se vier a dar rebarba vá diminuindo aos poucos até que a rebarba pare.
– Aumenta a 1* fase de contra pressão e a 2* fase contra pressão, de mais tempo de recalque carregue mais ele e aumenta a última resistência da rosca e vai diminuir o até chegar no bico… vai perder um pouco no tempo, mas vais ganhar qualidade na formação…
– Bolhas se resolve com contrapressão, ou baixando a velocidade de dosagem, fazendo isso vai perder ciclo, então tem que ganhar ciclo de outra forma com velocidade de abertura, resfriamento.
– Aumentar a contrapressão
– Se for estireno e acrilonitrila o famoso copolímero, conhecido como San, precisa ser estufado devido a umidade.
– Qual a matéria prima amigo? Se for PC, é falta de compactação, se permanecer após um bom recalque é saída de gás.
– Aumentar a contra pressão e diminuir velocidade de dosagem
– Uma dica, faça a peça falhar e daí poderá ter uma base provavelmente velocidade de injeção, temperatura de canhão, travamento do molde e saída de gás obstruída
RESOLVIDO:
Abaixei bem a pressão de injeção e a peça ficou boa.
Caneca / Bolha e manchas

Poderia ajudar resolver esse problema na caneca, desde já agradeço.
Comentários:
1 – Pergunta: o problema são os rechupes na borda, ou são bolhas? Também tem na textura uma marca, também é um problema? Ou reflexo.
É bom além da foto, descrever o problema e como está o processo.
– Molde quente, já testou fazer uma injeção por fase, tem recalque, …
Descreva um pouco o processo para ter complemento, ou somente está enchendo a cavidade.
2 – Molde novo, ou processo está com variação nesta produção, iniciou o processo assim ou após alguns ciclos?
– Uma pre análise é importante para as respostas serem mais acertivas.
– Trabalho com copos, geralmente quando acontece isso é que o molde tá muito quente, aí eu aumento a água gelada. E resolve.
– Pode ser também oxidação na parte macho do molde.
– Vai ter que usar mais velocidade para eliminar estas partes fosca da peça.
– Tenta abaixar bem a temperatura do canhão e injetar com a velocidade bem baixa com um pouco de recalque no final da injeção
– Parece que está faltando material, pode aumentar a carga, aumentar compactação, e se não houver alteração pode ser desgaste no anel de bloqueio e não está segurando o recalque
– Depende da fluidez do material pode ser temperatura alta ou alguma zona super aquecida.
– Está parecendo compactação, na foto parece texturização do molde, se não for isso é compactação, falta recalque
– Alivia o fechamento, pode ser saída de gás, diminuem a velocidade de injeção.
– Aumenta a contra pressão e diminui a velocidade de injeção com mais pressão
primeiro verifica se os machos do molde tá numa temperatura ambiente ou gelado.
– Se estiver, tenta recalque por tempo. Pelo menos 0.5
– Pressão e velocidades uns 30 pontos a menos que tá usando pra injetar. Vê se tem algum tipo de resultado
– Parece ser rechupe, veja se não está zerando o colchão, um aumento no volume de dosagem e um pouco mais de pressão de recalque pode resolver
– Está injetando em PS? Se for bolha, pode ser velocidade de injeção muito rápida, não está dando tempo do ar que está dentro da cavidade sair.
Formação de bolhas – Material PS

Autor – Injetando copos e estão saindo com bolhas.
Comentários:
Abaixa um pouco a temperatura do canhão e a velocidade de injeção diminui a descompressão e aumenta um pouco a contrapressão.
Abaixa um pouco a velocidade do RPM que já resolve.
Resolve na descompressão e na velocidade de injeção e dosagem, funciona com pp, tritan e ps.
Quando acontece isso eu tiro a descompressão. Vai diminuindo na descompressão para ver se resolve.
Cuidado com a descompressão reduz ao mínimo que for possível. Aumenta a contrapressão na dosagem e baixa a velocidade de dosagem.
Diminui a velocidade de injeção.
Caso o problema persista importante verificar diâmetro do bico da injetora em relação a bucha do molde. Pode gerar turbulência (causando bolhas).
Pode também tirar o bico da máquina e aumentar o diâmetro, pois pode estar amassado.
Dependendo da máquina até o perfil de injeção resolva.
Velocidade baixa temperatura baixa.
É só aumentar mais uns 20 ºC na temperatura do canhão e aumentar a velocidade de injeção.
Tenta ir abaixando velocidade de injeção e temperatura aos poucos.
Baixa a velocidade de dosagem, aumenta a conta pressão.
Temperatura velocidade de dosagem e descompressão + velocidade.
Material com unidade. Já estufou o material?
Velocidade mais baixa.
Verificar as saídas de gás.
Temperatura também faz dar bolha.
Vai eliminado cada item que vai chegar a um resultado bom.
Solução – autor
– Consegui regular tirar as bolhas, mexendo na descompressão e velocidade da injeção.
Trinca aparente na borda da caneca – Material PS

Autor – Injetando caneca de 300 ml em molde com gaveta, mas saindo esse trinco perto da alça.
Comentários:
Pode ser que as gavetas estão geladas demais, tenta tirar ela com menos tempo de resfriamento e dá uma olha para ver se no fechamento não está amassado.
Autor – vou verificar.
Tenta abrir um pouco mais lento o molde
O ideal é não usar água gelada, talvez temperatura ambiente, mais correto é água quente acima de 60 °C.
Molde precisa de água quente e talvez uma injeção um pouco mais rápida do material para unir bem nessa parte, dá um pouco mais de tempo de resfriamento antes de abrir.
Verificar refrigeração do molde pode estar gelando demais, isso já aconteceu comigo e resolve.
Diminui um pouco a velocidade de abertura e pressão coloca caneca numa caixa com água gelada ajuda bastante contrair e também não deixa quebrar.
Verifica também o tempo de injeção e recalque.
O correto é usar água quente, mas nesse caso falou que não faz uso do equipamento.
Sugestão é restringir a passagem de água do molde para deixar a ferramenta mais quente.
Provavelmente terá que subir o tempo de resfriamento para o desmoldar. Uma injeção mais rápida também ajudaria.
Analisar as velocidades e pressões de extração também poderia ajudar.
Creio que a primeira velocidade de abertura do molde está muito rápida, tenta deixar ela mais lenta e aumenta uns 2 segundos de resfriamento.
Resolvo isso aqui, na velocidade de abertura repara o ponto da abertura de despende esse local e tenha uma atenção a mais, diminuindo ou aumentando, aqui diminuímos.
Pode ser quando estiver extraindo que isso acontece ou as gavetas quando abri, veja as posições das colunas e diminui a velocidade de abertura e extração.
Água natural no macho da parte fixa, deixa um pouco mais quente.
Autor – Vou fazer todos os testes.
Trabalhei em um molde muito parecido essa semana com esse mesmo problema, fiz polimento nas gavetas, verifiquei refrigeração dos postiços e gavetas e próximo da borda fina da caneca tem um rebaixo que pode influenciar muito.
Eu já trabalhei com um molde igualzinho essa peça, tira a gaveta fora da uma limpada por trás da gaveta, veja se não tem nenhuma sujeira por trás, e se não tem no fechamento da boca do copo atrás nenhum negativo que possa estar dificultando na abertura fazendo rachar, limpa tudo por trás as saídas de gases, e passa uma graxa nova, faz isso com frequência, vai ajudar muito no processo desse produto.
É retenção no abrir da gaveta, um polimento bem feito resolve.
Verificar bem a trinca se é antes da extração ou depois da extração, se tem alguma retenção na abertura, ou na extração. Um bom polimento em ambas as partes pode resolver ou aumenta a temperatura do molde.
Verificar bem a trinca se é antes da extração ou depois da extração, se tem alguma retenção na abertura, ou na extração. Um bom polimento em ambas as partes pode resolver ou aumenta a temperatura do molde.
Tem alguma retenção no molde pede para um ferramenteiro dar uma avaliada, com certeza é isso, foi a primeira impressão que tive.
Tem algum ponto negativo. Tira um pouco mais rápido. Recalque um pouco menor.
Verifique se tem alguma retenção no molde, já injetou com recalque zerado para ver
Verificar o ângulo de saída da alça da caneca.
Dá uma olhada no molde na região onde está trincando, pode ter uma contra saída.
Consegue verificar se está saindo trincada antes da extração ou é depois que extrai?
Autor – Antes.
Comentou que já sai trincado antes da extração, então é problema na gaveta, na hora que a gaveta abre está puxando e trincando, verifica se a abertura não está muito rápida diminui um pouco a primeira velocidade, que pode melhorar.
Conseguiu resolver? sempre saiu este problema ou iniciou agora? deve ser um amassado no molde na linha de emenda.
Se for PS, tenta adicionar algum aditivo para deixar o material mais resistente, verifique se a muita folga nas guias da gaveta.
Água natural no macho da parte fixa, deixa um pouco mais quente.
Solução – Autor
– Problema resolvido, limpei a graxa das gavetas e coloquei outra melhor. Também dei um aperto, pois estavam com um pouco de folgada.
Marca de queima – Material PS

Autor – Marca de queima na lateral copo long drink.
Molde com 04 cavidades, está com essa queima na lateral onde aparentemente está se fechando o fluxo do material, já fizemos saída de gás já tentei todas as regulagens possíveis.
Comentários:
Está a acontecer nas 4 cavidades?
Se for nas 4 cavidades, pode ser pressão de injeção alta e temperatura do material alta.
Faz uma saída de gás onde está queimando.
Tem que fazer saída de gás e injetar com velocidade baixa.
Baixar a temperatura do bico, e velocidade de injeção. Verificar saídas de gás.
Essa queima é característica de gás, talvez com uma velocidade de injeção baixa consiga resolver.
Faz uma saída de gás onde está queimando, pouca velocidade de injeção, se for matéria prima policarbonato trabalha com pouco no funil ou por aquecedor estufa no funil.
Injeta por perfil, escalona a velocidade, inicial baixa e aumenta no final.
Injeta por posição e baixa a pouco temperatura do canhão dos bicos também e também ver pressão de fechamento também pode ser que resolva seu problema
Aumenta um pouco a temperatura do material ou diminuir a temperatura do molde pode ajudar diminuir a velocidade de injeção com a temperatura mais alta resolve.
Várias sugestões, melhorar saída de gás, abaixar a temperatura do cilindro e também do molde, reduzir a tonelagem de travamento, velocidade de injeção. PS geralmente trabalha sem descompressão.
Atentar na descompressão, e velocidade do carregamento da rosca.
Se já tentou todas regulagens possíveis, então só pode ser sujeira de óleo indo para a cavidade. Ou no recuo da extração, gaveta. Óleo ou graxa.
Diminui velocidade de injeção, zera a descompressão diminui as temperaturas da máquina e do molde se for câmara quente alivia o fechamento, até sair a mancha se começar a sair algum excesso de matéria (rebarba) vai dando mais fechamento (altura de molde) até perceber que ficou bom.
Aquece mais o molde e injeta com velocidade baixa e diminua a pressão de injeção.
A descompressão deve estar alta, esse material trabalha com pouca descompressão.
Fluxo água quente baixa velocidade e perfil ajustado.
Alivia o travamento da máquina ou fechamento.
Aconteceu semelhante aí resolvi com essas duas observações. A primeira foi diminuir lentamente a pressão de injeção para observar qual cavidade ficava mais falhada, conferindo os capilares encontrei menor da peça falhada, outra observação foi tirar a entrada de água fria dessa cavidade.
Tira um pouco do travamento, faz com o mínimo possível o força de fechamento.
Alivia o travamento da máquina ou fechamento.
Eu aumentaria o gate, isso diminui a velocidade do material quando passa para dentro cavidade e evita queima por estrangulamento gerando degradação.
Anel na boca do copo mais grosso que a parede lateral o material fecha a saída de gás antes de completar a parede lateral o gás fica preso no meio da peça e explode no recalque tem que afinar esse anel na boca ou engrossar a parede lateral.
A causa do problema é a boca do copo mais grossa que a parede, por isso o material fecha a saída de gás antes de terminar o preenchimento da parede do molde, que possivelmente é mais fina.
Faça um corte da peça na área da queima e no lado oposto; caso tenha diferença de espessura, centralizar o macho desta cavidade em relação à matriz.
Na maioria das vezes é molde com um dos lados com espessura menor, porém se não haver paredes desalinhada, pode ser saída de gazes obstruída.
O macho está deslocado, tem que ajustar o fechamento cônico, para travar todo conjunto.
Se as regulagens de processo não derem certo, faz alguns cortes no copo, corte paralelo a boca e na longitudinal, uns 20 mm de um corte para outro e veja se tem diferença de espessuras. Pode ser que na região da queima esteja mais fino. Então precisa mexer no molde.
Primeira coisa, medir a espessura de parede, é nítido a presença de gás, ficar fazendo ajustes muito finos dará margem para ocorrer erros, por isso a melhor solução seria aumentar a espessura de parede, ter uma saída de gás mais eficiente e também verificar a hipótese de injetar com menor velocidade e com um tempo de injeção mais logo permitindo assim que o gás saia sem deixar rastro.
Isso é deslocamento do macho, não pode finalizar a injeção nas laterais, o gás não tem para onde ir, pode ser uma falha no projeto, onde tem pouca base para fixar o macho. O macho precisa entrar um pouco na base para compensar a altura e não deslocar, uma solução é colocar um aquecedor de molde para deixar o molde quente e usar a menor pressão possível, e controlar a velocidade para finalizar a injeção nas bordas do copo, e muita saída de gás.
Se não houvesse essa diferença de espessura na peça, 90% dos comentários estariam corretos.
O problema está no molde, e o pessoal está tentando resolver no processo. Vai ser difícil alinhar isso no processo sem causar mais problemas na peça.
Se a parede estiver deslocada estrangula a passagem fazendo com que a saída de gás fique desta forma esse e o problema.
Solução – autor
– Descobrimos que a uma diferença na espessura das paredes dos produtos, molde travou na máquina, não conseguimos abrir está na bancada para desmontar e refazer ajuste do centro dos machos em relação às matrizes para solução do problema, encontramos 0.50 de diferença.
Fundo caneca deformada – Material PS

Autor – Tentei várias coisas, mas fundo da caneca sai assim, já abaixei temperatura, diminui o recalque.
Comentários:
Isso é típico de molde quente. A água não deve estar circulando ou ligada errada. Se for problema de compactação aumenta a contrapressão, aumenta bastante.
Usa água da geladeira? Tempo de arrefecimento?
Refrigeração da parte fixa obstruída. Molde entupido.
Calor demais no macho, refrigeração deficiente ou mal feita.
Está muito quente nessa zona. Temperatura muito alta. Está faltando refrigeração.
Verifique a temperatura do molde na caneca, preferencia usa água gelada.
Eu injeto com água gelada, fica top não dá isso não.
Refrigeração do molde errada, ou temperatura da Câmara quente muito alta.
Primeiro deixa a água individual sem ponte! Segundo aumenta o tempo de resfriamento em terceiro preencher a peça com a injeção só depois que estiver completa recalcar.
Tempo de compactação e de resfriamento está muito rápido, se a peça for de parede grossa no fundo o macho deverá ter um bom sistema de refrigeração, tudo indica falta de refrigeração no macho. Tempo de arrefecimento e temperatura de molde.
Parece que o molde está com a segunda placa muito quente, procure colocar água industrial nesta placa. Corrija a descompressão, aumente um pouco o tempo de resfriamento.
Verificar temperatura do aparelho, diminuir.
Abaixe a temperatura da câmara quente do molde, me parece estar em excesso. Verifique a passagem de água por esse molde, se está na temperatura ideal.
Mal circulação de água no postiço que está acoplado o bico quente nada mais que isso.
Tem que ver o resfriamento do molde, aumenta o tempo de recalque e pressão e vai acompanhando, pode ser que esteja tendo mal circulação de água no molde.
Parece que a água não está circulando. Verifique a refrigeração.
Tempo de resfriamento. Verifica temperatura da água.
Descompressão.
Esse molde é com câmera quente?
Verifique a temperatura do macho, aparentemente está mantendo temperatura alta de frente com o ponto de injeção, verifique se a água está passando corretamente, faça escalonamento do recalque, aumente o tempo do recalque para aproximadamente 4 segundos após o tempo de injeção, podendo ser até mais no recalque, comece com tempo razoável de resfriamento, depois vai se regulando o melhor tempo de ciclo, Acredito que a caneca seja cônica, mas até o vácuo que forma durante a extração pode repuxar o fundo da caneca, as vezes precisa de entrada de ar no fundo do macho ( interno da caneca ) até mesmo válvula de saída de ar no fundo do macho para extrair a peça.
Falta de saída de gás. Faz saída de gás, se não resolver por completo, já quase resolve.
Está faltando massa, injeta até preencher a peça e depois entra com recalque com no máximo 70% da pressão de injeção, só para manter o dimensional. Qual a matéria prima, PS? Tem que estar bem quente.,
Velocidade de injeção tem que estar bem baixa, coloca mínimo de velocidade e vai aumentando bem devagar, até achar a compactação desejada.
Creio que a temperatura do bico esta alta.
Pode ser material contaminado.
Bico quente com excesso de temperatura.
Da uma atenção no tempo de injeção.
Pela imagem está parecendo que a máquina está sem descompressão, verificar isso e verificar também quanto está usando de contrapressão.
Isso pode ser vários problemas espessura, canal de injeção, temperatura, refrigeração tempo e recalque.
Usa resfriamento antes da dosagem abaixa temperatura do material.
Aí tem que controlar a temperatura do controlador do molde bico do molde muito quente.
Corta uma peça e mede a espessura do fundo. Está muito fina. Se o molde passou por uma manutenção mínima coisa mais fina faz isso.
Verifica a espessura do furo do bico de injeção.
Material está babando, tem que ir aumentando a descompressão até parar.
Olha a pressão do ar que aciona os bicos, veja se estão corretos, caso esteja o bico pode estar travando.
Tempo recalque maior.
Aumenta tempo de injeção e tempo de recalque que vai ajudar resolver seu problema.
Aumenta a pressão e diminui o fechamento.
Aumentar condicionamento, refrigeração e diminuir a temperatura dos bicos.
AGUARDAMOS SUGESTÕES PARA MELHORAR O CONTEÚDO
Esperamos ter colaborado com os profissionais!
Fonte: Grupo Facebook
Criação, edição e resumo: Moldes Injeção Plásticos
Acesse, isso também irá facilitar o trabalho do profissional:
TABELAS COM VALORES PARA APLICAÇÕES DE TERMOPLÁSTICOS
INDICAÇÕES PARA O PROCESSAMENTO DE DIFERENTES MATERIAIS PLÁSTICOS – 01
INDICAÇÕES PARA O PROCESSAMENTO DE DIFERENTES MATERIAIS PLÁSTICOS – 2