

Desenvolvimento do Projeto do Molde
É importante considerar alguns fatores para o desenvolvimento do projeto.
O molde deve ser planejado de forma simples e racional.
Devido aos altos custos dos moldes, devemos utilizar formas de usinagem corretas, obtendo assim ganho no prazo de entrega e tempo de máquinas de usinagem.
Seus mecanismos de concepção funcional e com garantias de que não ocorrerão falhas durante a produção, geradas por desgastes, engripamentos ou quebra dos componentes.
Outro fator importante é a manutenção dos moldes, devemos prever uma desmontagem e montagem rápida para a reposição das partes danificadas, com fácil acesso aos mecanismos, versatilidade na retirada de parafusos, extração dos pinos de localização e postiços.
Conferindo assim ao molde facilidade no manuseio que irá reduzir custos e beneficiar a produtividade.
O molde deve ser prático e obedecer padrões que promovam facilidades para o set-up, como utilização dos olhais de transporte, mangueiras de refrigeração do lado oposto ao operador ou instalação de manifold de refrigeração para facilitar a conexão dos bicos de mangueira, abas do molde na vertical, tamanho dos moldes compatíveis
com os padrões da injetora, facilidade de extração, troca rápida, evitar pontas de postiços muito delgadas pois o operador no momento da extração poderá se ferir, e todo e qualquer sistema que ofereça risco de acidentes.
Em suma, devemos sempre verificar as possíveis dificuldades que podem surgir nas etapas posteriores (construção, manutenção e produção) durante o projeto para serem eliminadas antes da execução do molde.
Uma opção viável para evitar falhas de projeto é a realização do P. F. E. M. E. A. que através das experiências anteriores impedirá que se repitam os problemas já ocorridos nos projetos passados que o projetista ignorava por falta de contato com os clientes posteriores (ferramentaria, manutenção e produção) .
Elementos padronizados são também uma forma de agilizar a fabricação de moldes e flexibilizar a manutenção, pois os elementos são de fácil aquisição, prazo de entrega rápido e ótima qualidade.
Isto faz com que tenhamos mais tempo para nos dedicarmos a construção das partes ativas, partes estas de maior responsabilidade no molde que asseguram dimensional, acabamento do produto, qualidade e repetibilidade no processo.
Para o projeto do molde, devemos reunir o maior número possível de informações para que possamos projetar a ferramenta de acordo com as necessidades pertinentes ao
produto:
• Desenho do Produto definitivo
• Amostra
• Material a ser injetado e sua contração
• Quantidade mensal a ser produzida
• Dimensões da injetora que irá trabalhar
• Número de Cavidades
• Acabamento superficial
• Regiões isentas de marcas de extração e outras
• Área permitida para extratores e fechamento
• Ponto de injeção
• Regiões de encaixe para montagem de produto
Projeto do Produto
Para o projeto de produto devemos considerar vários fatores fundamentais, estamos enfocando as peças obtidas pelo processo de injeção em termoplásticos.
Devido a gama de produtos transformados pelo processo de injeção ser muito grande a idealização dos mesmos deve obedecer a critérios e exige alguns conhecimentos de projeto de moldes e processo de injeção, pois é importante a visualização dos detalhes do molde bem como mecanismos de acionamento, região de injeção, forma de
extração, sistema de montagem do produto, gravações entre outros.
Estes cuidados são importantes porque as peças assim obtidas devem passar por mínimo ou nenhuma operação adicional de retrabalho, isto agregaria custos adicionais ao produto final.
As peças devem sair do molde satisfazendo todas exigências do cliente e pronta para ser utilizada desempenhando suas funções mecânicas, físicas e estéticas.
Contração
Considerando-se a relação molde/produto final, devemos elaborar um estudo criterioso das dimensões das cavidades para obtermos o produto final dentro das especificações dimensionais pedidas em desenho de produto.
No momento em que o material é resfriado dentro das cavidades ele se contrai e a moldagem final do produto fica menor que o original do molde.
Sendo assim, quando no projeto de molde devemos prever a adição de uma porcentagem a mais sobre as medidas do produto citadas em desenho de produto.
Este percentual deverá ser correspondente ao material a ser injetado que para maior segurança deverá ser informado pelo fabricante da matéria prima.
A contração é volumétrica, portanto, todas as dimensões devem sofrer o acréscimo deste valor, podendo sofrer variações de acordo com o processo e o equipamento, a temperatura de trabalho e o empacotamento dado pela pressão de injeção e recalque são fatores que influenciam diretamente sobre as dimensões finais.
A adição de cargas no material como, por exemplo, fibras de vidro, micro esferas de vidro e talco também alteram a contração.
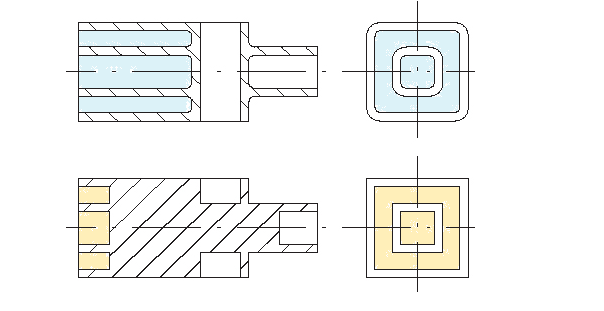
A contração do produto sempre ocorrerá por sobre o macho afastando-se da cavidade facilitando a extração, pelo fato do sistema extrator localizar-se do lado móvel.
A medida final do molde obteremos de acordo com a seguinte fórmula:
D=P+S
D = Dimensão final do molde em mm.
P = Dimensão do produto em mm.
S = Valor da contração em porcentagem (%).
Tolerâncias Dimensionais
As tolerâncias dimensionais solicitadas no desenho de produto devem garantir três fatores de muita importância na fabricação do molde e na produção das peças:
– Variação de contração no processo: os valores indicados pelo fabricante são obtidos através de testes efetuados em condições específicas, e não possuem as mesmas condições particulares da máquina injetora, podendo haver diferenças.
– Ângulos de saída: conicidade obrigatória para tornar possível a extração do produto dos machos.
– Tolerâncias de variação na confecção das cavidades: considerando-se que é impossível obtermos peças usinadas com tolerâncias zero, devemos prever os desvios no processo de usinagem das cavidades.
Em casos que temos tolerâncias pequenas podemos prever um sobremetal nas peças usinadas de forma que possa ser retirado
material (aço) para possibilitar a adequação do molde após o exame dimensional do produto.
Para tal devemos executar os machos dentro das tolerâncias máximas e as cavidades dentro das tolerâncias mínimas.
Verifique o exemplo abaixo:
Material: Polipropileno
Contração: 0,4%
D = P + S
Para se obter uma constante e tornar os cálculos mais ágeis podemos usar:
X = (0,4/100) +1
Constante = 1,004
Tolerância = +/- 0,1
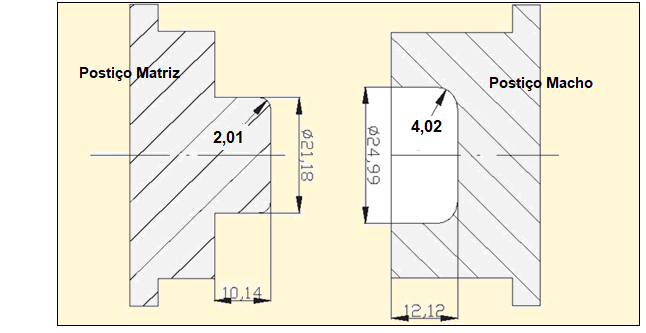
Para determinarmos as medidas para o molde, devemos inicialmente jogar com as tolerâncias do produto, observando sempre que no macho as tolerâncias vão para mais e na matriz as tolerâncias vão para menos. Disso resulta que devemos proceder da seguinte maneira:Produto

Processamento
Medidas para a cavidade:
25 – 0,1 tolerância = 24,9 x 1.004 = 24,99
12 – 0,1 tolerância = 12,1 x 1.004 = 12,14
R2 x 1.004 = 2,01 (arredondamento)
R4 x 1.004 = 4,02 (arredondamento)
Medidas para o macho
21 + 0,1 tolerância = 21,1 x 1.004 = 21,18
10 + 0,1 tolerância = 10,1 x 1.004 = 10,14
X = (0,4/100) +1
Espessura de Parede
As formas típicas das peças não são blocos de material, e sim formas compostas por placas e paredes de pequena espessura. Existem limites razoavelmente bem definidos para a espessura das paredes destas peças, visto que, uma parede de espessura muito pequena e de grande superfície é impossível de ser injetada, pois o molde absorve muito rapidamente o calor da massa plastificada, fazendo-a solidificar-se antes de preencher totalmente a cavidade, e por outro lado, o acúmulo de massa de uma parede muito grossa provoca distorções na peça, principalmente para termoplásticos.
Além das considerações de processo, devemos estar atentos ao custo. Para que se consuma uma quantidade mínima possível de material por peça, as paredes da mesma deverão ser tão finas quanto o permitam as solicitações mecânicas as quais ela estará sujeita.
Como regra geral, as espessuras das paredes da peça devem ser as menores possíveis, desde que se respeite as características reológicas do material escolhido (para que seja possível encher a cavidade do molde), mesmo que para obter a resistência mecânica requerida, seja necessário acrescentar nervuras na peça.
Geometria do Produto
Se considerarmos a cavidade onde será injetada a peça, como sendo um duto a ser percorrido pelo material com um mínimo de “perdas de carga”, fica claro que devemos evitar a todo custo estrangulamentos, variações bruscas de seção bem como cantos vivos nas junções das paredes da peça.

Variações das Espessuras de Paredes
As paredes da peça devem sempre que possível ser uniformes e de mesma espessura. Quando houver necessidade absoluta de espessuras diferentes nas várias seções de uma mesma peça, a transição de uma espessura para a outra deve sempre que possível ser gradual.
Raios de Arredondamento
Todos os cantos da peça, com exceção daqueles formados no plano de fechamento do molde, devem ser arredondados com raios bem generosos, com valores entre 0,2 e 2,5 vezes a espessura das paredes da peça.
Isso deve ser feito principalmente nos cantos internos, no encontro de paredes e no engaste de nervuras.
Cantos vivos, quando internos, concentram tensões enfraquecendo as peças, e quando externos, em muitos casos, são difíceis de preencher, resultando em peças incompletas, e facilitam a usinagem do molde.
Nervuras
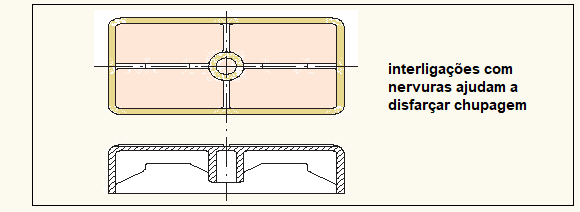
O acréscimo de nervuras bem distribuídas e proporcionais também melhora a estabilidade geométrica do produto. A espessura das nervuras, devem ficar entre 0,2 e 0,7 vezes a espessura da parede da peça, dependendo do termoplástico que será utilizado, para evitar chupagem. A altura das nervuras não deve ultrapassar 6 vezes a espessura das mesmas. Se for injetável a criação de nervuras de grande espessura em peça cuja aparência ficaria muito prejudicada com o aparecimento de eventuais marcas de chupagem, deve-se fazer com que as linhas de engaste das nervuras nas paredes coincidam com detalhes externos da peça como cantos, por exemplo, ou em último caso, até mesmo de criar intencionalmente frisos ou detalhes estéticos sobre as linhas onde apareceriam as marcas de chupagem, com o fito de disfarçá-las.
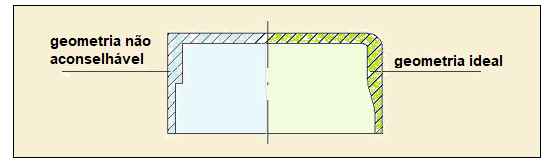
Modificação da geometria para disfarçar chupagem nas superfícies externas da peça e interligações por nervuras para obter o efeito “colméia”.
Marcas de Solda do Material
O material ao preencher a cavidade de um molde, avança como um líquido percorrendo um duto.
Se o fluxo de material for dividido por um obstáculo, tal como um pino do molde, uma gaveta, contornar este obstáculo e voltar a se juntar após o mesmo, as duas frentes não se unem, misturando-se de forma perfeita e homogenia, pois a película externa do termoplástico, de temperatura levemente inferior à do núcleo da massa plastificada, impede a mistura.

Insertos Metálicos
Um recurso muito utilizado quando peças de termofixo ou termoplástico possuem regiões sujeitas a solicitações e esforços que ultrapassam aqueles que podem ser suportados pelo referido material é prover estas regiões com insertos metálicos. Este recurso também é utilizado quando a peça possui uma geometria que dificultaria a construção do molde, como por exemplo, um furo com rosca, o qual exige um macho
de forma de pino roscado que gire durante a extração da peça; o uso de inserto roscado, neste caso, simplifica bastante a construção do molde.
Exemplos de aplicações para melhorar localmente as propriedades mecânicas das peças, seriam o de um furo que funcione como mancal, no qual o termoplástico de que é feita a peça não suportaria o atrito com o eixo, ou então, o de um furo roscado, no qual os filetes da rosca, se feitos de termoplástico, não suportariam o torque requerido.
Insertos metálicos, portanto, são peças metálicas acopladas de forma permanente às peças para obter geometrias específicas ou propriedades mecânicas melhores.
Concepção de Produto
A concepção de peças termoplásticas obedecem rígidas normas de funcionamento e exigem cada vez mais o aperfeiçoamento dos métodos de projeto, processos de transformação e fabricação do ferramental, por isso devemos avaliar os aspectos técnicos e funcionais dos produtos em desenvolvimento com o propósito de conseguirmos o máximo de informações possíveis que irão agilizar e facilitar a obtenção do produto final com o nível de erros minimizados.
Podemos contar com o auxílio de várias ferramentas onde os resultados são comprovados em relação a sua eficiência e aplicação quando na confecção de novos projetos.
Cada vez mais a utilização se torna necessário devido as exigências do mercado no que se refere a prazo, custo, desempenho e qualidade.
Esses instrumentos nos oferecem vantagens relacionadas aos parâmetros de processo dimensionais e funcionais.
-C.A.D.: Desenho Assistido por Computador
-C.A.E.: Engenharia Assistida por Computador
-C.A.M.: Manufatura Assistida por Computador
Estes programas são de grande flexibilidade por permitirem modificações e fácil visualização do produto antes de sua consumação.
Podemos avaliar o comportamento do polímero e do ferramental no momento da injeção e desempenho do produto final à nível de funcionamento.
Funcionalidade do Produto
Os produtos de características técnicas ou também chamados peças de engenharia que são de aplicações que exigem um funcionamento sem falhas, dimensões precisas, durabilidade devendo resistir a um número de ciclos com repetibilidade estável ou em outras funções de acordo com as necessidades. Utilizados por exemplo em mecanismos substituindo partes metálicas ou outros materiais mantendo as mesmas
características do elemento, chegando até mesmo superá-los com algumas vantagens, como por exemplo:
• Redução do peso do produto;
• Fácil obtenção das peças após a construção do molde;
• Repetibilidade;
• Redução do preço final do produto;
• Variedade de cores;
• Disponibilidade de materiais.
Fonte: Moldes Injeção Plásticos