

A aplicação bem sucedida de um sistema de câmara quente em um ambiente de moldagem requer uma análise detalhada do tipo de bico, resina e expectativas do transformador.
Os sistemas de câmara quente são componentes chave para os moldes de injeção de múltiplas cavidades, e para aplicações onde eliminar o canal frio (galho) é fundamental. Ironicamente, a câmara quente é o componente de menor conhecimento sob a perspectiva dos fabricantes de moldes e ferramenteiros.
A câmara quente, por mais simples que possa parecer, é um sistema complexo, com solicitações hidromecânicas, tecnologia em transferência e balanceamento térmico e precisão na fabricação. O sucesso da aplicação no ambiente de injeção está diretamente relacionado com tipo de bico e vestígio, geometria da cavidade, resinas e expectativas dos transformadores relacionados ao produto final.
O atendimento ideal de um fornecedor de câmara quente deve abranger desde o projeto e as necessidades do produto, passando pelo projeto do molde até os requerimentos de fabricação, para garantir o sucesso da aplicação da câmara quente.
Através das revisões de aplicação algumas questões podem ser avaliadas ainda em uma fase inicial de projeto :
1 – As peças podem ser realmente injetadas e atendem a necessidade de projeto do produto?
2 – A máquina injetora tem pressão ou velocidade suficiente para injetar a peça?
3 – O molde pode operar realmente com o processo previsto?
Estas análises e verificações produzem um grande benefício para prever a performance do sistema e identificar problemas potenciais, direcionando para um desafio maior na aplicação.
REVISÃO DE APLICAÇÃO
A revisão de aplicação envolve três etapas principais:
Análise em CAE (Computer Aided Engineering = engenharia auxiliada por computador) ou simulação numérica pelo método de elementos finitos;
Teste de resinas e Projeto do conceito para o sistema de câmara quente
Análise CAE : As ferramentas computacionais de engenharia, como o aplicativo de análise Moldflow, são usadas para analisar o padrão de escoamento do fluxo do plástico em sistemas de moldagem por injeção. Estes programas podem ser usados para definir o projeto do molde e prever dados importantes como: pressão de injeção, linhas de fluxo, temperatura da frente de fluxo, eficiência do sistema de refrigeração, contrações, empenamentos e outros detalhes no produto ainda na fase de projeto e concepção. Na figura 1 podemos ver o comparativo entre o que foi simulado e do preenchimento passo a passo de uma peça real.

A figura 1 mostra o comparativo entre o simulado via software e a injeção real ( progressiva ).
O software consegue simular com grande exatidão o que vai acontecer no processo real. Na figura 2 seguinte, pode-se verificar que o sistema previu antecipadamente que uma determinada peça não seria preenchida completamente e o mesmo se repetiu com perfeição na fase de try-out.

Figura 2 mostra peça com injeção incompleta – comparativo entre o virtual e o real .
A precisão destas ferramentas CAE está ligada diretamente com os dados de entrada na ferramenta. Por isso as ferramentas de simulação levam em conta dados muito mais importantes do que o simplesmente índice de fluidez do material, parâmetro popularmente utilizado para determinar e comparar os materiais termoplásticos.
Reologia
Os dados reológicos da resina são fundamentais para as ferramentas CAE. O índice de fluidez representa apenas um ponto dentro de uma curva de comportamento reológico do material. Segundo dois dos três princípios básicos da geometria, são necessários no mínimo dois pontos para determinar o comportamento de uma curva (lembrando que toda reta é uma curva segundo os conceitos básicos da geometria). E ainda, que por um único ponto podem passar infinitas curvas ou retas.
Sendo assim, quem determina o comportamento do escoamento de uma determinada resina é a curva reológica do material ou curva de viscosidade, conforme apresentado na figura 3.
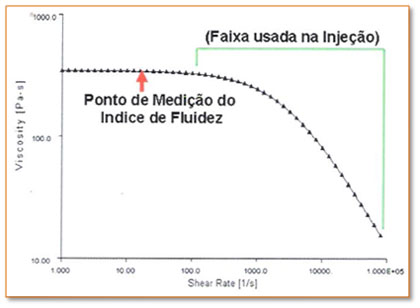
Figura 3 : Curva de viscosidade típica para os termoplásticos.
Isso porque os termoplásticos são fluidos não New-tonianos, onde a variação da taxa de cisalhamento do material faz com que ocorram variações na viscosidade, diferentemente da água, que é um fluido Newtoniano. Na grande maioria dos casos o índice de fluidez é medido no platô newtoniano da resina termoplástica, onde a taxa de cisalhamento é tão baixa que não ocorrem variações na viscosidade.
No processo de injeção que conhecemos, as taxas de cisalhamento são elevadas e fora do platô newtoniano (figura 4), onde as variações de viscosidade no material ocorrem. Esta curva é levantada através da utilização de um reômetro.
Na figura 4 podem-se ver dois materiais com o mesmo índice de fluidez, porém com curvas de viscosidade diferentes. Esta diferença pode ser vista na figura 5, através do resultado de pressão de injeção 40% maior entre as resinas para uma mesma peça que está nas mesmas condições de processamento para injetar um polietileno de alta densidade (PEAD).

Figura 4 – Comportamento da curva de viscosidade entre dois materiais com omesmo indice de fluidez.

Figura 5 – Resultado da simulação entre duas resinas: diferença de 40% no resultado referente à pressão de injeção.
O mais indicado é sempre fazer uso destes aplicativos de engenharia em projetos de moldes de injeção nos primeiros estágios. Mesmo uma análise feita em um estágio primário de desenvolvimento do produto pode resultar em subsídios e indicações importantes sobre a probabilidade de preenchimento da peça e tempo de ciclo estimado, requisitos necessários para a máquina injetora e o posicionamento das linhas de emenda.
Usando estas ferramentas computacionais, as interações podem ser facilmente implementadas para simular um novo cenário, sendo que o custo e o tempo destas interações são exponencialmente menores, reduzindo assim a quantidade de possíveis testes dos moldes sem sucesso no futuro.
Enquanto o uso destas ferramentas computacionais está se tornando cada vez mais popular, a adição da geometria do manifold da câmara quente nas análises só recentemente vem se tornando uma opção viável. Com o advento tecnológico dos softwares e hardwares, modelar a geometria dos canais de distribuição do manifold se tornou uma tarefa mais simples, proporcionando uma maior exatidão aos resultados obtidos.
Outra grande vantagem de modelar os canais da câmara quente no software está na possibilidade de balancear o preenchimento dos moldes com duas ou mais cavidades de tamanhos diferentes entre si, chamados popularmente de moldes família. Na figura 6 é apresentada uma simulação onde os canais foram modelados para um molde família.
Moldes Família : Os moldes família são usados para fazer peças de forma mais econômica, quando o volume de produção é menor, ou ainda para maximizar a utilização da capacidade instalada na fábrica.
Nestes moldes o ideal é que todas as cavidades, mesmo as com pesos diferentes, sejam preenchidas ao mesmo tempo. Caso contrário, quando uma peça ainda estiver incompleta, a outra peça de peso menor será sobre-compactada até que duas cavidades estejam completamente preenchidas.

Figura 6 : Molde familia com os canais internos da câmara quente.
Tradicionalmente, os moldes família são balanceados pelo canal frio ou ainda apenas no diâmetro do gate de entrada. Hoje todas as peças em molde família podem ter a câmara quente com injeção direta na peça, utilizando um manifold balanceado.
Uma alternativa muito utilizada é a injeção com bicos válvulados, que utiliza um sistema de seqüenciamento de abertura do gate. Porém, mesmo com este tipo de sistema, faze-se necessário o uso de um manifold balanceado, uma vez que a vazão pode cair a praticamente zero nos bicos que iniciaram a injeção abertos, ao mesmo tempo em que as outras válvulas são acionadas. Além disso, é necessário o uso de um controlador seqüencial que nem sempre está incluso ou disponível nas máquinas injetoras e fábricas.
A seguir é apresentado um exemplo de câmara quente que foi desenhada para aplicação de molde família com seis cavidades e três tipos de peças varia de 49 até 171 gramas.
— Para facilitar o entendimento as peças estão denominadas A,B e C.
— Peça A – 2 cavidades com 171 gramas cada, injetando por três pontos/peça.
— Peça B – 2 cavidades com 166 gramas cada, injetando com um ponto/peça.
— Peça C – 2 cavidades com 49 gramas cada uma e injetando com um ponto/peça.
Em função da disposição das cavidades no molde, a peça de maior peso deveria ter o fluxo de material balanceado com a peça mais leve. Nas cavidades B e C o projeto possibilitou o uso de um semi-galho, onde o diâmetro deveria ser ajustado para a menor massa possível.
Sem uma ferramenta de simulação CAE para este balanceamento seriam necessárias inúmeras e custosas interações no molde, na geometria dos Gates e nos semi-galhos, resultando em perdas de horas de engenharia, manufatura e prazos.
Para balancear um molde família, o primeiro passo é determinar a pressão ideal de preenchimento para cada cavidade. Esta seria a pressão necessária para preencher a cavidade como se o molde tivesse apenas um tipo de cavidade. Deve ser determinada a diferença de pressão entre a cavidade maior e a menor, utilizando o mesmo tempo de preenchimento.
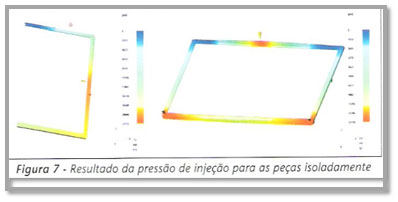
A diferença de pressão nesta aplicação, após a realização das análises, foi significativa (973 bar para a peça C contra 1.593 bar para a peça A), considerando que se tratam de peças de parede fina. Porém deve-se levar em consideração que a peça A tem três pontos de injeção contra apenas um da peça C.
Análises preliminares apontaram a necessidade de um numero maior de pontos, justamente para reduzir a pressão de injeção. Na figura 7 são mostrados os resultados de pressão.
Outro detalhe nesta aplicação é que não foram utilizados bicos valvulados, o que poderia facilitar o balanceamento através do artifício da injeção seqüencial. O sistema de câmara quente precisa atingir o balanceamento através dos diâmetros dos canais do manifold e do comprimento de fluxo.
O projeto final teve os canais internos do manifold e bicos do sistema de câmara quente, além dos semi-galhos, desenhados para obter o melhor balanceamento no preenchimento. Isso só foi possível através do uso da ferramenta de simulação CAE. O resultado é um projeto de câmara quente único e exclusivo para a aplicação deste molde.
O sistema foi composto por três manifolds e 10 bicos de injeção como pode ser visto na figura 8

Teste de Resinas
Os testes de resina devem ser executados para avaliar a processibilidade da resina para uma aplicação específica em relação às combinações dos componentes da câmara quente. O teste de resina precisa ser realizado principalmente quando existe um pequeno ou nenhum histórico de processamento com câmaras quentes para um tipo de bico específico ou requisitos de qualidade para o vestígio de um determinado produto. Serve ainda para verificar se a máquina injetora a ser usada está alinhada com as limitações e necessidades de processamento, sem que o produto final seja comprometido. As principais etapas do teste de resina são:
— Avaliar as razões de injeção e correspondentes pressões para determinar o tempo de preenchimento otimizado e usado no teste;
— Estabelecer a faixa de temperatura onde serão produzidas peças aceitáveis ou dentro de um padrão de qualidade pré-estabelecido;
— Variar o tempo e a pressão de recalque de forma experimental a fim de determinar o ponto inicial para produzir peças com o melhor dimensional possível, levando ainda em consideração a qualidade do vestígio;
— Avaliar a sensibilidade da resina em relação ao tempo de residência;
— Aperfeiçoar cada parâmetro do processo com o objetivo de estimar o ciclo total para a aplicação.
Além dos testes padronizados, um teste direcionado pode ser feito para avaliar e determinar uma janela de processo de acordo com as necessidades do projeto.
O teste de resina auxilia o direcionamento do projeto, pois dados importantes como janela de processo, qualidade do vestígio e corpos de prova injetados com material a ser utilizado podem ser avaliados antes mesmo de o projeto ser concluído.
Projeto do Conceito da Câmara Quente
Outro passo importante é o projeto do conceito da câmara quente, que inclui layout do manifold e placas que compõem o sistema. Esta etapa pode ser uma peça chave na análise crítica do projeto do molde.
O conceito do manifold deve ser feito de forma que os canais internos proporcionem ao processo de injeção a melhor eficiência. O manifold ideal deve ser desenhado com um padrão de simetria, com comprimentos de fluxo, número de curvas e mudanças internes de níveis iguais para todos os bicos. No caso de um molde família ou molde não simétrico podem ser adicionados curvas e canais com comprimentos diferentes para balancear devidamente o sistema.
O objetivo final do conceito é auxiliar tanto o projetista do molde quanto o projetista da câmara quente a obter o melhor balanceamento possível no ssitema (molde+câmara quente).
O objetivo final do conceito é auxiliar tanto o projetista do molde quanto o projetista da câmara quente a obter o melhor balanceamento possível no sistema (molde+câmara quente).
No projeto a seguir é apresentado como o uso desta ferramenta foi importante no balanceamento do fluxo e no controle da posição de linha de emenda ou na linha de junção de fluxo, para uma peça com três pontos de injeção. O conceito, além do balanceamento, levou em conta o layout e o espaçamento entre os bicos para atender as necessidades do projeto em relação ao projeto do porta-molde. A avaliação foi feita através de estudo detalhado do conceito da câmara quente e o resultado final pode ser visto na figura 9.
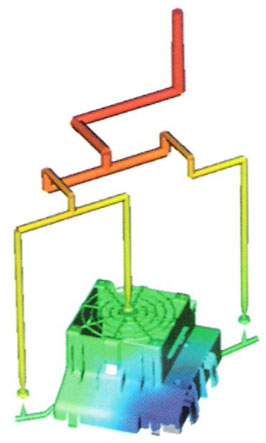
Figura 9 – Balanceamento de injeção para uma peça
Complexa.
Foi feita uma combinação de um bico injetando diretamente sobre o produto, e dois bicos injetando sobre semigalhos em um molde de cavidade única.
Em conjunto, o projeto do conceito das placas da câmara quente pode auxiliar o projetista do molde com relação aos detalhes de fixação, alinhamento e no dimensionamento da altura máxima do molde.
Com o detalhamento do bico a ser utilizado na aplicação inserido no projeto do molde, o projetista do molde pode verificar se há espaço suficiente para o alojamento do bico.
Outro aspecto importante e que muitas vezes é colocado de lado é a refrigeração da região do alojamento do bico, conforme apresentado na figura 10.
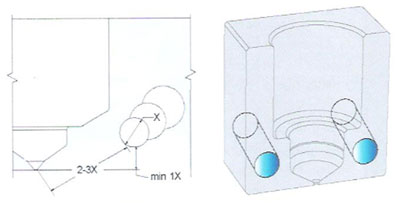
Figura 10 – Refrigeração ideal na região do alojamento do bico.
Principalmente nos bicos térmicos ou convencionais, esta refrigeração é quem garante ou não uma excelente qualidade do vestígio do produto.
Em muitas aplicações, como na linha alimentícia, a falta de refrigeração na região do alojamento do bico pode facilitar a formação de grandes fiapos, que podem ser confundidos facilmente com fios de cabelos.
Os principais pontos a serem verificados durante o projeto de uma câmara conceito são:
• Balanceamento de fluxo e perfil térmico do manifold;
• Diâmetro dos canais;
• Resistência mecânica do aço utilizado no manifold, principalmente em aplicações de alta pressão como os moldes de parede fina;
• Diâmetro do orifício de passagem do material (diâmetro do gate);
• Acesso para refrigeração na região do alojamento do bico; e
• Necessidade de componentes para resistir a materiais abrasivos e corrosivos.
CONCLUSÃO :
Por mais simples que possa aparentar, a câmara quente é um componente complexo do molde, com vários detalhes e especificações que, quando levados em conta, trazem grandes benefícios aos processos de injeção.
Simulações CAE, testes de resinas e projeto de uma câmara quente conceito devem ser desenvolvidos pelos fornecedores de sistemas de aquecimento em parceria com as ferramentarias, sempre que existe projeto de um novo molde, seja ele simples ou complexo.
Envolver o fornecedor do sistema de câmara quente nos estágios iniciais do projeto do molde permite que o produto e o processo final de injeção sejam otimizados, eliminando futuros obstáculos.
FONTES DE CONSULTA
– Moldflow Plastics Insight – On Line Help, Wayland, MA, 2007;
– Advanced Flow Analysis Training Manual, Wayland, MA, 2005;
– Injection Molding Handbook, Rosato, V. D., 1999
Robson Gonçalves – Engenheiro Mecânico com especialização em polímeros atuando até desligamento em julho de 2011 no mercado de câmara quente nas áreas de engenharia, desenvolvimento, suporte ao cliente e fabricação na posição de Gerente de Operações da Mold Masters do Brasil.
Fonte : Revista Ferramental
.
Figura 10 – Refrigeração ideal na região do alojamento do bico.
Principalmente nos bicos térmicos ou convencionais, esta refrigeração é quem garante ou não uma excelente qualidade do vestígio do produto.
Em muitas aplicações, como na linha alimentícia, a falta de refrigeração na região do alojamento do bico pode facilitar a formação de grandes fiapos, que podem ser confundidos facilmente com fios de cabelos.
Os principais pontos a serem verificados durante o projeto de uma câmara conceito são:
• Balanceamento de fluxo e perfil térmico do manifold;
• Diâmetro dos canais;
• Resistência mecânica do aço utilizado no manifold, principalmente em aplicações de alta pressão como os moldes de parede fina;
• Diâmetro do orifício de passagem do material (diâmetro do gate);
• Acesso para refrigeração na região do alojamento do bico; e
• Necessidade de componentes para resistir a materiais abrasivos e corrosivos.
CONCLUSÃO :
Por mais simples que possa aparentar, a câmara quente é um componente complexo do molde, com vários detalhes e especificações que, quando levados em conta, trazem grandes benefícios aos processos de injeção.
Simulações CAE, testes de resinas e projeto de uma câmara quente conceito devem ser desenvolvidos pelos fornecedores de sistemas de aquecimento em parceria com as ferramentarias, sempre que existe projeto de um novo molde, seja ele simples ou complexo.
Envolver o fornecedor do sistema de câmara quente nos estágios iniciais do projeto do molde permite que o produto e o processo final de injeção sejam otimizados, eliminando futuros obstáculos.
FONTES DE CONSULTA
– Moldflow Plastics Insight – On Line Help, Wayland, MA, 2007;
– Advanced Flow Analysis Training Manual, Wayland, MA, 2005;
– Injection Molding Handbook, Rosato, V. D., 1999
Robson Gonçalves – Engenheiro Mecânico com especialização em polímeros atuando até desligamento em julho de 2011 no mercado de câmara quente nas áreas de engenharia, desenvolvimento, suporte ao cliente e fabricação na posição de Gerente de Operações da Mold Masters do Brasil.
Fonte : Revista Ferramental