Eletroerosão: Tecnologia de usinagem por descargas elétricas (EDM)
Por: Renato Montandon de Lima
A polaridade positiva vai usinar mais lentamente que a polaridade negativa, mas é usada na maioria das vezes para proteger a ferramenta de um desgaste excessivo.
Como em muitas outras áreas técnicas, a aplicação tecnológica prática de descargas elétricas como processo de produção aconteceu devido à necessidade do ambiente industrial em solucionar alguns dos seus intrínsecos problemas de fabricação . A usinagem por descargas elétricas (EDM), um processo de usinagem não tradicional, tem substituído a furação, a fresagem, a retificação e outras operações de usinagem tradicionais e é agora uma opção de usinagem bem estabelecida em muitas indústrias .
A usinagem por descargas elétricas (EDM) é uma técnica amplamente usada para usinar metais duros e para executar tarefas específicas quenão podem ser alcançadas usando técnicas convencionais. A usinagem por descargas elétricas (EDM) é o processo de remoção de material por descargas elétricas de qualquer peça condutora. Isso é realizado aplicando corrente alternada ou contínua pulsada de alta freqüência à peça, através de um eletrodo ou fio, que funde e vaporiza o material da peça .
Neste processo, não há necessidade de o eletrodo-ferramenta possuir maior dureza do que a peça a ser usinada, como acontece nos processos de usinagem tradicionais. Isso pode reduzir os custos por um lado, mas a confecção da ferramenta geralmente possui custos elevados.

Na figura 1, é mostrado um exemplo de ferramenta , peça e
produto final fabricado em usinagem por descargas elétricas.
Existem várias teorias sobre a usinagem por eletroerosão para explicar a natureza de tudo o que acontece durante a ocorrência das descargas elétricas.
A teoria termoelétrica apresenta as melhores evidências explicativas do
fenômeno de remoção de material por descargas elétricas. De acordo com esta teoria, o ciclo de uma descarga elétrica entre dois eletrodos submersos num meio líquido de trabalho ocorre em quatro fases consecutivas, a saber:
1. Fase de ignição da faísca:
O eletrodo se aproxima da peça;
As duas unidades são energizadas;
Concentração do campo elétrico na fenda de trabalho (gap);
2. Formação do canal de plasma:
Criação de um canal ionizado entre o eletrodo e a peça;
3. Fusão e evaporação de uma pequena quantidade de material nos eletrodos:
Interrupção da centelha;
Material da peça se funde localmente e se desintegra;
O eletrodo se desgasta levemente;
4. Ejeção do material fundido:
Evacuação das partículas metálicas pelo fluxo do dielétrico.
.

A figura 2 ,mostra ciclo de uma descarga elétrica entre
dois eletrodos submersos num meio líquido de trabalho.
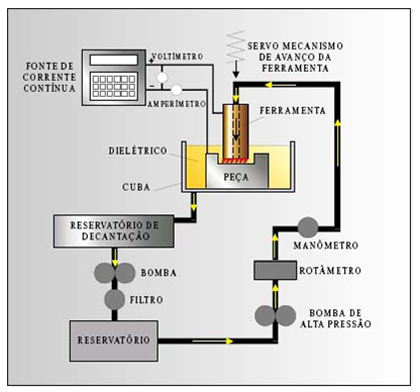
Princípio de funcionamento do processo de usinagem por descargas elétricas (EDM).
Na máquina de eletroerosão, a ferramenta é avançada em direção à peça, ambos mergulhados num líquido isolante, ou fluido dielétrico como é mais conhecido. A ferramenta é carregada positivamente e a mesa e a peça são negativas (ou vice-versa). Uma série de pulsos voltaicos é aplicada entre os dois eletrodos, que são separados pela fenda de trabalho (gap), numa distância em torno de 0,01 a 0,5 mm .
À medida que o eletrodo-ferramenta, carregado com um potencial de alta voltagem, se aproxima da peça, forma-se um intenso fluxo eletromagnético e, finalmente, rompem-se as propriedades isolantes do fluido dielétrico. O fluido dielétrico é integrado ao processo. Ele fornece isolamento contra descargas prematuras, resfria a área isolada, e remove os detritos . O processo de quebra do dielétrico é um evento localizado: ele ocorre num canal de raio, aproximadamente, 10 µm .
Quando os elétrons e os íons positivos alcançam o ânodo e o cátodo, eles liberam sua energia cinética na forma de calor. Temperaturas de aproximadamente 8000 a 12000º C e fluxos de calor de até 1017 Wm-2 podem ser atingidos. Devido à evaporação do dielétrico, a pressão no canal de plasma sobe rapidamente a valores de até 200 atm. Porém, no final do pulso, quando a voltagem é removida, a pressão também cai repentinamente, e o metal superaquecido é evaporado explosivamente.
À medida que a ação procede, o canal do plasma aumenta de largura, e a densidade da corrente através da fenda de trabalho (gap) intereletrodo diminui. Com a fração da corrente em função da diminuição dos elétrons, as contribuições dos íons positivos aumentam, e proporcionalmente mais metal é então erodido do cátodo. A erosão de metal do cátodo pode ser de até 99,5%, sendo o desgaste do ânodo mantido a 0,5%. Em usinagem por descargas elétricas (EDM), portanto, o eletrodo-catodo é transformado na peça e o ânodo torna-se a ferramenta .
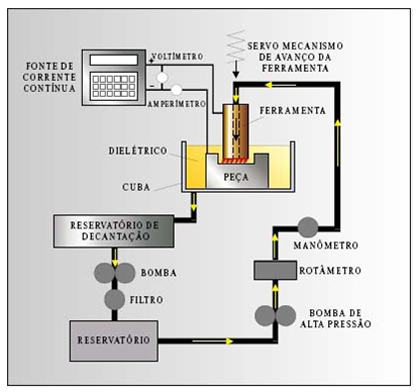
A figura 3 ,demonstra um esquema dos principais elementos construtivos de um equipamento de usinagem por
descargas elétricas (EDM).
Eletrodos-ferramenta
Qualquer material que apresente condutividade elétrica pode ser utilizado como eletrodo-ferramenta. Os materiais que possuem alto ponto de fusão, condutividade elétrica e térmica apresentam menores taxas de desgaste. Há uma extensa lista de materiais empregados para ferramentas de EDM, porém os mais usados são cobre e grafite. Dependendo do grau de complexidade da geometria que se deseja usinar, o tempo e custo de fabricação de uma ferramenta para esse processo é maior quando comparado com a obtenção de ferramentas a serem utilizadas nos processos convencionais. Por conseguinte, a escolha do material da ferramenta para a usinagem por descargas elétricas deve ser realizada de forma bastante criteriosa.
Existem vários outros materiais que podem ser utilizados como eletrodo-ferramenta tais como: cobre ao telúrio, cobre ao tungstênio, bronze, tungstênio à prata, liga de alumínio, latão, aço e outros. O cobre tem como principais características as elevadas condutividades elétrica e térmica, boa resistência à corrosão e facilidade de fabricação, aliadas a elevadas resistências mecânica e à fadiga .Sua densidade é de 8,91 g/cm³, um pouco acima da do aço, e sua temperatura de fusão é de 1083 ºC. Mas sua propriedade física mais importante é, sem dúvida, sua elevada condutividade elétrica, que é tomada como referência e estabelecida como sendo 100 % IACS (International Annealed Copper Standard). A resistividade elétrica do cobre está em torno de 17,1 nO•. m .
O cobre apresenta grande vantagem em relação à grafite
como material para eletrodos utilizados em aplicações para a indústria de equipamentos médicos e isso se deve à boa capacidade de polimento do cobre. Existem casos de moldes com estreitas tolerâncias onde não são adequados trabalhos de polimento, após a eletroerosão, por haver perda da repetitividade do molde durante a sua utilização. Dessa forma, a ferramenta é submetida somente a usinagem por EDM. A grafite é um material que apresenta alto ponto de fusão (3727 °C), baixa densidade (em torno de 1,77 g/cm³) e boa resistência ao desgaste. Por apresentar baixa densidade, com grafite pode-se fabricar eletrodos de grande porte o que facilita o manuseio dentro das fábricas. Mas a grafite apresenta alguns inconvenientes como a fragilidade o que dificulta a fabricação de eletrodos-ferramenta de pequeno porte. A porosidade da grafite também pode gerar problemas de contaminação do eletrodo-ferramenta.
A resistividade elétrica do grafite é mais alta do que a do cobre (em torno de 14,7 µO. m). O eletrodos de grafite podem chegar a custar mais caros do que os de cobre e pode se afirmar que o grafite tem uma menor dilatação térmica que o cobre, apresentando deformação quase nula durante o processo. Em especial, na eletroerosão de cavidades profundas sob condições de desbaste, a dilatação térmica volumétrica do cobre é consideravelmente alta, fato que normalmente compromete as condições de lavagem das partículas eletro erodidas.
Material usinado .
Quanto maior for o ponto de fusão e vaporização do material da peça, menores serão a taxa de remoção de material, o desgaste do eletrodo e melhor o acabamento superficial. Materiais como alumínio, chumbo, magnésio e suas ligas são fáceis de serem usinados pelo EDM, por causa dos seus baixos ponto de fusão e vaporização. O contrário ocorre com materiais como o ósmio, titânio e suas ligas que têm elevados pontos de fusão e vaporização.
Outra propriedade do material bastante influente é a condutividade elétrica. Quanto melhor condutor elétrico for o material, maior a taxa de remoção de material . Os aços ferramentas são aqueles utilizados nas operações de corte, conformação,afiação e quaisquer outras relacionadas com a modificação de um material para um formato utilizável. Estes aços geralmente contém adições elevadas de teores de carbono e elementos de ligas, como tungstênio, molibdênio, vanádio, manganês e cromo. Boa parte dos aços ferramenta são forjados, mas alguns também são fabricados por fundição de precisão ou por metalurgia do pó. A seleção da matéria-prima para a fabricação dos aços ,ferramentas é um fator importante do processo, e a sua seleção costuma ser cuidadosamente realizada inclusive na utilização de sucata.
A fusão dos aços ferramenta é realizada, normalmente, em quantidades relativamente pequenas nos fornos elétricos, tomando-se um especial cuidado com as tolerâncias de composição química e homogeneidade do produto final. Estas e outras particularidades tornam o aço rápido um material de custo mais elevado do que os aços comuns .
Regime de acabamento fino e desbaste
Os regimes de acabamento fino e desbaste apresentam graus de severidade distintos que facilitam a análise dos resultados obtidos. No processo de usinagem por descargas elétricas (EDM), a polaridade representa qual lado da descarga é positiva ou negativa. A polaridade pode afetar a velocidade de remoção de material, ou melhor, taxa de remoção de material (TRM), acabamento e estabilidade .
As máquinas EDM por penetração podem usar tanto polaridade positiva quanto negativa, dependendo mais da aplicação, mas a maioria das operações são realizadas com o eletrodo positivo. A polaridade positiva vai usinar mais lentamente que a polaridade negativa, mas é usada na maioria das vezes para proteger a ferramenta de um desgaste excessivo.
Em regime de desbaste, onde se empregam maiores níveis de correntes, as altas pressões e temperaturas do canal de plasma são mantidas por um maior período de tempo, isto é, mais longos são os tempos ótimos de duração da descarga. Assim se estabelece a polaridade positiva para o eletrodoferramenta e a negativa, para a peça. Em função disso, aumenta-se a taxa de remoção de material, diminui-se a taxa de desgaste do eletrodo-ferramenta e reduz o desgaste volumétrico. Na usinagem com acabamento fino, percebe-se a alta freqüência, onde a duração das descargas é mais curta. Aplicam-se grandes quantidades de descargas em mesma unidade de tempo. Dessa forma se obtêm superfícies com crateras pequenas com menor rugosidade. A camada refundida e a zona afetada pelo calor tendem a apresentar menores espessuras. A figura 4 mostra o exemplo de alta freqüência utilizada em regimes de acabamento.

Fig.4 -Alta freqüência, acabamento .
Já na usinagem no regime de desbaste, a freqüência é baixa, a duração das descargas são maiores na mesma unidade de tempo. Nesse regime se funde mais material, criando crateras grandes e com mais rugosidade. Devido à maior corrente aplicada, mais material será fundido, gerando, portanto, maiores espessuras de camada refundida e zona afetada pelo calor. A figura 5 mostra o exemplo de baixa freqüência utilizada em regimes de desbaste

Fig.5 – Baixa freqüência, desbaste .
Correntes de pulso mais altas causam um acabamento de superfície de baixa qualidade superficial. Para um excelente acabamento fino, o mesmo autor informa dentre os parâmetros de usinagem, as correntes são baixas e com curta duração, o que ocasiona maior tempo de usinagem. Estudos mostraram, na usinagem dos aços ferramentas D2 e H13 com eletrodo-ferramenta de cobre, utilizando querosene como dielétrico, que à medida que a corrente de pulso e a duração do pulso ligado aumentam, a topografia da superfície pioradevido à enorme quantidade de calor gerada pelas descargas que causa fusão e vaporização do material, seguido de resfriamento rápido. Devido ao grande número de variáveis (do processo) e a grande variedade de materiais (utilizados como ferramenta e peça), raramente é alcançado um ótimo desempenho na usinagem por descargas elétricas (EDM).
Taxa de remoção de material :
Ainda não existe na literatura uma fórmula matemática precisa que possa expressar a taxa de remoção de material (TRM). O que se tem apresentado até agora são resultados realizados em laboratórios com equipamentos, parâmetros, óleos individuais e que gerou TRM semelhantes. É do conhecimento geral que a TRM depende de uma série de parâmetros. Entre esses se destacam:
a) As propriedades do material da peça, incluindo o ponto de fusão e calor latente;
b) As propriedades do material da ferramenta, até mesmo os fatores geométricos;
c) Os parâmetros de usinagem, dados principalmente por V e I;
d) As características elétricas da forma do pulso de descarga, Ton e Toff;
e) Sistema de lavagem;
f) Tamanho da fenda de trabalho (gap);
g) Fluido dielétrico (propriedades elétricas e térmicas, aditivos, temperatura…).
A dificuldade de modelagem ou simulação da TRM é bem complexa e pouco precisa .
A taxa de remoção de material pode ser expressa como:
TRM = ?mp / ?p . ?t (mm³/min) (2.1)
Onde:
?mp = Diferença entre a massa inicial e a final do material da peça (g);
?p = Massa específica material. No caso, aço rápido;
?t = Tempo de usinagem (min)
Desgaste dos eletrodos-ferramenta :
Os fabricantes de máquinas de usinagem por descargas elétricas (EDM) apresentam em seus catálogos algumas tabelas de referência onde se previne o desgaste do eletrodoferramenta. Essas tabelas são baseadas em condições laboratoriais de teste, podendo haver variações em função do material do eletrodo, procedimentos operacionais, lavagem utilizada, variação local da rede elétrica, tipo e contaminação do dielétrico. No processo de usinagem por descargas elétricas por penetração, existe desgaste do eletrodo-ferramenta independentemente da polaridade escolhida. A energia aplicada no processo gera crateras no eletrodo-ferramenta que podem modificar a sua geometria ecomprometer o desempenho da TRM e a precisão requerida. Segundo Chen et al (1999), a taxa de desgaste dos eletrodos-ferramenta é o volume de material desgastado do eletrodo-ferramenta dividido pelo tempo de usinagem, dado em milímetros cúbicos por minuto.
TD = V/T (mm³/min) (2.2)
Onde:
V = Volume de material desgastado do eletrodo-ferramenta (mm³);
T = Tempo de usinagem (min).
O mesmo autor informa que o desgaste relativo (desgaste volumétrico relativo) é a
razão entre o volume de material desgastado do eletrodo-ferramenta e o volume de material erodido da peça dado em valores percentuais.
? = TD/TRM (%) (2.3)
Onde:
TD = Taxa de desgaste do eletrodo-ferramenta (mm³/min);
TRM = Taxa de remoção de material da peça (mm³/min).
Topografia :
Uma superfície de uma peça tem dois aspectos importantes que devem ser definidos e controlados. O primeiro diz respeito às irregularidades geométricas da superfície, e o segundo diz respeito às alterações metalúrgicas da superfície e da camada da superfície. Este segundo aspecto foi chamado de integridade superficial. Tanto a textura quanto a integridade superficiais devem ser definidas, medidas, e mantidas dentro dos limites especificados no processamento de qualquer produto .
A figura 6 a seguir mostra os elementos inerentes à textura e à integridade superficiais.

Fig. 6 – Acabamento ou textura e integridade superficiais.
Estudo mostrou que a rugosidade média aritmética (Ra) do aço M2
usinado no regime de desbaste severo com óleos hidrocarbonetos e o querosene
apresentaram uma diferença de 36% do pior para melhor óleo. O querosene apresentou um desempenho ruim em relação aos óleos hidrocarbonetos no mesmo trabalho do autor. Percebe-se que mesmo entre os óleos hidrocarbonetos, especialmente desenvolvidos para a usinagem por descargas elétricas (EDM), existe uma diferença considerável na rugosidade obtida no processo. O querosene, que é muito consumido no Brasil, apresenta desempenho inferior.
Microestrutura
Devido aos efeitos do aquecimento e resfriamento rápido induzido pelo processo EDM uma camada termicamente afetada se formará na superfície da peça usinada que é diferente da microestrutura da matriz e ela possui defeitos tais como vazios, microtrincas, fissuras, tensões, etc., causando deterioração das propriedades mecânicas dos componentes.

Na figura 7 , é apresentada uma micrografia de um aço rápido D2 onde podem ser vistos a camada refundida, microtrincas, a zona afetada pelo calor e o material base.
– Micrografia obtida via MEV do aço rápido D2 usinado com eletrodo-ferramenta
de cobre e querosene como fluido dielétrico – Corrente utilizada: 12 A; tempo de duração da descarga: 15 µs. .(figura 7 )
Quantidade e comprimento das microtrincas
Outra característica proeminente nas superfícies de EDM é a abundânciade microtrincas. Estas microtrincas se irradiam de e também para as crateras circunvizinhas. Elas se formam porque as tensões térmicas e as transformações geradas no material associadas com taxa extrema de esfriamento depois da descarga normalmente se aproximam da resistência a tração máxima do material.
Existem estudos que afirman também que, em geral, a densidade de microtrincas na superfície aumenta com o aumento da energia da descarga e, freqüentemente, penetram a várias profundidades. A figura 8 seguinte mostra uma micrografia obtida via MEV de um aço rápido D2 usinado com eletrodo de cobre e como dielétrico foi usado o querosene. Nota-se nesta micrografia a camada refundida e as microtrincas que ultrapassaram esta camada e atingiram o material base.

Micrografia obtida via MEV mostrando a penetração da microtrinca no material base do aço D2 – eletrodo-ferramenta de cobre, dielétrico querosene – Corrente utilizada: 6A; tempo de duração da descarga: 15 µs .(figura 8 )
As Fig. 9 e 10mostram como as microtrincas se propagam na superfície.
É possível observar que as microtrincas não se limitam apenas à camada de material refundido, estendendo-se até à zona afetada de calor e, em alguns casos atingindo o material base. Além das microtrincas verticais, nota-se a presença de
microtrincas subsuperficiais, localizadas tanto dentro da camada refundida, quanto dentro do material base. As microtrincas subsuperficiais apresentam-se, normalmente, associadas às microtrincas de tração (verticais). Outro aspecto a ser notado é o fato de as microtrincas verticais estarem muitas vezes associadas a defeitos tais como bolhas ou vazios.
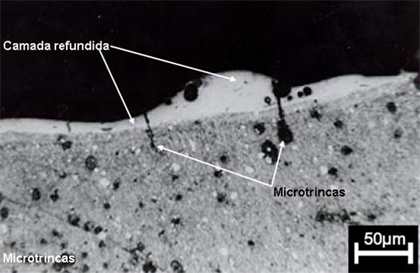
Figura 9 – Seção transversal obtida por microscópio ótico da superfície usinada do aço rápido da classe M com fluido dielétrico derivado de petróleo e eletrodo-ferramenta de cobre .

Figura 10- Seção transversal da superfície usinada do aço rápido da classe M com fluido dielétrico derivado de petróleo e eletrodo-ferramenta de cobre, atacadas com Nigreen .
Camada refundida :
O processo EDM produz uma camada danificada que
possui um comportamento mecânico diferente da matriz. vários estudos mostraram que a superfície das peças erodidas por descargas consiste de uma camada refundida dura, também conhecida como camada branca.
Ao usinar uma peça com EDM, uma zona afetada pelo calor, de multicamadas é formada na superfície da peça. A camada superior desta zona é chamada de camada refundida. Tem uma dureza elevada e contém muitas microtrincas. Como as outras camadas da zona afetada pelo calor, a camada refundida tem outras características microestruturais e metalográficas diferentes do material base .A figura 11 mostra a micrografia de um aço rápido com a presença da camada refundida.
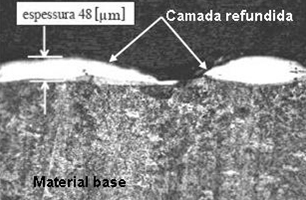
– Micrografia via MEV mostrando a camada refundida no aço rápido AISI P 20 usinado com eletrodo-ferramenta de cobre e um fluido hidrocarboneto como dielétrico .(fig.11)
Esta camada comporta uma estrutura com transformações de fase, tensões
residuais, alterações na composição química e microtrincas. Todos estes fatores influem na vida útil de qualquer mecanismo. A camada refundida está intimamente associada a TRM .
Zona afetada pelo calor :
Assim como a camada refundida é inerente ao processo de usinagem por descargas elétricas (EDM), a zona afetada pelo calor (ZAC) também aparece devido às altas temperaturas que acontecem neste processo. A camada refundida tem uma zona afetada pelo calor imediatamente abaixo dela e de uma espessura, aproximadamente, igual à máxima da camada refundida (MACHINING DATA HANDBOOK, MACHINABILITY DATA CENTER). Sempre que EDM for usada na fabricação de peças estruturais altamente tensionadas, a zona afetada de calor produzida deve ser removida. Geralmente, durante o desbaste por EDM, a camada que apresenta mudanças microestruturais, incluindo uma camada fundida ressolidificada, é menor que 0,13 mm de profundidade. Durante o acabamento por EDM, ela é menor que 0,025 mm de profundidade .
Na figura 12 é apresentada uma micrografia com as camadas características do processo de eletroerosão.
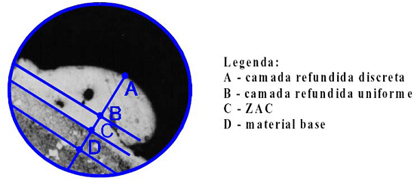
Figura 12- Micrografia apresentando as camadas características do processo de
usinagem por descargas elétricas .
Microdureza :
A microdureza emprega uma carga, geralmente, menor que 1 Kgf com penetrador de diamante, produzindo uma impressão microscópica. A superfície do corpo de prova deve ser plana e polida.
A microdureza pode ser aplicada para:
– Levantamento de curvas de profundidade de têmpera, cementação ou outro tratamento superficial;
– Determinação da dureza de microconstituintes individuais de uma microestrutura;
– Determinação da dureza de materiais frágeis;
– Determinação da dureza de peças pequeníssimas e finas.
A figura 13 apresenta uma micrografia obtida através de microscópio ótico onde podem ser observadas as impressões de microdureza na camada refundida, na zona afetada pelo calor e no material base.

Figura 13- Impressões de microdureza Vickers, com carga de 50g, aço rápido da classe M observado em microscopia ótica .
Fonte: UTILIZAÇÃO DE FLUIDOS DIELÉTRICOS À BASE DE ÓLEOSVEGETAIS NA USINAGEM POR DESCARGAS ELÉTRICAS POR PENETRAÇÃO .
Autor: RENATO MONTANDON DE LIMA
Dissertação apresentada ao Programa de Pós-graduação em Engenharia Mecânica da Universidade Federal de Uberlândia,
como parte dos requisitos para a obtenção do título de MESTRE EM ENGENHARIA MECÂNICA .