
DEFINIÇÃO
Eletropolimento pode ser definido como o processo inverso da eletrodeposição (galvanização, niquelação etc). Enquanto nestes processos íons metálicos presentes numa solução são depositados sobre a superfície da peça, no eletropolimento íons da peça são dissolvidos e passam para a solução onde ela está imersa.
OBJETIVOS
• conferir acabamento sanitário para utilização em ambientes ou processos extra limpos;
• promover um “alisamento” superficial do inox, inclusive, diminuindo o coeficiente de atrito;
• conferir um brilho superficial acentuado, melhorando a aparência e refletividade do inox;
• eliminar rebarbas de processamentos mecânicos prévios;
• decapagem leve e passivação eficaz.
FUNDAMENTAÇÃO TEÓRICA
As superfícies metálicas quando ampliadas mostram que são formadas na realidade por uma seqüência de picos e vales. Quanto mais altos forem os picos e mais profundos os vales, e quanto mais freqüentes eles ocorrerem, tanto maior será a rugosidade do material.
Esta rugosidade é um elemento particularmente importante em materiais que serão empregados nas indústrias alimentícia, farmacêutica e química, pois dificultam a limpeza e aumentam a probabilidade de partículas indesejáveis alojarem-se nas irregularidades superficiais do material, podendo contaminar os produtos fabricados e, até mesmo, originar pontos de corrosão. Durante o processo de eletropolimento do inox, a peça a ser trabalhada é conectada ao terminal negativo (anódico)
de um circuito elétrico e um eletrodo a um terminal positivo (catódico). O circuito é fechado por um eletrólito, normalmente (mas não ecessariamente) uma solução contendo um ou mais ácidos inorgânicos, e uma corrente contínua controlada é aplicada, formando uma célula galvânica. Durante o processo, a peça (anodo) cede íons para a solução e pode dar origem a formação de dois “filmes” sobre a superfície da peça: um líquido supersaturado (ou próximo da saturação) com as partículas dissolvidas do metal e outro composto pela descarga de um gás (freqüentemente oxigênio).
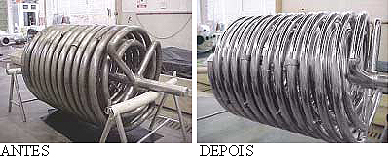
Resultado do eletropolimento em serpentina
alisamento e brilho acentuado

Nas soluções tradicionais , ambos os filmes aparecem simultâneamente, porém, a predominância de um ou outro dependerá do tipo de metal que está sendo eletropolido e do eletrólito (solução) empregado. Em ambos os casos, no entanto, em virtude da presença de picos e vales na superfície da peça, esta não é recoberta homogeneamente pelos filmes formados: os vales tendem a concentrar camadas mais densas enquanto, em contrapartida, os picos são cobertos por camadas mais finas.
Isto acarreta um fluxo de corrente elétrica maior nos picos, onde encontra pouca resistência, do que nos vales, onde a resistência à passagem de corrente é maior em virtude da maior espessura do filme formado. O resultado é uma dissolução diferenciada do metal, mais rápida nos picos do que nos vales, conferindo à peça eletropolida um perfil menos rugoso. Este perfil apresenta como “efeito colateral” uma menor dispersão dos raios luminosos incidentes, conferindo às superfícies eletropolidas um aspecto brilhante. A quantidade de metal removido em uma operação de eletropolimento é proporcional à densidade de corrente (corrente aplicada dividida pela área superficial a ser eletropolida) e ao tempo de exposição.
Durante as operações de eletropolimento, as soluções (eletrólitos) que permitem a ncorporação cada vez maior do metal dissolvido vão perdendo a eficiência e têm uma vida finita, devendo ser completamente substituídas de tempos em tempos. No caso de processos por imersão da peça (banho), algumas soluções possibilitam que os sais originados pelos íons removidos da peça formem um resíduo em forma de lama, que não interfere na eficiência e pode ser facilmente removido. Essas soluções, apesar de não dispensarem correções de composição periódicas, são chamadas de “vida infinita”, uma vez que permitem o trabalho por longos períodos de tempo sem troca.
Como distâncias variadas entre o anodo e o catodo implicarão em diferentes intensidades de ataque numa mesma peça, pois a eletricidade tende a percorrer os caminhos com menor resistência elétrica, superfícies a serem eletropolidas (anodo) devem estar dispostas de maneira a deixar, o máximo possível, sua área eqüidistante ao catodo. Quanto maior a distância, maior a voltagem necessária para vencer a resistência elétrica da solução. Quando as peças estão mergulhadas em um eletrodo as bordas, rebarbas, cantos e partes salientes da peça são regiões naturais de alta densidade de corrente, enquanto os rebaixos, furos, ângulos internos e partes distantes da peça recebem menos corrente elétrica. É recomendável, também, que a área da peça seja aproximadamente o dobro da área do catodo. Os catodos podem ser feitos de inox (série 300), cobre, chumbo ou aço-carbono. Alguns fatores externos ao processo, mas inerentes ao material que será eletropolido, podem afetar os resultados finais esperados como, por exemplo, o tamanho dos grãos da estrutura, presença de inclusões não metálicas e outros.
RESULTADO ESPERADO
• rugosidade menor em relação à superfície antes de eletropolida;
• remoção da contaminação ferrosa da superfície do inox;
• superfície mais brilhante que a original.
VANTAGENS
• o eletropolimento é uma operação rápida. O tempo varia de caso para caso, mas geralmente, um ciclo completo (preparação, eletropolimento e póstratamento) não ultrapassa 15 minutos;
• é um processo com excelente repetibilidade. É possível prever a quantidade de metal a ser removido, bem como aspecto final da superfície;
• pode ser realizado tanto em instalações específicas quanto no campo, tanto em peças inteiras quanto em partes localizadas;
• a passivação obtida com o eletropolimento é mais eficiente do que a obtida quimicamente;
• não gera tensões residuais superficiais, tampouco deforma mecanicamente a superfície como acontece nos processos mecânicos de acabamento;
• o coeficiente de atrito da superfície diminui significativamente depois de eletropolida.
DESVANTAGENS
• além de ser de execução mais complexa, o eletropolimento de inox da série 400 não apresenta resultados tão bons em relação à aparência e ao brilho quanto os inox da série 300;
• existem muitas variáveis a serem controladas, como, por exemplo: tempo, temperatura, composição do banho, distância e paralelismo entre os eletrodos, metal incorporado ao banho etc.;
• peças de geometrias complexas exigem um catodo especialmente projetado para que a densidade de corrente seja uniforme ao longo de toda a superfície;
• superfícies polidas mecanicamente apresentam espelhamento melhor do que superfícies eletropolidas.
APLICAÇÕES TRADICIONAIS
• tanques e vasos de pressão para indústrias
• tubos, conexões e válvulas para a indústria alimentícia, Farmacêutica e química .

Fonte Revista Núcleo INOX