

Por: Andrei Zwetsch Cavalheiro; Carlos Henrique Ahrens; Gean Vitor Salmoria
Os autores deste artigo, buscaram saber a evolução desta técnica até o presente , procurando saber até onde é eficaz a utilização de moldes construídos por estéreolitografia .A necessidade de protótipos com as mesmas propriedades do produto final, no mais absoluto tempo recorde dentro dos padrões de cada empresa , fez com que as técnicas de prototipagem rápida evoluíssem para a fabricação rápida de ferramentas.
Nesse âmbito, destaca-se o emprego da estereolitografia para a obtenção de moldes de injeção. Entretanto, as resinas utilizadas neste processo apresentam baixa resistência mecânica, estabilidade e condutividade térmica , resultando em peças com propriedades heterogêneas e também menor durabilidade do ferramental .
O desenvolvimento de produtos não apenas nas fases de concepção e detalhamento ,mas também na produção de pré – séries,assim como o desejo por protótipos com as mesmas propriedades do produto final , fez com que as técnicas de prototipagem rápida evoluíssem para métodos de fabricação rápida de ferramentas de moldagem e conformação.
Após a definição do processo a utilizar e caso a injeção seja necessária ,a escolha da técnica de prototipagem e das variáveis de projeto e fabricação dos moldes decorre da avaliação conjunta dos requisitos quanto à durabilidade, produtividade e propriedades especificadas para a peça.
Moldes de injeção com cavidades em insertos produzidos diretamente pelo processo de estereolitografia (moldes SL) aliam uma boa precisão dimensional a um custo relativamente baixo, se comparados com os produzidos por outras técnicas de prototipagem rápida.
O objetivo desse trabalho é revisar, sintetizar e analisar as publicações na área de moldes de injeção fabricados diretamente por estereolitografia e identificar as necessidades da área, de modo a estabelecer diretrizes para futuros trabalhos, com enfoque nos parâmetros que controlam o processo de injeção.
Comparações com outras técnicas e relações custo-beneficio dos métodos descritos não são consideradas ao longo deste trabalho.
Como o desenvolvimento dos moldes SL é relativamente incipiente, as influências de suas técnicas de fabricação e das propriedades do material construtivo sobre o ciclo de injeção, a previsibilidade do tamanho do lote e as propriedades finais da peça injetada são aspectos que ainda precisam de maior entendimento.
PONTO DE VISTA :
Estudos e trabalhos publicados na área de moldes SL para injeção de plásticos avaliam a problemática do processo sob quatro enfoques principais:
– Avaliação da eficiência térmica dos moldes e propostas de melhoria, uma vez que a baixa condutividade térmica das resinas para estereolitografia é apontada como forte limitação do processo;
– Influência das características dos moldes nas propriedades das peças injetadas, comparando-as com os itens produzidos em moldes metálicos;
– Estudos dos tipos e causas de falha dos moldes, abordando aspectos de projeto, fabricação e moldagem na durabilidade da ferramenta;
– Possibilidade de aplicação industrial dos moldes SL.
ANALISE DOS TIPOS E MOTIVOS DE FALHAS NOS MOLDES
Todas ferramentas durante o trabalho recebem os esforços mecânicos nas etapas de fechamento e extração e a esforços termomecânicos durante o preenchimento, o recalque e o resfriamento. Moldes SL são submetidos a esforços semelhantes aos impostos a ferramentas metálicas, mas, devido à sua menor resistência, os efeitos negativos das cargas desenvolvidas durante o ciclo de injeção são maiores, levando o inserto a falhar de maneiras pouco comuns, tomando como parâmetro de comparação as falhas apresentadas por moldes convencionais.

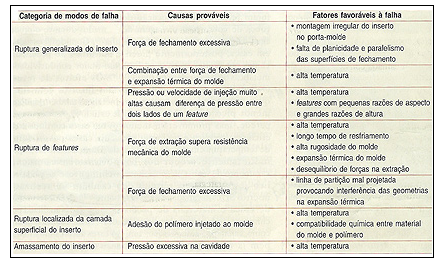
Os tipos de falhas em moldes de estereolitografia já foram classificados em quatro categorias , sendo que , não existe um consenso entre os pesquisadores da área .
CATEGORIAS DE FALHAS :
– Ruptura generalizada do inserto;
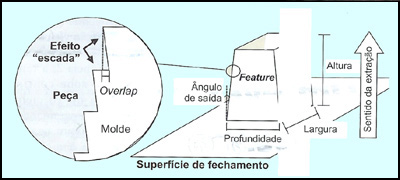
– Ruptura do features (elemento geométrico que compõe a cavidade do molde, projetado para simular o comportamento de protrusões, rebaixos, nervuras, torres, furos cegos, elementos de encaixe elástico, etc. durante o processo de injeção).
– Ruptura localizada da camada superficial de inserto;
– Falhas por amassamento.
Pelo relato que segue, os tipos de falha mais investigados têm sido a ruptura de features por tração durante a extração – arrancamento – ou pela diferença de pressão durante o preenchimento(¹).
Já foram também avaliados os efeitos de diversos parâmetros de projeto de features (razão de altura, razão de aspecto e ângulo de saída) e fabricação (espessura da camada construtiva, tempo e temperatura de pós-cura em forno) na durabilidade de moldes SL em casca, com enfoque sobre as forças de extração ..Os trabalhos de interessados não param e em uma outra pesquisa, foram investigadas as interações entre os parâmetros de projeto e construção por estéreolitografia e ressaltou-se a importância de um parâmetro resultante de suas combinações, conhecido como overlap (ver figura 1), nas forças de extração(³).
Em outro trabalho, essas analises foram complementadas , o qual mostra a existência de melhores valores possíveis para uma solução de compromisso entre força de extração e tempo de construção do inserto,
O esforço do sistema de extração, sofre a influência do tempo de resfriamento e foi investigada por pesquisadores que, contrariando as primeiras recomendações para moldes SL .verificaram ser vantajoso extrair a peça o mais cedo possível, devido à menor contração do material injetado e à maior elasticidade da superfície do molde ainda acima de sua temperatura de transição vítrea.
Verificamos em conformidade com o trabalho da referencia 2, a temperatura do molde sobe continuamente por cerca de 10 ciclos e estabiliza-se em um patamar considerado muito alto. Assim, os autores recomendam que o molde seja resfriado sob cerca de 20ºC abaixo da temperatura de distorção térmica da resina para estereolitografia, antes do inicio do ciclo seguinte.
Com essa estratégia, a produção seria limitada pelo tempo de ciclo, não pela falha por tração .é o que procuram indicar outros pesquisadores. Contudo, outros estudos mostram que a falha pode ocorrer por mecanismos de fadiga após um certo número de ciclos. Ficou demonstrado que as falhas por flexão ocorreram apenas em features próximos da entrada, onde a pressão e a velocidade costumam ser mais elevadas . Os modos de falha em features com grandes razoes de aspecto e altura e ângulos de saída variados também foram investigados.
Utilizando-se de dois moldes com cavidades iguais, mas com entradas diferentes, os autores observaram que um fluxo de material paralelo à parede lateral dos features não resultou em falhas durante o preenchimento, aumentando a durabilidade do molde em comparação ao fluxo perpendicular. No primeiro caso, as falhas foram decorrentes do arrancamento, independente do ângulo de saída. Esse modo de falha durante a etapa de resfriamento, pela assimetria de esforços durante a contração, também já foi relatado.
Novo trabalho,no caso de outro estudo, mostrou-se que a pressão na cavidade pode ser causa de falhas menos críticas (sem ruptura), mas que afetam as dimensões da peça injetada em função da flexão temporária ou permanente da cavidade .Além desta, outra investigação verificou lascamentos na entrada – ponto de injeção – antes do vigésimo ciclo, ao passo que o mesmo tipo de falha na cavidade ocorreu após mais de 40 ciclos .Foi então recomendado o emprego de pontos de injeção com a maior seção transversal possível para reduzir a pressão de preenchimento .Outra recomendação é o uso dos menores valores possíveis para pressão e velocidade de injeção, sem contudo, comprometer a qualidade da peça moldada .
1- Classificação dos tipos de falha em insertos fabricados por estereolitografia
Tabela 1
De forma experimental , foi verificado entretanto que o benefício de baixar a pressão pode ser suplantado pelo efeito do aumento de temperatura material, que ocorreu durante a injeção com menores pressões .Ainda mostrou-se neste caso, que a um considerável aumento da vida útil dos moldes SL quando a comutação de preenchimento para recalque é feita com base na pressão da cavidade ,ao invés da posição da rosca ou do ou do tempo. O emprego de simulação e de modelos matemáticos é sugerido por vários autores, e ainda a temperatura do molde ao Longo do ciclo.
Hopkinson e Dickenssimplificaram uma equação para previsão de forças de extração em moldes metálicos convencionais e desenvolveram um modelo para análise térmica por elementos finitos (FEA).
Colton e Palmer modelaram a força de extração considerando também a influência da temperatura na resistência à tração do material do molde. Cedorge e Colton elatam melhores resultados com um modelo que considera a rugosidade e a interferência mecânica decorrente do “efeito escada” peculiar às técnicas de construção por camadas (figura 1). O efeito da contração do moldado no cálculo das forças de extração foi combinado a esse modelo de Pham e Colton , que usaram FEA para prever a temperatura do molde no momento da extração. Também por análises em simuladores do processo de injeção, Ribeiro Jr propôs a previsão do tempo de resfriamento do molde entre ciclos como uma maneira de aumentar a vida útil do molde e reduzir o tempo de ajuste do processo.
DIMINUIÇÂO DA DEFICIÊNCIA TÉRMICA
Para conseguir um melhor nível de eficiência térmica de moldes produzidos por estéreolitografia ,as primeiras tentativas foram feitas com a colocação de tubos de cobre para passagem de água na parte posterior de insertos em casca, posteriormente preenchidas por resinas reativas ou ligas metálicas de baixo ponto de fusão .
Muitos estudiosos observaram que insertos SL resultaram em menor pico de temperatura da parede, mas promoveram menor eficiência térmica em relação a moldes indiretamente produzidos por vazamento de resina ou spray metálico.
A comprovada eficiência térmica de insertos SL com variadas espessuras de casca e materiais de preenchimento, todos com tubos de obre como canais de refrigeração, também já foi comparada assim como a eficiência térmica de diversas técnicas de fabricação de insertos SL, sem canais de refrigeração ou com canais incorporados, formados durante o processo de estereolitografia .Gomide estudou o uso de materiais de preenchimento com maior condutividade térmica.
Os efeitos do revestimento dos insertos com finas camadas metálicas também já foram objetos de estudo .Uma análise entre insertos em casca continua com insertos cuja casca possui furos (canais de fluxo ou aletas) que permitem o contato entre o material de preenchimento e o plástico injetado também foi realizado anteriormente .
Utilizando-se recursos de engenharia auxiliada por computador, estes autores mostraram que os canais de fluxo aumentam a eficiência térmica,, mas alteram a morfologia local e a estética da peça.
Em uma outra pesquisa foi obtida uma maior eficiência térmica com canais incorporados de seção quadrada, com paredes ranhuradas, e afastados da parede da cavidade por 1,5 vezes o seu diâmetro, mas teorizou-se que o ideal seria o “canal conformal”, ou seja, aquele que acompanhasse a forma da superfície da cavidade, a pequenas distâncias, proporcionando uniformidade na remoção de calor.
Homogênização mais eficaz na distribuição de temperaturas e a maior eficiência térmica foram comprovadas experimentalmente, mas foi observado que os canais conformais tornaram o inserto menos resistente.
Para que a autopressurização do fluído em resposta à pressão na cavidade agisse como reforço estrutural foi proposto o confinamento do fluído de resfriamento em canais conformais durante as etapas de preenchimento e recalque.
ANALISE COMPARATIVA ENTRE PRODUTOS INJETADOS EM MOLDES DE SL E METAL
Todas as publicações que tratam sobre o desempenho de moldes fabricados por estereolitografia e seus efeitos sobre a peça final, praticamente todas se concentram na comparação das propriedades dimensionais e mecânicas, seja das obtidas em diferentes técnicas de fabricação entre si ou com o uso de contramoldes metálicos.
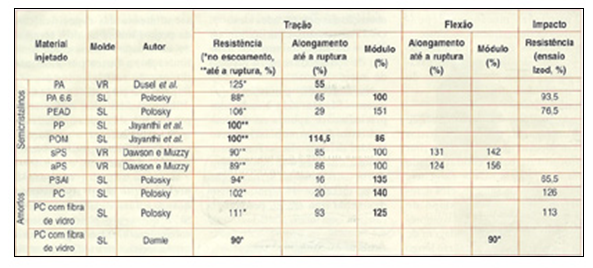
Os resultados dos trabalhos que compararam propriedades mecânicas de peças injetadas em moldes metálicos e moldes fabricados diretamente por estereolitografia ou indiretamente por vazamento de resina ,estão resumidos na tabela 2 (moldes VR). Segundo Langen e Michaeli os resultados obtidos com ferramentas VR seguem a mesma tendência nos moldes SL, podendo subsidiar a análise aqui desejada.
Vários autores não discutiram seus resultados, muitos dos quais contrários aos demais, outros atribuíram as diferenças nas propriedades das peças basicamente aos efeitos da menor taxa de resfriamento proporcionada pelos moldes não-metálicos. A referência única à influência de outras variáveis relacionou o menor alongamento por tração das peças moldadas por estereolitografia com o projeto dos pontos de injeção e as diferenças nos parâmetros de processos.
Verificando-se para os materiais semicristalinoS, o resfriamento mais lento aumentou o grau de cristalinidade, tornando as peças menos resistentes ao impacto e mais resistentes à tração . Uma menor espessura de camada solidificada foi constatada e um maior tamanho médio dos esferulitos de peças de polipropileno injetadas em moldes SL e VR ,o que também explica os resultados obtidos pelos trabalhos descritos nas referências 25 e 27. Era de se esperar que o módulo de elasticidade também aumentasse, mas isso não ocorreu com a poliamida 6.6. Existe a grande probabilidade de o efeito da maior cristalinidade tenha sido sobreposto pela menor orientação molecular, uma vez que o resfriamento mais lento resulta em menor espessura de camada solidificada e maior tempo de relaxação das moléculas do núcleo da peça. Tal explicação já foi dada para justificar a menor resistência à tração da PA 6.6 e do poliestireno sindiotático (sPS) .
A redução da orientação molecular foi igualmente apontada como causa da menor resistência à tração verificada nos experimentos com poliestireno atático (aPS) e com poliestireno de alto impacto ,no caso de materiais amorfos (PSAI) .
As menores tensões residuais resultantes da menor espessura de camada solidificada explicam o maior alongamento na flexão verificado nas peças de sPS e aPS.
Foi considerado influente o efeito do resfriamento lento na diminuição das tensões residuais, nos valores de resistência ao impacto encontrado tanto para policarbonato, amorfo, quanto para a PA 6.6, semicristalina .
Especificamente para o PC, a maior resistência ao impacto foi atribuída a uma orientação molecular adicional, resultado de uma direção diferente de escoamento provocada pelo aparecimento de rebarbas no molde SL.
Os trabalhos publicados por Harris e Dickens destacam-se pois, conseguiram aproximar o grau de cristalinidade de peças de PA 6.6 injetadas em molde SL sem canais de resfriamento do verificado em peças produzidas em um molde de alumínio, usando uma temperatura de injeção alguns graus abaixo da temperatura em que a velocidade de cristalização é máxima. Assim, diminuiu-se a influência da taxa de resfriamento, tida como principal variável responsável pelas diferenças dimensionais entre peças injetadas em moldes convencionais SLe de propriedades mecânicas.
No caso das propriedades dimensionais, alguns estudos dos polímeros semicristalinos PEAD, poli (óxido de metileno) (POM), PP e PA 6.6 injetados em moldes não-metálicos, em decorrência do maior grau de cristalinidade causado pelas menores taxas de resfriamento . Porém, os autores da referencia 18 consideraram que moldes SL são capazes de produzir peças com boa precisão dimensional, para tolerâncias não inferiores a aproximadamente 0,4%. Já na referência 28, adverte-se que as medidas de contração devem ser compensadas pelo valor de dilatação térmica da cavidade, é o que revela o estudo.
Foi verificado que para os polímeros amorfos (blenda PC/ABS e ABS), a contração praticamente não foi afetada pelas diferentes taxas de resfriamento em moldes SL de metal ,mas resultados contrários também foram obtidos .
Enquanto a contração e o empenamento significativamente mais altos das peças de ABS injetadas em insertos SL não foi explicada por Paradis et al ,Polosky .atribuiu os resultados em PC, PC com fibra-de-vidro e PSAI, sob pequenas variações geométricas nas cavidades de moldes SL e de aço e diferenças no projeto dos pontos de injeção (assim como especula o autor da referência 30), à formação de rebarbas no molde SL e às diferenças nos parâmetros de moldagem. Em continuação ao trabalho de Liu et al.(18), que verificaram maiores empenamentos e distorções em peças de PP injetadas em moldes SL do que as fabricadas em ferramental de alumínio, outros pesquisadores desenvolveram uma abordagem mais precisa para previsão de deformações .Utilizando dois aplicativos de CAE com diferentes algoritmos, os autores executaram uma sequência combinada de análises de pressão e temperatura durante a injeção, análise de deformação da ferramenta durante a injeção e nova análise do processo.
Tab.2 – Comparação entre as propriedades mecânicas de peças injetadas em moldes metálicos e não metálicos.É apresentado o valor percentual da propriedade para peça injetada em molde SL ou VR em relação à injetada em ferramenta metálica .Os resultados assinalados em negrito foram pouco discutidos ou não explicados.
Moldes produzidos pela técnica de Estéreolitografia e sua aplicação.
Os protótipos podem ser usados de várias maneiras e em diferentes etapas do processo de desenvolvimento do produto, exigindo características que podem ser classificadas como apenas estéticas, parcialmente funcionais, plenamente funcionais ou necessitando da reprodução integral do produto final. Em relação às propriedades mecânicas, já foi afirmado que, se o protótipo deve ser idêntico, então deve ser injetado em moldes de metal .
Uma recomendação é o emprego preferencial de plásticos amorfos em detrimento dos semicristalinos, pois suas propriedades são menos dependentes da taxa de resfriamento e os resultados seriam peças com propriedades mas próximas das de itens injetados em ferramentas metálicas .Liu et al concordam com esta posição, mas para o uso de moldes SL , apontam três aplicações potenciais:
– Fabricação de peças com propriedades mecânicas dependentes de resfriamento lento;
– Situações em que há a necessidade do ajuste do processamento antes da construção do molde definitivo;
-Construção de protótipos e peças finais com baixo volume de produção.
Os moldes SL podem ser usados com sucesso quando se pode tirar proveito da baixa condutividade térmica ,conforme estudos de alguns autores. Pela menor exigência de pressões de injeção, eles acreditam que um novo campo de aplicação seria aberto com o emprego de moldes SL na moldagem de peças com caminho de fluxo longo em injetoras de pequeno porte. Para constatar essas considerações, foi injetado, com relativo sucesso, poliéster-éter-cetona (PEEK), um material que necessita de resfriamento lento para obtenção das propriedades ideais .
Os insertos SL eliminaram os custos de aquecimento dos moldes de aço e reduziriam a pressão de injeção.
Os insertos SL têm sido investigados praticamente apenas no processamento de termoplásticos em moldes de injeção de duas placas. Fora desse contexto, destacam-se trabalhos em casos que foram avaliados e que se usaram moldes SL na injeção de pó metálico e no processo de injeção com núcleo perdido .
Entre os itens de avaliação do desempenho de um molde de fabricação rápida essa seção é voltada aos aspectos relativos à durabilidade da ferramenta e ao atendimento das especificações da peça. Embora os altos tempos de ciclo sejam vistos como uma limitação, a busca por menores tempos de resfriamento é mais importante para aumentar a vida útil dos moldes SL e melhorar as propriedades da peça moldada do que para acelerar a produção, tendo em vista os pequenos lotes a que se destinam.
O módulo anterior mostrou a preocupação de pesquisadores quando à durabilidade dos moldes SL e que seu estagio de desenvolvimento ainda não permitiu o estabelecimento e a disseminação de padrões tecnológicos de projeto, fabricação e uso semelhantes aos que a indústria da injeção de plásticos utiliza. Como exemplo sintomático, cita-se um trecho de Palmer e Colton : “Para injeção de OS, o ângulo de saída deve ter mais de 4º quando se deseja mais de 25 peças, mas outros estudos são necessários para estabelecer relação entre ângulo e numero de peças até a falha”. Como na maioria dos trabalhos, essa recomendação se baseou em apenas um tipo de resina para estereolitografia, uma técnica de fabricação e uma forma de feature.
Além disso, dado o efeito da temperatura sobre a resistência mecânica das resinas para esta técnica de prototipagem e a peculiaridade dos picos e distribuições de temperatura em cada caso, esse tipo de regra pode não ser útil para outros projetos. Justifica-se, portanto, a importância que vem sendo dada às análises em CAE ,e aos modelos matemáticos.
Um dos fatores de grande preocupação em parte dos trabalhos foi com a caracterização e a redução das forças de extração com o ajuste de parâmetros de projeto e fabricação, faz sentido que se estudem os efeitos dos parâmetros do processo. Nesse sentido, para materiais semicristalinos de resfriamento rápido, recomenda-se reduzir o tempo de resfriamento ao menor valor possível, para diminuir a pressão de contato provocava pela contração e para que a elasticidade da peça e do molde ainda relativamente aquecidos contribua para a redução das forças de extração. Deve-se, contudo, investigar a viabilidade dessa estratégia para outros polímeros e compreender o papel de outros parâmetros na força de extração .
COMPARAÇÃO DAS PROPRIEDADES MECÂNICAS
Quanto à comparação da qualidade das peças injetadas em moldes SL com a das injetadas em moldes SL com a das injetadas em ferramentas convencionais, têm-se investigado somente as propriedades dimensionais e mecânicas.
Em relação ás propriedades mecânicas, embora alguns autores tenham encontrado apenas pequenas diferenças, vários trabalhos revelaram resultados discrepantes e/ou tendências contraditórias. As conclusões de Segal e Campbell de que “as diferentes técnicas de fabricação de insertos, polímeros injetados e geometrias de cavidade empregados dificultam a correlação dos resultados dos diversos trabalhos e que existe muito a ser investigado e conhecido sobre a influencia dos parâmetros de processo nas propriedades das peças injetadas em [moldes] SL”, ainda não consideradas plenamente reais. O estudo das informações sintetizadas na revisão bibliográfica sugere três tópicos de discussão para a continuidade do desenvolvimento da moldagem por injeção em moldes SL; parâmetros de moldagem, projeto do molde e preparação do processo de injeção.
OBSERVAÇÔES E ANÀLISE DOS PARÂMETROS DE MOLDAGEM .
Hopkinson e Dickens explicitam uma ressalva deixada nas entrelinhas de outros trabalhos: “o sucesso das aplicações do moldes de SL depende do emprego de parâmetros de processo específicos”. Alguns autores sugerem que o conjunto de valores para os parâmetros de moldagem em insertos SL é consideravelmente diferente do usado para obter peças consistentes em moldes convencionais .Os aspectos mais estudados até o momento são as influencias da taxa de resfriamento no tempo de ciclo, na força de extração e nas propriedades mecânicas e dimensionais.
Poucos foram os trabalhos que abordaram direta e claramente a influencia de parâmetros como velocidade de escoamento e pressão de recalque. Além disso, a forma de relatar os parâmetros de moldagem usados nos experimentos dificulta análises comparativas. Diversos autores informaram processos e velocidades em função de percentuais dos limites máximos das injetoras, e não os valores reais de pressão na cavidade ou, pelo menos, de pressão na ponta da rosca. Desta forma, em praticamente todos os trabalhos citados, a temperatura de injeção informada foi a de seção dianteira do canhão da injetora, não a temperatura real do polímero injetado.
As informações sintetizadas na revisão bibliográfica sugerem três tópicos de discussão para a continuidade do desenvolvimento da moldagem por injeções em moldes SL: parâmetros de moldagem, preparação do processo de injeção e projeto de molde.
Para tentar deixar claro as necessidades de investigação, são feitas, a seguir, análises pontuais de parâmetros-chave para o processo de injeção em moldes SL.
1º – Pressão na cavidade:
Está comprovado por unanimidade que se deve reduzir a pressão desenvolvida contra as paredes da cavidade de moldes sensíveis, como os fabricados por estereolitografia. Para isto , em alguns casos foi eliminada a etapa de recalque . Sabemos também e não podemos desprezar , que o recalque é importante para a obtenção de peças sem rechupes ou vazios e com propriedades mecânicas e dimensionais semelhantes às obtidas em moldes convencionais. Além disso, o excesso de contração do material favorece o aumento da força de extração e, com isso, a falha dos moldes sensíveis.
Notadamente devido a esses aspectos, em alguns casos se optou por programar pressões de recalque ao término da etapa de preenchimento .Notaram-se grandes discrepâncias entre os valores de pressão e tempo de recalques usados em cada trabalho, mesmo para peças com espessuras semelhantes de parede. A programação desses parâmetros varia conforme a geometria da peça, a espessura da entrada e as demais condições de processamento, mas poucos autores discutem ou explicam os valores adotados. As poucas referências de termoplásticos, simulação em CAE e procedimento por tentativa-e-erro.
2º – Velocidade e escoamento:
De forma generalizada, velocidades baixas de avanço da rosca foram usadas ou sugeridas nos trabalhos revisados. Vários autores afirmam que o uso de velocidades menores em relação às usadas com moldes convencionais, para preservar as integridade do ferramental, é favorecido pela baixa condutibilidade térmica dos inserto SL(1,5). No entanto, a partir de resultados experimentais, há recomendações para preencher a cavidade rapidamente para evitar a falha de features por flexão .O resultado se deve, em tese, à relação da mínima pressão necessária ao preenchimento com a velocidade de escoamento alcançada, pois se para aumentar a vazão de injeção é preciso maior pressão, o aumento da viscosidade do material sob velocidades baixas exige igualmente pressão. Entretanto, esse comportamento, que justifica a recomendação de velocidades de nível médio feita por Busato(30), foi pouco explorado pelos trabalhos sobre os moldes SL.
Desta forma , a carência de estudos a respeito da velocidade de escoamento sobre o processo de injeção em moldes de fabricação rápida sensíveis conduz a duas necessidades de pesquisa: a definição de recomendações mais precisas para a programação da velocidade de avanço da rosca em função da vida útil do molde e a caracterização dos efeitos da velocidade de escoamento sobre a orientação molecular e a microestrutura dos materiais injetados em moldes SL.
3º – Temperatura do material e taxa de resfriamento:
Uma sugestão que consiste em injetar o polímero sob temperaturas mais baixas, como uma forma de controlar a morfologia, também age em favor da proteção do molde SL contra os efeitos negativos do calor sobre sua resistência mecânica.
No entanto, orientações desse gênero precisam ser avaliadas no processamento de outros polímeros e dentro de outros contextos, como dão a entender alguma microestruturas indesejáveis obtidas na injeção de PP sob 170ºC (mínimo recomendado pelo fornecedor) e o aumento da pressão de preenchimento associado à diminuição da viscosidade na injeção de ABS em moldes SL.
A distribuição de temperatura do material (e do molde) pela cavidade ao longo do tempo pode ser considerada um dos parâmetros-chave, tanto para o controle das propriedades afetadas pela morfologia das regiões cristalinas do polímero injetado quanto para a durabilidade do inserto. Enquanto o aquecimento acima da temperatura de transição vítrea (Tg) do material construtivo do inserto diminui sua resistência aos esforços desenvolvidos nas etapas de preenchimento e recalque, por outro lado, aumenta a elasticidade da sua superfície, diminuindo a força de extração.
Utilizando-se de modelos matemáticos precisos e de posse de curvas de tensão máxima de falha versus temperaturas características do material do inserto, seria possível predizer informações importantes para o projeto do molde, como a sua vida útil e o modo pelo qual ele estaria mais propenso à falha, além de auxiliar na definição de parâmetros como pressão de injeção, temperatura do molde para início de um novo ciclo(1),temperatura de injeção e tempo de recalque.
Dos estudos consultados, nenhum deles explorou os efeitos da velocidade de rotação da rosca e do tempo de residência do material do cilindro, ainda também ,a influência desse tempo na degradação do material deve ser considerada no momento da programação do ciclo de injeção. Dusel et al ,por exemplo, recomendam que o canhão seja “purgado várias vezes durante o processamento”, o que muda significativamente a sequência tradicional das etapas do ciclo de injeção
PREPARAÇÂO DO PROCESSO DE INJEÇÂO
Uma boa parcela dos parâmetros de programação podem ser previstos com auxilio de simulação em CAE ou por recomendações encontradas na literatura, mas o ajuste fino por tentativa-e-erro diretamente na máquina injetora é uma etapa intrínseca ao processo. Aceita-se como normal que algumas dezenas de ciclos de ajuste do programa sejam executados até que a primeira peça válida – dentro das especificações – seja produzida. Entretanto, no contexto de moldes sensíveis, como os produzidos por estereolitografia, o número de ciclos “perdido” deve ser reduzido ao menor valor possível. Na indústria e também na literatura, se encontram procedimentos de preparação de máquinas, mas voltados aos moldes convencionais. Trabalhando com um procedimento do gênero, já se chegou a um total de 50 ciclos até conseguir a primeira peça válida em um molde SL e classificou-se a forma de obtenção da pressão de injeção como inadequada, por não ser orientada à proteção da integridade de moldes sensíveis(30).
Evidente e notório que análises da simulação do processo CAE seriam de extraordinária importância para estimar valores mais próximos dos finais, deixando que apenas o ajuste fino do processo fosse executado na injetora, e, com isso, diminuir o numero de ciclos perdidos.
Pesquisadores vêm apontando algumas dificuldades e maus resultados, uma vez que os aplicativos comerciais são voltados para análises de processos com moldes convencionais, vários autores confirmam que as simulações podem ser satisfatórias na previsão dos parâmetros de processo também para moldes SL .Outros autores corroboram essa opinião, relatando pressões de injeção e temperaturas de molde previstas em CAE com discrepâncias inferiores a 20% em relação às observadas experimentalmente .
Projeto do molde
Dos trabalhos revisados, a maioria deles foi fundamentada em análises em aplicativos CAE para dimensionar e posicionar os componentes dos sistemas de resfriamento, localizar termopares para monitoração ou prever as distribuição de temperaturas e o tempo mínimo de resfriamento.
Porém, enquanto o sistema de resfriamento do molde é tema de discussão frequente, pouca importância foi dada ate o momento para o projeto de outros sistemas do molde. A respeito do sistema de saída de ar da cavidade, por exemplo, nenhuma informação foi encontrada na literatura revisada.
A investigação da melhoria do projeto do sistema de alimentação, é recomendável pelo autor Polsky, em virtude de sua influencia nos parâmetros de processo e na durabilidade do molde, poucos trabalhos fazem referência ao tema. Lafratta, resume a discussão ao afirmar não haver um consenso quanto ao dimensionamento ideal de entrada sob o ponto de vista do balanceamento entre resistência mecânica e tempo de congelamento.
Ele ainda sugere o estudo de insertos híbridos, com a cavidade em ferramentas produzidas por estereolitografia e o sistema de alimentação fabricado em um material mais resistente.
A simulação em CAE assume especial importância no projeto do sistema de alimentação ,conforme indicação de Busato .
ANALISE FINAL E ORIENTAÇÔES DOS ESTUDOS
O nível de interferência de parâmetros de processo nas propriedades da peça ainda foram pouco explorados e alguns dos resultados obtidos são incompletos, pouco explicados ou até mesmo contraditórios. Pela nossa visão, é agravado pelas diferentes maneiras de projetar e construir os moldes, adotadas por muitos pesquisadores, bem como pela considerável variedade de termoplásticos estudados. Somente propriedades mecânicas e dimensionais têm sido avaliadas, deixando em segundo plano o estudo dos efeitos do processamento em moldes SL sobre características de grande importância comercial como brilho, transparência e resistência química.
Interessante constatar que, alguns dos principais defeitos em peças injetadas, como linhas de soldagem e bolhas, têm tido pouca atenção por parte de pesquisadores, dado o estagio embrionário do desenvolvimento do processamento nesta categoria de ferramentas.
A análise da variação dos parâmetros de processo é, contudo, fundamental para avaliar a viabilidade do emprego de moldes SL, não apenas para obtenção de protótipos ou lotes-piloto, mas como alternativa à obtenção de peças com processamento complexo, como componentes isentos de tensões residuais, artigos com paredes finas ou peças injetadas em plásticos de engenharia com restrições de processamento em moldes de alta condutividade térmica.
A necessidade de se investigarem a velocidade do escoamento e os parâmetros que controlam a faze de recalque, é notório pelos estudos efetuados. O grande numero de publicações recentes sobre esses parâmetros, no contexto da injeção de peças técnicas em moldes metálicos, reforça ,ésta carência. É reconhecido por estudiosos e pesquisadores , a importância das análises numéricas de esforços e distribuição de temperatura para o projeto dos sistemas de alimentação, resfriamento e extração, bem como da própria cavidade, além do auxilio à determinação de parâmetros de processo. Porém, como os sistemas CAE disponíveis comercialmente são voltados à injeção em moldes convencionais, tem sido necessário adaptar e simplificar modelos, condições de contorno e parâmetros de entrada. Acredita-se que é preciso maior investigação e desenvolvimento para que o emprego de CAE no projeto de moldes SL tenha o mesmo grau de confiabilidade alcançado no caso dos moldes de aço.
Deve-se investigar a aplicação dos moldes SL para aplicações de maior valor agregado e em situações em que sua baixa condutividade térmica possa se tornar vantajosa. De maneira simultâna, prolongam o tempo de ciclo e diminuem a resistência mecânica da ferramenta, suas propriedades térmicas permitem o uso de menores pressões de injeção e proporcionam a obtenção de propriedades microestruturais que dificilmente seriam controladas com o uso de moldes metálicos. Essas características sugerem que os moldes SL poderiam ser estudados como uma solução alternativa à injeção de peças de parede fina, um dos temas mais abordados por pesquisadores do processo de injeção em moldes metálicos. Aparentemente, há um campo aberto à investigação do desempenho de insertos SL em ferramentas de maior complexibilidade, a exemplo dos moldes de três placas, moldes com gavetas e moldes com sistema de câmara quente.
Para processos de crescente emprego industrial, como injeção auxiliada por gás, injeção-compressão, injeção de multicomponentes e micro-injeção , é válido o mesmo raciocínio.
Andrei Zwetsch Cavalheiro ,Carlos Henrique Ahrens e Gean Vitor Salmoria são do Laboratório de Projeto e Fabricação de Componentes de Plásticos Injetados da Universidade Federal de Santa Catarina. Publicação autorizada pelos autores- obrigado.