

Estudo da fase de recalque no processamento por injeção de polímeros termopl´asticos
Por: ADRIANO FRANCISCO REINERT
Na moldagem por injeção, diversas variáveis de processo interferem no bom desempenho do produto final. Os recursos da máquina injetora possibilitam regular algumas destas variáveis, sendo que a fase de recalque tem a maior influência na obtenção das características funcionais ideais para o produto injetado, principalmente no que diz respeito à sua massa e à resistência ao impacto.
As inovações tecnológicas estão cada vez mais pré sentes nos equipamentos para processamento de polímeros termoplásticos.
Diversos periféricos vêm sendo utilizados para melhorar os recursos disponíveis em máquinas injetoras, como por exemplo, alimentadores automáticos, dosadores de pigmentos, sensores de pressão junto ao molde.
Os parâmetros de processamento dos materiais também estão sendo otimizados, principalmente no que diz respeito ao controle preciso do material a ser injetado nas cavidades do molde. Os parâmetros de injeção têm sido largamente discutidos em congressos procurando esclarecer seus efeitos sobre os produtos finais.
De outro lado, o segmento produtivo tem buscado materiais com melhores propriedades que atendam os requisitos do mercado consumidor, cada vez mais exigente. Este contexto apresenta um estudo dos parâmetros de processo de injeção no que tange ao recalque. Durante a transferência do material plástico fundido para as cavidades do molde, o mesmo pode receber diferentes pressões, velocidades e tempos de atuação que interferem diretamente nas propriedades do produto final. Esses parâmetros de injeção são definidos nos mecanismos de comando das máquinas.
A cristalinidade, o brilho, as resistências mecânica e química podem ser modificados em função da variação desses parâmetros.
PARÂMETROS DE PROCESSO
A moldagem por injeção pode ser dividida em três fases: de injeção, de compressão (ou compactação) e de recalque (Figura 1).
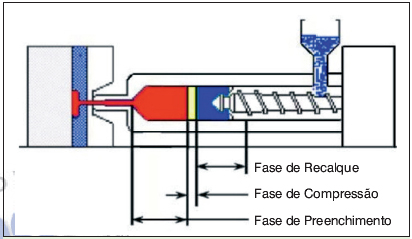
Figura 1 – Fases da moldagem por injeção
• Injeção – Também conhecida como filling, caracteriza-se somente no momento de transferência de parte do material pré-dosado para dentro do molde, definindo o preenchimento volumétrico de suas cavidades. Nesta fase tem-se o controle do volume de material a ser transferido para o molde, sendo variáveis a quantidade total de material disponível para ser transferido para o molde, a regulagem das temperaturas e a plastificação do material polimérico.
O material percorre os canais de injeção e envolve as paredes do molde, formando uma camada que se congela devido velocidade de escoamento. Essa camada endurecida é denominada camada congelada ou frozen layer. Quanto menor a velocidade de escoamento do material, maior será a espessura desta camada, reduzindo a passagem central do material e aumentando a pressão necessária para continuar deslocando a massa polimérica. A Figura 2 apresenta um esquema do escoamento do material com a respectiva camada congelada.
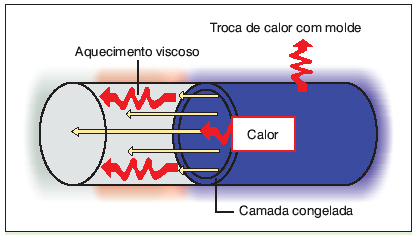
Figura 2 – Camadas de resfriamento durante o escoamento do material termoplástico
• Compressão – Também chamada de packing, nesta etapa é transferida uma pequena quantidade de material polimérico que auxilia na “pré-compactação” do produto tendo como função principal permitir a passagem do controle de pressão da fase de injeção para a próxima, ou seja, a de recalque. O início da compressão ocorre no momento em que a frente de fluxo atinge o final da cavidade, necessitando-se assim maiores níveis de pressão para que o material continue sua movimentação em direção ao molde.
A Figura 3 representa o avanço do material no interior de uma cavidade ou canal de injeção.
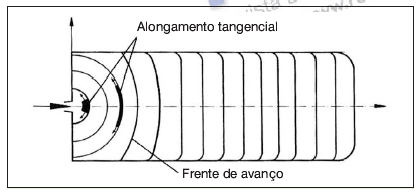
Figura 3 – Perfil de avanço do material em uma cavidade [4]
Nesse estágio é definido o total de massa injetada, porém não de forma constante devido as variações no volume de cada cavidade e a ocorrência de movimentação na linha de abertura do molde .
Após a pré-compactação, é necessário acompanhar a redução volumétrica do produto causada pela contração do material. Esta compensação pode ser atendida utilizando-se o recalque que, de forma genérica, promove a compactação final do material polimérico permitindo o acabamento do produto final.
A Figura 4 mostra um gráfico da pressão na cavidade do molde para cada fase do processo de injeção.
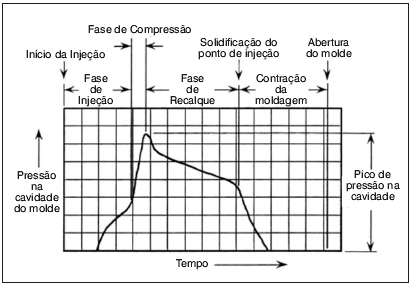
Figura 4 – Variação da pressão durante o processo de injeção
• Recalque – Aplicado para sustentar o retorno do material que já se encontra na cavidade do molde até o congelamento do material derretido e empurrar material adicional para dentro da cavidade durante a sua contração, devendo ocorrer até que o produto, na região do ponto de injeção ou gate, solidifique totalmente. Para melhor visualização do comportamento do material dentro da cavidade do molde gera-se uma curva de pressão da cavidade x tempo. A observação do comportamento do material polimérico dentro da cavidade do molde representa a condição real do produto, ou seja, a visão de como fora transferido o material da unidade de injeção para dentro do molde e quais as propriedades resultantes. Isto pode ser observado (Figura 5) em cada uma das três fases da moldagem por injeção.
O conhecimento desses comportamentos permite controlar com maior precisão os efeitos das variações dos parâmetros de processo.
O processo varia de acordo com a magnitude da compressão e do recalque, apresentando um significativo efeito sobre a contração e as dimensões do produto final. A pressão de recalque deve estar alta o suficiente para compensar os efeitos da contração. Em alguns casos, a pressão é excedida, provocando um pico, também conhecido por overpacking. Isto pode resultar em altos níveis de tensões residuais e dificuldades na extração do produto [5].
O recalque também é responsável pela organização molecular de forma alinhada devido as altas pressões no interior do produto e a formação de novas camadas congeladas.
A Figura 6 apresenta um diagrama esquemático da mudança de estrutura molecular no recalque.
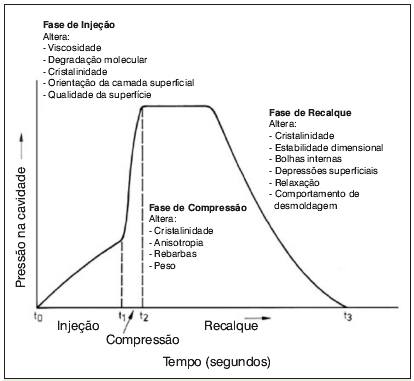
Figura 5 – Influência das fases de injeção nas características obtidas no produto final [4]
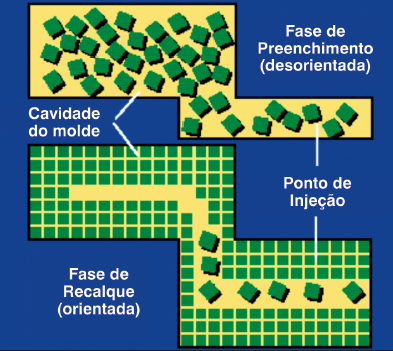
Figura 6 – Orientação molecular [6]
Durante a compactação pode-se ter uma adição de até 10%de material para polímeros amorfos e 20%de material para semicristalinos .
A injeção é controlada por um tempo, uma pressão e uma velocidade de injeção que podem ser ajustados de acordo com as necessidades do processo.
A fase de compressão, por ser pouco conhecida e aplicada no Brasil, normalmente não é apresentada no painel de controle das injetoras. Seu uso deve seguir algumas regras, porém pesquisas baseadas em experimentos práticos têm mostrado que se deve ter atuação rápida e com pressão limite de até 75% da pressão de injeção.
FASE DE RECALQUE
Também denominada holding, essa fase é a que mais interfere nas propriedades finais do produto sendo a mais utilizada como recurso de compensação das contrações volumétricas do mesmo. Essa compensação, com a inclusão de mais material polimérico na cavidade, reduz a distância entre as moléculas.
A compactação final ocorre de dentro para fora da peça, atuando na região mais aquecida do material, ou seja, o seu núcleo. Durante a injeção, parte do material polimérico troca calor com o aço que encontra durante todo o percurso de preenchimento e resfria. Do contrário, outra parte do material não tem contato direto com os canais de injeção e molde e fica isolado mantendo sua temperatura elevada e ficando por mais tempo quente. É nesta região que acontecem as maiores contrações do produto e onde o recalque atua.
A passagem do final da fase de injeção para a de recalque é denominada comutação que pode ser promovida de diversas formas buscando a melhor condição de processo. Essas formas são caracterizadas de acordo com o tipo de atuação mecânica, ou seja, em que momento esta fase irá ser iniciada.
Dependendo das características finais do produto, os tipos mais precisos disponíveis de recalque (Figura 7) são:
– Por pressão na cavidade do molde;
– Por pressão na ponta da rosca ou no bico;
– Por pressão hidráulica e;
– Por estiramento de coluna.
Os dois primeiros sistemas são os mais precisos, no entanto pouco utilizados pelas empresas devido ao alto custo de implantação. Na maioria dos casos, os equipamentos disponibilizam recursos menos precisos de recalque. Os controles por tempo e posição são atualmente muito utilizados nas empresas, porém não são os mais recomendados, por não atuarem diretamente sobre o material plástico. Estão representadas na Figura 8 o recalque por tempo e na Figura 9 o recalque por posição.
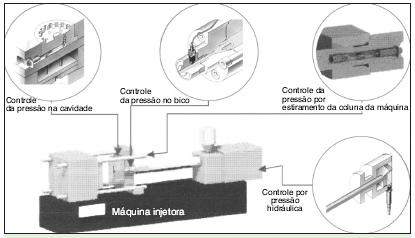
Figura 7 – Sensoriamento de pressão [8]
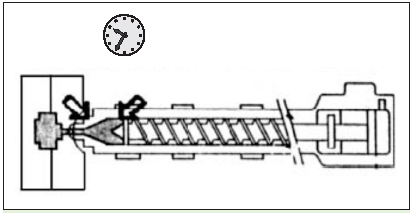
Figura 8 – Representação do recalque por tempo
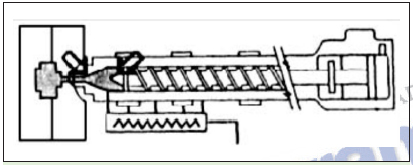
Figura 9 – Representação do recalque por posição
O controle do recalque define o nível de compactação a que foi submetido o produto, que é sempre diferenciado entre o ponto de injeção e seu ponto oposto. Esta variação de pressão provoca diferentes contrações na extensão do produto. A Figura 10 apresenta o histórico da pressão em diferentes posições de uma cavidade.
Na Figura 11 é indicada a diferença de pressão encontrada entre dois pontos extremos de uma cavidade.
Como já mencionado, o recalque é utilizado para compensação da contração volumétrica do material polimérico, porém sua segunda e mais importante função é de possibilitar o balanceamento das pressões internas na cavidade. Esta função é pouco explorada, porém representa um forte indicativo para grande parte dos problemas incorridos em peças injetadas.
Para melhor representar o recalque, avalia-se a quantidade de material necessária para que sua atuação seja perfeita. Durante o cálculo da dosagem já se prevê uma quantidade de material para o recalque, que pode ser obtida através da fórmula :
Dosagem = volume moldagem + % contração + colchão
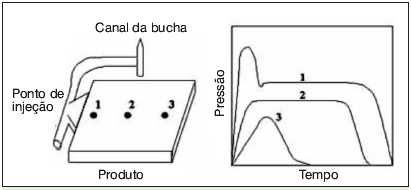
Figura 10 – Representação da diferença de pressão
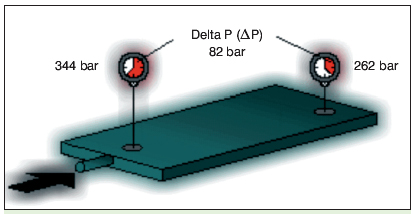
Figura 11 – Representação da diferença de pressão [3]
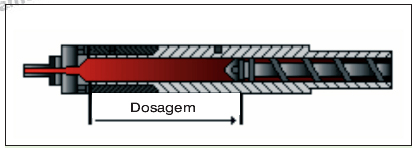
Na Figura 12 está representada a fase de dosagem de material no canhão da máquina.
A atuação do recalque define a quantidade de material necessária para compensar a contração do polímero fundido, somada à uma sobra de material para garantir o pleno avanço da rosca, obtida pela fórmula :
Recalque = % contração + colchão
A porcentagem de contração dos materiais é tabelada e deve-se considerar um percentual baseado no valor máximo. Devido as variações durante o processamento, tem-se grande influência na orientação molecular do material.
COMPORTAMENTO DOS POLÍMEROS QUANTO A: PRESSÃO, VOLUME E TEMPERATURA (P-v-t)
Os materiais poliméricos apresentam coeficientes positivos de expansão térmica e são muito compressíveis no momento da moldagem. Como resultado, há uma variação do volume de material que ocupará a cavidade em função da pressão e temperatura de operação.
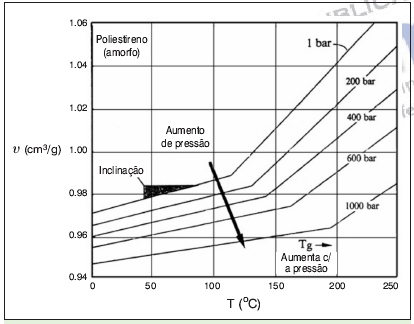
As características de pressão, volume e temperatura são estudadas para analisar o comportamento dos materiais poliméricos e apresentadas em forma de curvas obtidas experimentalmente. Os dados de volume específico como função da temperatura sob constantes variações de pressão são apresentados em gráficos bidimensionais.
Influenciada pela elevação da pressão aplicada sobre o polímero, a Tm (temperatura de fusão cristalina) é modificada, demonstrando o quanto o material polimérico sofre influências dos parâmetros de processo e que qualquer variação pode afetar positiva ou negativamente o produto final .
A Figura 13 apresenta um gráfico P-v-T para material amorfo, neste caso o poliestireno.
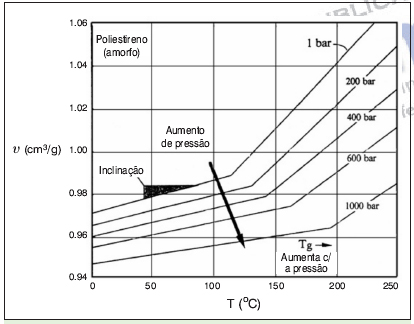
Figura 13 – Curvas P –v – T para materiais amorfos [9]
O efeito sobre a Tm é ainda maior para os materiais semicristalinos, pois o aumento de volume é intenso no momento que se têm maiores pressões atuantes sobre o mesmo, como demonstrado na Figura 14 para o polipropileno.
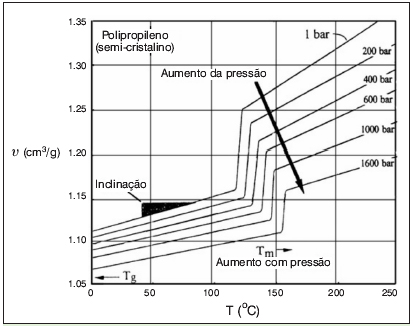
Figura 14 – Curvas P – v– T para materiais semicristalinos [9 ]
As curvas mostram que realmente os materiais poliméricos, especificamente os materiais plásticos, são muito compressíveis sob diferentes pressões e temperaturas definidas no processamento por injeção.
Com este estudo pode-se perceber a grande importância da correta utilização das fases de injeção, compressão e recalque. A função de cada uma é adequar a necessidade da fabricação de um produto com suas características intrínsecas durante a fase de resfriamento. A injeção seguida de uma pré-compactação, representada pela fase de compressão, auxilia no preenchimento adequado do produto, enquanto que o recalque estabelece o nível de compensação volumétrica do material que está contraindo.
Assim demonstra-se que a compressão é uma parcela importante do processo na definição dos parâmetros, apontando para este fato que é desconhecido de grande parcela dos profissionais da área.
O recalque, também de elevada importância, merece aprofundamento dos estudos, pois não há conhecimento preciso sobre o grau de interferência do mesmo nas propriedades do produto final.
Fonte: Revista Ferramental
Publicado em 12/06/2017