

Estudo do contato ferramenta-peça no fresamento de formas geométricas complexas
Por: Adriano Fagali de Souza
Ivandro Bonetti
RESUMO
No mercado atual nota-se uma significativa importância do segmento de molde e matrizes para a fabricaçÃo de produtos e componentes. Diversas limitações tecnológicas nos processos de fabricação de moldes e matrizes podem ser encontradas na literatura. Este trabalho apresenta um estudo sobre o processo de usinagem de formas complexas,
frequentemente encontradas na indústria de moldes e matrizes. Um estudo sobre o contato ferramenta-peça é realizado, assim como erros de forma devido à flexão da ferramenta de corte, caso comum nesta indústria. Keywords: Moldes e Matrizes; CAD/CAM; usinagem.
1 INTRODUÇÃO
Atualmente várias ineficiências produtivas durante a fabricação de moldes e matrizes contendo formas complexas são documentadas. (GUZEL e LAZOGLU, 2003; SOUZA, 2001; SOUZA et al 2006) Normalmente, a manufatura destes ferramentais demanda longo tempo, com grandes dificuldades em se garantir a precisão e a qualidade requerida. Isto porque a rugosidade da superfície do molde, após o processo de usinagem, não é satisfatória para ser diretamente utilizada na produção (BOUJELBENE et al 2004). Neste caso, envolvem-se etapas de acabamento manual, fundamentalmente dependente de habilidades manuais dos operadores, que visam obter o acabamento superficial necessário para o ferramental começar a produzir. Por mais hábil que seja este profissional, a precisão dimensional do molde fica comprometida, além disso, muito tempo de trabalho é necessário nesta etapa de acabamento, representando uma cnsiderável parcela no custo final do molde, além de aumentar o tempo de fabricação.
De acordo com BOUJELBENE et al (2004), a maior porcentagem do custo de um produto fabricado pela injeção de plástico é relativo à manufatura do molde, correspondente a 30%. O trabalho de pesquisa realizado por GREGOLIN e ANTUNES (2002) demonstra a necessidade de aprimorar a fabricação de moldes e matrizes. O estudo constatou que a indústria de moldes é tecnologicamente heterogênea na fabricação destes ferramentais e para aumentar a competitividade, deverá se igualar tecnologicamente aos países considerados desenvolvidos, nesta área de fabricação, assim como constatado no trabalho realizado por CHÜTZER; SOUZA e STANIK (2000). É notoria a importância do segmento de molde e matrizes para inúmeras cadeias produtivas, extrapolando para a competitividade da indústria brasileira como um todo.
2 ESTUDO DAS ETAPAS DE FABRICAÇÃO DE MOLDES E MATRIZES
Na fabricação destes ferramentais, diferentes operações de usinagem são empregadas. Entretanto, nota-se que as operações de fresamento das cavidades são as operações mais significativas, pois além de produzir o produto final, pode influenciar diretamente as operações subsequentes, repercutindo na qualidade, custo e tempo de fabricação do produto. A Figura 1 esboça esta cadeia de fabricação.
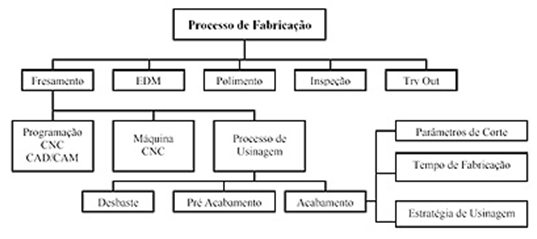
Figura 1: Esboço dos processos de fabricação de moldes e matrizes
As operações de fresamento das cavidades podem ser subdivididas em: Programação CAD/CAM; Máquina CNC; Processo de usinagem. Estudos das etapas que sucedem o processo de usinagem, envolvendo a programa CAD/CAM, são apresentados por SOUZA e COELHO 2003. SOUZA et al 2006, que estudam a qualidade das trajetórias de ferramenta geradas por diferentes sistemas CAM. GUARDIOLA et al 2007 estudam erros de movimentação de máquina CNC na usinagem de formas complexas utilizando trajetórias descritas por polinômios Spline. SOUZA e COELHO 2006 apresentam estudos das oscilações da velocidade de avanço quando superfícies complexas são usinadas em altas velocidades, utilizando interpolações lineares e polinômios Spline para representar trajetórias de ferramenta. As influências dos valores das tolerâncias de cálculo de programas CNC, via software CAM, nos processos de fresamento em alta velocidade utilizando ambos os
métodos de trajetórias de ferramenta são apresentadas em SOUZA e COELHO 2007.
O trabalho atual apresenta um estudo sobre o processo de usinagem de moldes e matrizes. 4.1 Usinagem de formas complexas em moldes e matrizes Normalmente, o ciclo de desenvolvimento de um componente gerado por um molde ou matriz é bastante longo e requer a aplicação de várias áreas do conhecimento técnico. Este ciclo pode ser divido em três grandes fases distintas: Projeto do produto, projeto do molde e fabricação. Dentro da fase de fabricação está a usinagem da geometria do produto, a cavidade. O processo tradicional para manufatura de moldes e matrizes, normalmente, envolve as seguintes etapas:
Desbaste: Operações de fresamento CNC partindo de um material em estado bruto. Esta operação é executada em 2½ eixos, pois a ferramenta é posicionada em uma determinada altura em Z e depois executa movimentos em dois eixos para remoção de material deste nível. Quando a remoção de material deste nível é finalizada, a ferramenta se posiciona em uma nova altura em Z (definida pela profundidade de corte), remove o material deste plano, repetindo este processo até a conclusão do desbaste. Normalmente deixa-se um sobremetal para a operação final de acabamento.
Alívio de cantos e pré-acabamento: estas operações de fresamento têm a finalidade de eliminar grandes volumes de material deixados pelo desbaste. Podem ser realizadas devido a ineficiência do processo ou para remover material em áreas onde a ferramenta de desbaste é incapaz de alcançar devido à limitações geométricas.
Acabamento por fresamento: esta é uma operação de fresamento CNC tridimensional, utilizando 3, 4, ou 5 graus de liberdade, conforme a disposição da máquina-ferramenta. Esta operação visa remover todo material excedente das operações anteriores e obter a melhor qualidade superficial possível no fresamento.
Operações manuais de acabamento: após as operações de usinagem esta etapa é realizada por um “artesão“. Utilizam-se instrumentos tais como: lixas, pedras, esmerilhadeiras manuais, etc. Este processo tem a finalidade de eliminar as imperfeições deixadas pelas operações de usinagem, influenciando de forma determinante nos custos e tempos de produção, acarretando em imprecisões, justamente pelo fato de ser altamente dependente da habilidade manual do operador.
4.2 Estudo das condições de contato ferramenta/peça – Desbaste
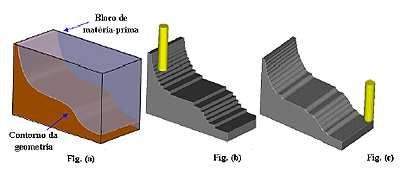
Para realizar uma análise sobre as operações de fresamento de formas complexas, é conveniente estudar as condições de contato ferramenta-peça e as implicações, dificuldades e aproximações realizadas, para se modelar este processo de usinagem. A Figura 2a demonstra o contorno de uma peça não planar, com diferentes graus de curvatura, e o bloco prismático de matéria-prima para sua confecção. A Figura 2b ilustra o material restante da operação de desbaste utilizando uma fresa de topo plana, segundo uma estratégia de desbaste com incremento vertical constante. A Figura 2c mostra o desbaste nas mesmas condições de usinagem, utilizando-se de uma ferramenta de ponta esférica, com a mesma estratégia.
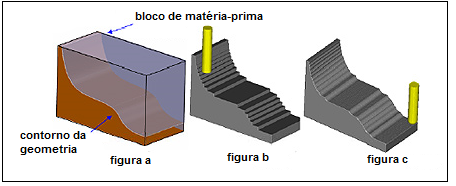
Figura 2: Desbaste por ferramentas de topo plana e esférica
Observa-se que a ferramenta esférica permite se aproximar mais da geometria final da peça, deixando um sobremetal mais uniforme para o acabamento, em contrapartida requer maior tempo para desbaste. Ferramentas de topo planas com raio na extremidade estão sendo cada vez mais empregadas nesta aplicação. De acordo com SCHULZ e FINZER (1999), para se ter um processo HSC eficiente, a ferramenta de corte deve permanecer em carregamento e contato com o material de maneira constante, mantendo tão estável quanto possível, a força de usinagem. Para isto a seção de corte deve se manter a mais constante possível, durante todo o percurso da ferramenta.
A Figura 3 ilustra o sobremetal remanescente após a operação de desbaste por 2½ eixos em uma superfície plana, com inclinação.
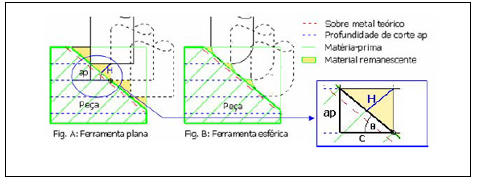
Figura 3: Sobremetal proveniente da usinagem de desbaste em formas complexas
Figura 3: Sobremetal proveniente da usinagem de desbaste em formas complexas A Figura 3a ilustra a operação realizada por uma ferramenta de topo plana e a Figura 3b a mesma operação realizada por uma ferramenta esférica. Com as simulações realizadas em um software CAD observou-se que o volume de material remanescente após a usinagem com a ferramenta esférica é 80% menor, se comparado ao volume deixado pela ferramenta plana. Entretanto, o desbaste utilizando a ferramenta esférica exigirá maior tempo de usinagem, pois o avanço radial de corte (ae) deve ser reduzido, por questões geométricas, se comparado a uma ferramenta plana.
Para o caso da Figura 3a, utilizando-se da trigonometria básica, a área de material remanescente (AR) e a comprimento máximo da seção transversal de corte (H) podem ser obtidas pelas equações abaixo, em função da profundidade de corte (ap) e da inclinação da superfície:
No exemplo demonstrado pela Figura 3, foi considerado um caso onde a superfície usinada possui uma inclinação constante, definida pelo ângulo ?. No caso de moldes e matrizes as inclinações das superfícies se alteram constantemente em função da natureza geométrica do produto.
Considerando que a profundidade de usinagem (ap) se mantém constante para o desbaste, o volume de material remanescente, além do sobremetal teórico, estará em função da curvatura da superfície. Segundo BEARD (2001); GOMES et al (2003), esta quantidade não uniforme de material para ser removida na operação de acabamento é prejudicial ao processo, principalmente quando se aplica a usinagem em altas velocidades. Grandes alterações no volume de material a ser removido durante a usinagem, em virtude destas transições topográficas, podem acarretar em instabilidades no processo.
Segundo FRIEDHOFF (2002), as velocidades de avanço nestas circunstâncias deverão ser minimizadas para não reduzir a vida útil da ferramenta de corte.
4.3 Estudo das condições de contato ferramenta/peça – Acabamento
Nas operações de usinagem de moldes e matrizes, o acabamento é realizado por uma ferramenta de ponta esférica, onde ocorrem características peculiares entre a ferramenta de corte e peça, variando o ponto de contato e seu diâmetro efetivo de corte. Estas características de processo têm fundamental influência no sucesso da usinagem. No acabamento, usando-se uma estratégia de corte tipo haster (passes paralelos), por exemplo, a forma do cavaco se altera constantemente com a variação do sentido de avanço e a posição do ponto de contato da ferramenta com a peça. A Figura 4 ilustra estas variações para uma geometria de usinagem hipotética em uma passagem da ferramenta pela peça.
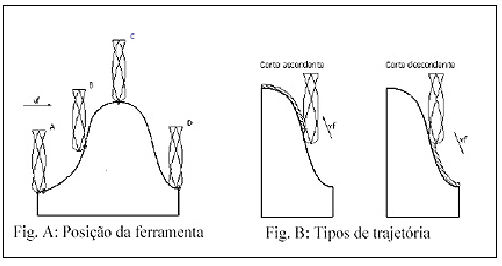
Figura 4: Pontos de contato de uma ferramenta esférica
A ferramenta na posição A pode ter longo contato com a peça incluindo-se sua região central, com velocidade de corte zero. Acompanhando o sentido de usinagem até a posição D, a ferramenta oscila entre sentido de corte ascendente, de A para B e sentido descendente de B a D. No ponto C, a ferramenta está em contato com a peça apenas no centro, e na posição B a ferramenta utiliza sua periferia para o corte, com o diâmetro efetivo de usinagem sendo igual ao diâmetro nominal da ferramenta. Nesta posição, a ferramenta atinge a sua maior velocidade de corte. A Figura 4b mostra, de forma ilustrativa, a área de contato da ferramenta com a seção de corte do material, caso o volume de remoção seja uniforme, numa operação de acabamento final. No sentido scendente, a ferramenta corta com o diâmetro nominal, e no sentido descendene, utiliza a parte esférica, podendo utilizar o centro da ferramenta, com velocidade de corte zero, dependendo da relação entre o sobremetal e o raio da fresa.
Sistemas CAD/CAM atuais geram os programas NC sem considerar estas características de contato ferramenta/peça, tendo como consequência, vibrações e deflexões da ferramenta. No ambiente industrial, os operadores das máquinas reduzem manualmente as velocidades avanço e/ou rotação da ferramenta, para evitar situações indesejadas. 4.2 Estudo dos parâmetros de corte no fresamento de formas complexas
Ao contrário do fresamento convencional, na usinagem de formas complexas, estas encontradas trivialmente na fabricação de moldes e matrizes, o contato ferramenta/peça altera-se constantemente e diferentes geometrias de ferramentas são empregadas. Desta forma, os parâmetros de corte possuem características peculiares, de acordo a
etapa de usinagem.
– Profundidade de corte axial (ap). Nas operações de desbaste, este parâmetro representa os níveis de usinagem 2½ eixos, como no fresamento convencional. Entretanto, nas operações de acabamento, a profundidade de corte axial representa a espessura do sobre-metal, deixado pelo desbaste e muitas vezes não se encontra no sentido axial da ferramenta de corte.
– Profundidade de corte radial (ae). Nas operações de desbaste, onde se utiliza uma ferramenta de topo plana ou com pequenos raios nas extremidades, este parâmetro não se altera com relação ao fresamento convencional. Entretanto, quando se emprega ferramentas de ponta esférica para realizar o acabamento, os valores dos passes radiais devem ser drasticamente reduzidos, afim de se obter melhor qualidade de usinagem, reduzindo volumes de material denominados altera de crista (cusp heigh). A Figura 5 ilustra esta característica do processo.
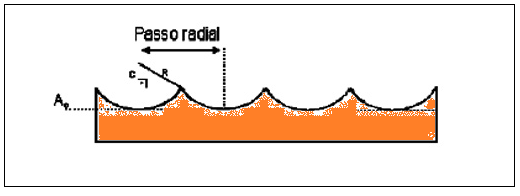
Figura 5: Representação trigonométrica para cálculo da altura de crista
A altura de crista pode ser calculada através da Equação 3.
Onde:
Ac = Altura de crista [mm]
e = Passo radial (espessura de penetração) [mm]
R = Raio da ferramenta [mm]
– Velocidade de corte (vc). No fresamento de superfícies complexas, utilizando uma ferramenta de ponta esférica, acontecem poucas ocasiões em que a ferramenta utiliza seu diâmetro nominal para realizar o corte, isto ocorrerá na usinagem de superfícies paralelas a seu eixo. Na maior parte dos casos, a região de contato entre a ferramenta e a
peça varia entre o seu centro (diâmetro zero) à um valor que dependerá da profundidade de corte e da inclinação da superfície (CHIANG at al 1995). Tendo como base a Figura 6, utilizando-se de relaçõesrigonométricas, é possível determinar o raio efetivo de corte para uma superfície plana, como apresentado de forma aproximada pela
equação 4).
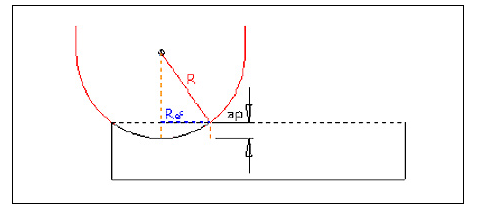
Figura 6: Diâmetro efetivo de corte em uma superfície plana
Onde:
Ref = Raio efetivo de corte [mm]
ap =profundidade de corte [mm]
R = Raio da ferramenta [mm]
Desta forma, a velocidade de corte máxima deverá ser calculada considerando o diâmetro efetivo máximo da ferramenta. Entretanto, na fabricação de moldes e matrizes a curvatura da superfície se altera constantemente, variando assim o diâmetro efetivo de corte. Com isto, fica alterada a correta definição dos parâmetros que necessitem do diâmetro da ferramenta. Análise do desvio de forma devido a flexão da ferramenta
O desvio de forma entre a geometria projetada e a peça após a usinagem pode ser causado por diferentes fontes, como: estrutura da máquina-ferramenta, algoritmos de comando do CNC, características do processo de corte, flexão da ferramenta devido à força de usinagem, entre outras. Nesta proposta de estudo é analisado o desvio de forma devido à flexão da ferramenta, pois este é o fator que representa um erro dimensional significativo na usinagem de moldes e matrizes, devido à frequente necessidade de se utilizar ferramentas com excessivo comprimento em balanço. Conforme recomendação dos fabricantes de ferramentas de corte, pode-se estimar a flexão da ferramenta utilizando princípios de resistência dos materiais, considerando a ferramenta como uma viga mono-engastada sob a ação de uma força radial, decorrente do processo de corte (Figura 7).
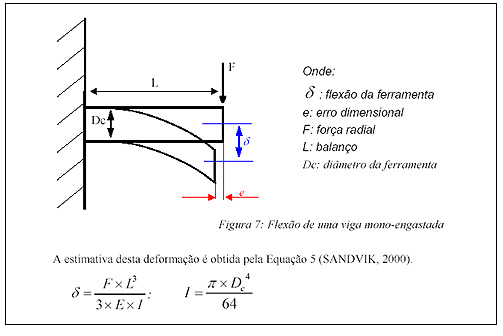
Onde:
E: modulo de elasticidade. Metal duro: 360K N/mm2
I: momento de inércia Aprofundando-se neste estudo, observou-se que o desvio de forma da peça final devido a flexão da ferramenta não
corresponde diretamente com a distância entre o centro da ferramenta fletida com o centro da ferramenta estática (d). A magnitude deste erro (e) está relacionada com a distância da ponta da ferramenta e a superfície perpendicular a seu eixo. Outro fato importante observado é que este erro também está relacionado com a inclinação da superfície (Figura 8), quando a superfície se afasta do centro da ferramenta de corte em função de sua inclinação, a flexão da ferramenta terá maior influência no desvio de forma.
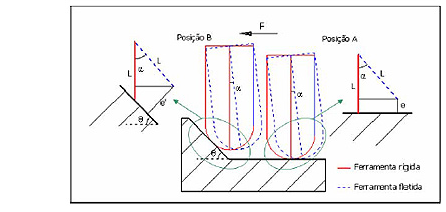
Figura 8: Desvio de forma em função da inclinação da superfície e flexão da ferramenta
Conhecendo-se a flexão da ferramenta durante a usinagem, foram desenvolvidas equações para se estimar o erro de forma em função da inclinação da superfície. Utilizando relações trigonométricas, obteve-se as equações 6 e 7. Para superfície perpendicular ao eixo da ferramenta:
( ) [ ]L arcsen L e d × – × = cos 1 6
Para superfície com inclinação ? em relação ao eixo horizontal:
[ ]) (cos ) ( ‘ e e Tg sen e × + × – × = a a d a 7
Onde:
e: desvio de forma para superfícies perpendiculares ao eixo da ferramenta
e’: desvio de forma para superfícies não perpendiculares ao eixo da ferramenta
a: ângulo de inclinação da superfície
L: Comprimento de balanço da ferramenta
d: flexão da ferramenta
A flexão da ferramenta também foi estimada de forma prática, de forma que, a ferramenta, sem rotação foi deslocada
contra o corpo de prova fixo ao dinamômetro. Esta movimentação foi realizada na direção Y, por incrementos milesimais, até a componente Fy atingir um valor de grandeza similar ao valor observado em processo de usinagem semelhantes. O gráfico da Figura 9 apresenta no eixo X, a distância que a máquina se movimentou após o contato da ferramenta com o corpo de prova. O eixo Y corresponde à força Fy referente a esta movimentação.
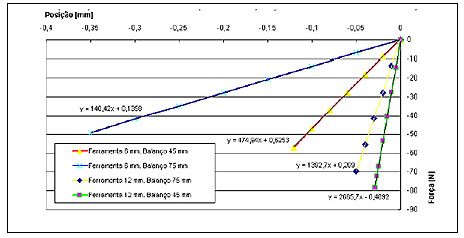
Figura 9: Flexão da ferramenta obtida de forma experimental
A Tabela 1 apresenta uma comparação entre os valores de flexão obtidos de forma experimental e os valores calculados pelo critério de resistência dos materiais, Equação 5.
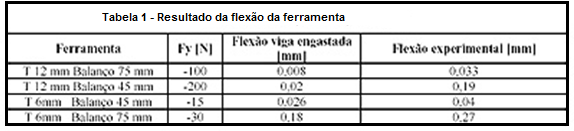
Verifica-se que os valores de flexão da ferramenta obtidos experimentalmente são superiores, mas estão na mesma ordem de grandeza dos valores obtidos de forma analítica (viga mono-engastada).
Pressupõe-se que os seguintes
fatores propiciaram estas disparidades:
a-) Para permitir o cálculo simplificado da flexão, a ferramenta de corte foi considerada um cilindro uniforme, com rigidez homogênea. O momento torçor envolvido com o processo de corte também não foi considerado no modelo analítico.
b-) Na análise experimental, a deformação ocorrida no corpo de prova quando comprimido pela ferramenta não foi considerada.
Teve-se a intenção de confrontar o desvio de forma teórico obtido pelas equações 6 e 7, empregando os valores de flexão da ferramenta (Tabela 1), com o desvio de forma real da peça usinada. Para isto, o corpo de prova, após as usinagens, foi inspecionado por uma máquina de medir por coordenadas, Mitutoyo Bright-M507, em que foram obtidos pontos cartesianos referentes às dimensões das superfícies do corpo de prova.
Estes pontos foram importados no sistema CAD e comparados com a geometria original, a fim de se obter a exatidão dimensional entre o projeto CAD e a peça real. Contudo, concluiu-se que os dados obtidos pela máquina de medir por coordenadas foram inconsistentes, fornecendo valores não coerentes com o processo. Por este fato, o corpo de prova foi novamente analisado em uma máquina de medir por coordenadas Starret modelo Varguard Plus, mais sofisticada que a máquina anterior. Contudo os dados obtidos neste caso permaneceram inconsistentes, não permitindo a comparação entre o desvio de forma teórico e o real. Com isso, foram rastreadas as possíveis fontes de erro. Verificou-se que estas podem estar envolvidas em todas as etapas da cadeia de fabricação, iniciando-se no modelamento do produto em sistema CAD, até a inspeção final, como foi esquematizado pela Figura 10.

Figura 10: Possíveis fontes de erro no processo de fabricação
As exatidões pertinentes a cada etapa de fabricação estão sucintamente detalhadas a seguir:
CAD: Para criar formas geométricas, o sistema CAD utiliza um valor de tolerância para a geração de objetos wireframe e objetos tridimensionais.
Transferência CAD-CAM: Para facilitar a transferência de informações geométricas entre o sistema CAD e o sistema CAM, grande parte dos softwares CAD/CAM comerciais utiliza uma malha de triângulos gerada sobre a superfície original do CAD, para realizar esta comunicação. Esta malha é gerada pelo CAD utilizando um valor de tolerância, e é utilizada pelo CAM para calcular as trajetórias de ferramenta SHÜTZER e SOUZA (1999).
CAM: Para calcular as trajetórias de ferramenta, o sistema CAM utiliza valores de tolerância.
Referenciamentos:
a-) No processo de usinagem, foi referenciado inicialmente o omprimento exato da ferramenta de corte fixa ao porta ferramenta, através de um equipamento disponível no centro de usinagem, este possui elevada precisão, contudo, foram comparadas usinagens com diferentes ferramentas e fixações, isto implica na necessidade de repetir o processo de referênciamento para cada caso, aumentando a possibilidade de diferenças na definição do comprimento exato das ferramentas.
b-) A matéria-prima deve ser posicionada na mesa da máquina em função das coordenadas cartesianas condizente com o programa NC gerado, neste caso, foi utilizado um apalpador para definir a posição dos eixos coordenados em função da fixação da matéria-prima, este equipamento possui grande precisão. Entretanto, a rotina de aquisição fornecida junto com o equipamento, permite definir os eixos cartesianos apenas por dois pontos de contato com a peça, para cada eixo. Isto pode implicar na exatidão do eixo coordenado a ser definido, caso a superfície não esteja perfeitamente esquadrejada.
c-) Após usinado, o corpo de prova foi posicionado na mesa da máquina de medir por coordenadas, para referenciamento, ao contrário da rotina de posicionamento do centro de usinagem a máquina de medir utiliza vários pontos das superfícies de referência. Com isso, são atribuídos planos de referência, tornando possível verificar a inclinação da superfície a ser utilizada para referência, o que permite maior precisão na análise.
Portanto, a diferença de referenciamento utilizada no centro de usinagem e na máquina de medir pode acarretar em incertezas de medição.
A exatidão na etapa de usinagem envolve vários fatores, dentre estes: rigidez da ferramenta e sistemas de fixação; rigidez da máquina; transdutores de posicionamento utilizados pela máquina; algoritmos e malha de controle do CNC; e as próprias características do processo de remoção de material. Para realizar uma análise rigorosa do desvio de forma entre um modelo CAD e a peça usinada, estes fatores de exatidão e tolerância deverão ser cautelosamente considerados. Devido ao grande volume de trabalho necessário para realizar esta análise rigorosa sobre o desvio de forma, e para não perder o foco dos objetivos propostos inicialmente, esta tese se ateve a documentar as possíveis fontes de erro geométrico, entre o projeto CAD e o produto final, envolvendo a cadeia CAD/CAM/CNC, usinagem e a inspeção final.
CONCLUSÕES
Diversas limitações tecnológicas nos processos de fabricação de moldes e matrizes podem ser encontradas na literatura. Este trabalho apresenta um estudo sobre o processo de usinagem de formas complexas, frequentemente encontradas na indústria de moldes e matrizes. Conclui-se que o contato ferramenta-peça é uma questão peculiar neste processo de usinagem, as condições de corte alteram-se onstantemente, tornando o processo instável, diferenciando-se ainda entre as operações de desbaste ao acabamento. Documenta-se também, a dificuldade em se avaliar os erros de forma em função da flexão da ferramenta de corte e curvatura da superfície. Um quadro dos fatores que influenciam erros de forma neste segmento, englobando toda a cadeia de fabricação, é proposto.
Publicação autorizada