

Fabricação de moldes- protótipo com detalhes de geometrias complexas utilizando se da usinagem de insertos poliméricos.
Autores : J. R. Amorim
Neri Volpato
O uso de resinas polimérica contribui bastante na fabricação de ferramental rápido usinado, mostrando se bom para o controle dimensional e ainda nos apresentando um acabamento razoável mas ,problemas permanecem na usinagem de cantos retos , geometrias adversas e canais profundo . Para tornar viável a construção destes molde – protótipo , um trabalho de projeto mais fabricação com maquinas de controle numérico ajudam a criar postiços poliméricos para minimizar dificuldades de usinagem .
Devido á demanda ,durante o desenvolvimento de um produto, muitas vezes se faz necessário o uso de protótipos funcionais para a realização de ensaios que atestem a sua qualidade e funcionalidade. No caso da produção de peças plásticas injetadas, pré-séries podem ser obtidas com o uso de uma ferramenta projetada e fabricada especialmente para esta finalidade.
Em substituição a um molde completo contendo todas as características de uma ferramenta final, é fabricado um molde-protótipo contendo apenas os insertos (macho e cavidade) que darão forma ao produto, os quais podem ser fabricados pelas técnicas de manufatura por deposição de camadas empregadas em prototipagem rápida, ou por usinagem em equipamento com comando numérico computadorizado (CNC) aliado a sistemas de projeto e manufatura auxiliados por computador (CAD/CAM, computer aided design e computer aided manufacturing), juntamente com materiais de fácil usinabilidade, como algumas resinas poliméricas.
A utilização destes recursos sendo principalmente a prototipagem rápida para a obtenção de moldes-protótipo, deu origem a uma área denominada ferramental rápido, definida como um conjunto de processos de fabricação que tem como objetivo construir uma ferramenta a partir de materiais de baixo custo, em um curto intervalo de tempo.
As técnicas apresentam vantagens e desvantagens. No caso da prototipagem rápida, os seus aspectos positivos estão ligados à facilidade para fabricação de geometrias complexas e à automação do processo. Apesar disso, este método ainda é incapaz de originar peças com baixa rugosidade e tolerâncias dimensionais apertadas, fatores geralmente requeridos em protótipos funcionais. Em contrapartida, a usinagem CNC em máquinas de três eixos pode garantir melhor acabamento superficial e tolerâncias dimensionais mais adequadas. Porém, no caso da fabricação de geometrias complexas, esta técnica impõe algumas dificuldades.
Por exemplo, a usinagem se faz possível somente nas regiões da peça que a ferramenta de corte consegue alcançar efetivamente. Além disso, devido à própria geometria da ferramenta, canais contendo cantos retos ou com pequenas larguras e grandes profundidades não podem ser obtidos por usinagem.
Estas dificuldades podem ser contornadas pelo uso de gavetas e do processo de eletroerosão, no caso de moldes feito com material metálico. No entanto , apenas com o emprego de resinas poliméricas na fabricação do molde se torna possível o uso deste processo, tendo em vista que as resinas poliméricas não conduzem corrente elétrica.
Ainda assim as dificuldades citadas, as vantagens da usinagem CNC são vistas como um diferencial importante na fabricação de protótipos funcionais, principalmente quando estes possuem geometrias de baixa complexibilidade. Em um outro trabalho esta afirmação foi comprovada , no qual se utilizou uma maquina com CNC e três eixos, para a usinagem de insertos com geometrias simples. Em outro trabalho, bons resultados foram obtidos com o mesmo processo, porém, utilizando uma máquina de usinagem em alta velocidade (HSM, high speed machining).
Mesmo com os resultados citados, a fabricação de insertos com geometria complexa é uma necessidade real, tendo em vista que os produtos atuais apresentam formas cada vez mais arrojadas. Neste sentido, busca-se contornar as dificuldades da usinagem CNC em três eixos com uma modificação do processo de fabricação dos insertos. A idéia é inserir postiços nas regiões onde a usinagem não é possível, de modo a reproduzir a geometria do produto. Para isto, os postiços são projetados em um sistema CAD e fabricados em resinas poliméricas, assim como os insertos, por usinagem CNC.
Com a fabricação encerrada , ocorre a montagem entre insertos e postiços e o conjunto é enviado para a injeção dos protótipos. Neste trabalho é relatado um estudo de caso em que a geometria de uma peça foi escolhida e os insertos foram obtidos e testados. Apresenta-se ainda uma discussão sobre a metodologia proposta para a fabricação do conjunto – insertos e postiços – e os resultados alcançados.
Usinagem de insertos poliméricos : Metodologia
Foi criada uma metodologia , para o desenvolvimento deste trabalho envolvendo as fases de projeto e fabricação dos insertos, constituída pelas seguintes etapas:
– Aquisição dos insertos em um sistema CAD a partir de um produto modelado;
– Análise dos insertos e identificação das áreas onde a usinagem em três eixos não é possível;
– Projeto e criação de postiços que reproduzem as áreas verificadas anteriormente;
– Criação de um processo de usinagem para os insertos e para os postiços utilizando um centro de usinagem de três eixos;
– Desenvolvimento das estratégias de usinagem e geração dos programas CNC com o uso de um aplicativo CAM;
– Usinagem dos insertos e dos postiços;
– Montagem das peças e análise dos resultados.
Neste trabalho não está incluída a etapa de injeção , pois o foco principal é verificar a possibilidade de fabricação e montagem de postiços em ferramental rápido. Pretende-se, posteriormente, analisar o processo de injeção de um molde-protótipo fabricado por esta técnica.
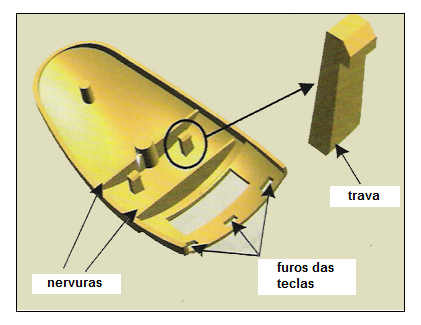
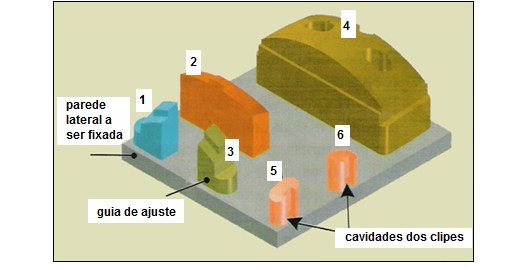
Figura 1 – Geometria do mouse
Estudo de caso
Continuando , e com base em estudos anteriores foi escolhida uma geometria similar à de um mouse para computador, por conter algumas das principais características de um produto injetado (clipes de fixação, nervuras e torres para alojamentos de parafusos) e cantos retos interno que não podem ser obtidos diretamente por usinagem.
Um dos maiores inconvenientes está na geometria dos clipes de fixação, que em moldes de injeção só podem ser obtidos com um sistema de gaveta, os quais se deslocam durante a abertura do molde e possibilitam a extração do produto após a injeção. A figura 1 mostra a geometria escolhida com os detalhes citados.
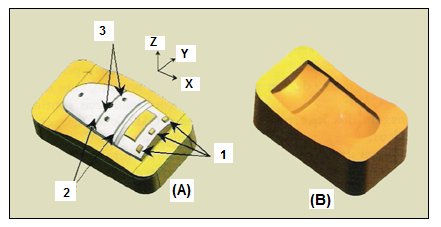
Figura 2 – Insertos macho (a) e cavidade (b)
Insertos
A criação dos insertos foi baseada na geometria do produtos, com o uso de operações booleanas contidas no software CAD SolidEdge versão 14, desenvolvido pela UGS (EUA). O processo consistiu na criação de um bloco com a mesma orientação do produto e, em seguida, a geometria do mouse foi inserida e depois subtraída do bloco com operações booleanas. Com este processo, foram criados o macho e a cavidade do molde (figuras(2ª e 2b). Neste estudo, somente o inserto macho impõe dificuldades geométricas para a usinagem. Deste modo, o trabalho foi direcionado ao inserto, com a cavidade usinada de forma direta. Na figura 2ª estão indicadas as seguintes áreas que não podem ser obtidas por usinagem direta(³): as geometrias que formam os furos das teclas(¹), a largura e a profundidade das nervuras, de mais ou menos 1x12mm(²), e as cavidades para a fabricação dos clipes de fixação, ou undercuts(³).

Figura 3 – Sistemas para moldagem dos clipes
Projeto dos postiços
Foi proposto utilização de postiços para permitir a usinagem dos detalhes mencionados anteriormente . Nesta proposta um postiço é um recorte de geometria do inserto em regiões problemáticas, que possibilita transforma-las em geometrias mais simples e possíveis de serem usinadas.
A definição dos postiços envolveu uma análise minuciosa da geometria, pois os recortes no modelo CAD precisavam ser exatos para não haver perda de informações geometrias do produto , e ainda , o formato dos postiços deveria ser condizente com o processo de fabricação a ser empregado. Uma importante definição também esta relacionada com o ângulo de desmoldagem que permite a extração da peça depois de injetada. Para isto, os recortes foram feitos a partir das linhas que delimitam a inclinação do ângulo, garantindo que estes fossem preservados e que a geometria original não sofresse alterações.Pelo formato dos clipes e sua localização , foi necessário criar postiços que imitassem um sistema de gaveta para a sua moldagem e a posterior extração.
Estes postiços após a injeção podem ser extraídos juntamente com a peça moldada e, então, retirados manualmente, sem, danificar o produto. A figura 3 ilustra o sistema para que seja melhor compreendido nor que mostra a região dos clipes junto com os postiços que lhe dão forma. Importante considerar também , a geometria dos alojamentos dos postiços no inserto. Para que eles fossem usinados, com uma ferramenta de corte, foram entalhados raios de arredondamento em seus cantos(figura 4).
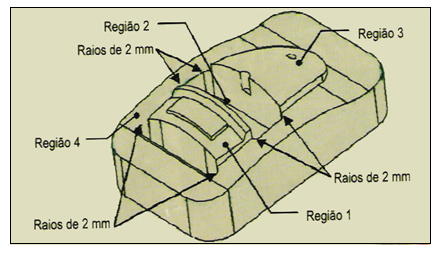
Figura 4 – Alojamentos e regiões do inserto macho
Com as posições definidas dos recortes para cada um dos potiços, eles foram feitos individualmente no plano XY, perpendicular à geometria do inserto macho. Na sequência , foi feito a delimitação da altura de cada postiço por um corte transversal em um plano interior. A altura deste corte foi definida com a previsão da geração de duas regiões na usinagem, sendo uma formada pelo fresamento em equipamento com CNC, que serviria de guia para a acomodação dos postiços nos alojamentos, e a outra que seria obtida pelo lixamento posterior à usinagem na base dos postiços (figura 5). Devem ser ajustados manualmente as paredes laterais da base de cada postiço , podendo no final, ficar com uma espessura menor, sem prejuízo para a montagem.
Este detalhe facilita o trabalho de ajuste e demanda menos esmero do operador. A guia de ajuste, após a usinagem, deve ficar com uma dimensão igual à dos canais dos alojamentos em que cada postiço deve ser montado com um ajuste com interferência.
No projeto, foi previsto o uso de parafusos para a fixação dos postiços no inserto. No entanto, esta idéia será melhor analisada durante os futuros testes de injeção, pois se pretende verificar a real necessidade deste tipo de fixação. O questionamento feito é: se os postiços estiverem ajustados sem folga nos alojamentos, de modo a não se moverem durante a injeção, os parafusos podem ser descartados sem prejudicar a qualidade do produto injetado?
Do ponto de vista do processo de usinagem, as pequenas dimensões dos postiços poderiam dificultar e prolongar o tempo de fabricação se estes componentes fossem usinados individualmente. Desse modo, optou-se por agrupar todos os postiços e usina-los juntos em um bloco único. Segundo um estudo preliminar com a mesma geometria, o agrupamento dos postiços pode ser facilmente realizado no SolidEdge e apresenta-se atrativo ao processo de usinagem. Além disso, foi verificado posteriormente que em trabalhos feitos por uma empresa alemã, com o emprego de uma técnica semelhante, foram obtidos bons resultados na usinagem departes dos insertos em um molde do tipo quebra-cabeça.
Na figura 5 é mostrada a forma com que os postiços foram montados no CAD para serem usinados em um único bloco. A disposição e a distancia entre eles foi escolhida de modo a possibilitar o acesso das ferramentas de corte escolhidas para a fabricação.
Deve-se considerar algumas etapas a mais, como a separação dos postiços e ajustes dos mesmos para montagem no inserto, então foi previsto que os postiços fossem recortado e ajustados por lixamento nas laterais da base manualmente. O ajuste desta superfície pode ser feito de forma mais grosseira, sem interferir na sua montagem, no alojamento.
A face inferior da base não precisa ser lixada, já que a altura dos postiços usinados estava de acordo com o recorte feito no CAD. A resina polimérica Ren Shape 460, fabricada pelo Vantico (EUA), um material facilmente usinável que possibilita o emprego de altas velocidades de corte e de avanço, reduzindo, assim, os tempos de usinagem.
Esta resina não é indicada para o processo de moldagem por injeção, mas foi escolhida no estagio inicial do trabalho apenas para verificar a viabilidade da metodologia na obtenção dos postiços, deixando a injeção para uma etapa posterior.
Processo/ programas CNC / Usinagem
Inicialmente , buscou-se trabalhar com o menor numero de fixações para diminuir o tempo de preparação e facilitar a fabricação. No caso dos postiços, o processo foi dividido em duas etapas de usinagem em uma morsa, pois os postiços que originam os clipes possuem uma cavidade que se encontra em uma posição diferente nas demais geometrias (figura 5).
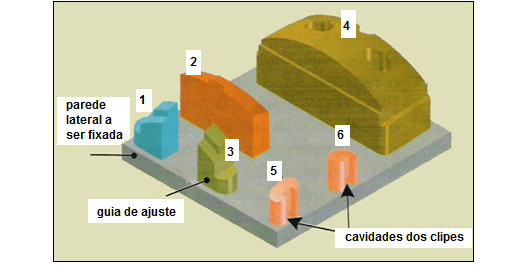
Figura 5 – Montagem dos postiços para usinagem
Em uma primeira etapa foram usinadas as cavidades para os clipes com o bloco de material fixado na vertical. Na segunda fixação, na horizontal, foram usinadas as demais geometrias.
Com auxilio do sistema CAM PowerMill desenvolvido pela Delcam (Inglaterra) , foi realizada a geração dos programas CNC. Inicialmente, a usinagem do inserto foi feita com uma estratégia de Raster (Zigue-zague) para o desbaste e a aproximação do formato da geometria, utilizando para isto uma fresa de topo reto com diâmetro de 10 mm e passes verticais de 3 mm.
Em seguida com uma ferramenta de topo reta de 3 mm também com uma estratégia de Raster, foi desbastado o canal que aloja os postiços 1,2 e 3 e, na seqüência, criadas as estratégias de acabamento.
Sem um passe de pré- acabamento e partindo direto para o acabamento, a resina Ren Shape 460 não induz grandes esforços na ferramenta de corte, possibilitando o acabamento da peça logo após o desbaste(³).
Os processos utilizados para os acabamento foram feitas combinando o uso de ferramentas de ponta esférica (ball nosed) e ferramentas de topo reto. As de ponta esférica foram usadas na superfície de fechamento, nas faces superiores e nas faces laterais em que existe o ângulo de desmolde.Devido a necessidade para a retirada dos raios de cantos deixados por este tipo de ferramenta foram utilizadas as de topo reto com o auxilio de estratégias especificas para a usinagem de cantos.
Foi previsto anteriormente no processo de fabricação a usinagem dos postiços em um mesmo bloco, porém em duas fixações sendo utilizada uma ferramenta de topo reto com diâmetro de 3mm, para o desbaste inicial.No primeiro momento foi utilizado uma fresa de ponta esférica com diâmetro de 0,8mm e foram usinadas as partes mais baixas desta geometria. Na seqüência realizou-se o acabamento de todas as paredes com ângulo de desmolde, usando para isto a estratégia de usinagem Z constante e para terminar a fresa com diâmetro de 2mm retirou os raios deixados pela ferramenta com diâmetro de 0,8mm.NA fixação em um outro momento , o desbaste foi feito com uma ferramenta de topo com diâmetro de 10 mm usando passes verticais de 2mm.
Em seguida foram acabadas as superfícies superiores e as paredes laterais que contêm ângulo de desmolde, usando estratégias de Raster de acabamento e Z constante, respectivamente. Em ambas as estratégias foi usada a mesma ferramenta (de ponta esférica e com diâmetro de 4mm).
Os postiços 5 e 6 serão montados em alojamentos que foram desbastados com uma estratégia de Raster e uma ferramenta de topo reto com diâmetro de 4mm. As laterais sem ângulo de desmolde e os cantos retos foram acabadas com uma ferramenta de topo reto com diâmetro de 3mm. Para os postiços 5 e 6, as paredes foram acabadas com uma ferramenta de topo reto de 1mm de diâmetro.Utilizando se de estratégias criadas , foram feitas simulações do percursos e verificou-se que não haveria colisões das ferramentas com as peças. A geração dos programas CNC , foi feita em um pós-processador do Powermill e enviados para a usinagem.
Fase de Usinagem + Montagem
Após corte e esquadrejamento dos blocos os mesmos foram considerados prontos para a usinagem .A usinagem de postiços e insertos fora feitos em um centro de usinagem Romi Discovery 4022 com comando Mach 9, cedido pelo Serviço Nacional de Aprendizagem Industrial (Senai), do Paraná.
O bloco para a usinagem dos postiços foi preso na máquina da mesma maneira que o inserto macho, tanto para a primeira quanto para a segunda fixação.
Mesmo tendo sido utilizado mesma forma de fixação nas duas etapas de usinagem (a morsa), foi necessário utilizar origens de programação (zero peças) diferentes no eixo Z. Isto porque o bloco dos postiços possuía alturas em Z diferentes para cada uma das fixações.
Com ajuda de um sistema DNC (controle numérico distribuído), instalado em um computador próximo ao equipamento os programas foram executados em linha . A usinagem de acabamento do quinto postiço foi interrompido por quebra de ferramenta ( diâmetro de 1mm ) mas , nada que prejudica se o trabalho .Como não havia outra ferramenta idêntica para a substituição, o material restante precisou ser retirado manualmente durante a fase de montagem e ajuste.
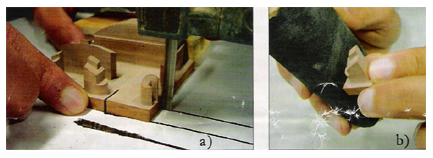
Figura 6 – Recorte (a) e ajuste (b) dos postiços
Como todos os postiços foram usinados em uma mesma base após o término da usinagem foram recortados por uma serra da fita (figura 6a) para serem ajustados manualmente. Os ajustes foram realizados por lixamento nas laterais da base (figura 6b). Adicionalmente, apesar de não estar previsto, houve a necessidade de um ajuste nas paredes laterais usinadas para possibilitar a montagem dos postiços. Terminados os ajustes, todos os postiços foram montados nos alojamentos, finalizando a etapa de fabricação.
Resultados
A tabela 1 mostra os tempos envolvidos no projeto, na definição de processo e programação e na fabricação das peças. A fase do projeto é composta pelos tempos de preparação das geometrias dos insertos (macho e cavidade) e pelo projeto dos postiços. Na etapa de processo e programação estão contidos os tempos para a sua elaboração e a criação das estratégias de usinagem para as peças. A etapa de fabricação esta dividida em três partes: usinagem do macho, usinagem dos postiços e a sua montagem e ajuste. Nas sub-etapas de usinagem são considerados os tempos de preparação dos blocos, bem como os tempos de preparação da máquina.

Figura 7 – postiços e insertos antes da montagem
Finalmente, na sub-etapa de montagem e ajuste, também está incluso o tempo de recorte dos postiços. As figuras 7a e 7b mostram, respectivamente, o inserto macho e os postiços antes daa etapa de montagem e ajuste. A figura 7c mostra todas as peças montadas .Foi verificado durante a montagem que um dos postiços (número 2) apresentou um problema de altura, ficando abaixo dos demais (figura 8). Caso não seja corrigido, esta diferença acarretará um problema dimensional quando o produto for injetado.
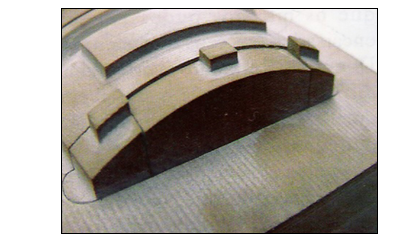
Figura 8 – Diferença na altura dos postiços
Por causa da quebra da ferramenta com diâmetro 1mm, durante o acabamento dos postiços 5 e 6, foi necessário lixa-los de modo que os mesmos pudessem ser encaixados em seus alojamentos e tambem durante o lixamento ocorreu uma retirada excessiva de material em uma das faces, ocasionando uma pequena folga entre estes postiços e os alojamentos (figura 9).
Essa folga pode gerar rebarbas no produto final injetado e também dificultar a retirada destes postiços no momento da extração da peça moldada.
Discussão
Por ser determinante para as demais etapas do processo de fabricação a fase de projeto dos postiços se mostrou bastante demorada. A localização dos contornos que delimitaram os recortes precisou ser bem definido e analisada para certificar que as suas posições não acarretariam perdas de informações geométricas ou que gerariam geometrias impossíveis de serem usinadas. Conforme tabela 1 , o maior tempo gasto durante o trabalho foi durante a etapa do projeto (cerca de 30 horas), pois houve diversas discussões a respeito da localização dos recortes e de como fazê-los sem prejudicar o produto e facilitar a usinagem. Além disso, a metodologia empregada precisou ser ajustada em alguns momentos durante esta fase abrangendo um leque maior de características do processo.
Dessa forma , a geometria e os ângulos de desmoldagem se mantiveram os mesmo após os recortes, indicando que os contornos foram empregados corretamente. Uma vez definida a alojamentos no sistema CAD, utilizando operações booleanas, mostrou-se bastante simples.
A fase de processo e programação foi mais extensa para os postiços do que para o inserto macho, devido à variedade de formas geométricas contidas nesta pela. Mesmo possuindo dimensões maiores do que as dos postiços, o inserto macho não possuía diversidade tão grande de formas geométricas. Sendo assim, este pode ser divido nas quatro regiões mostradas na figura 4. Como cada região possui uma geometria especifica, foram escolhidas e empregadas as estratégias de acabamento que melhor se adequavam a essas características. Essa técnica facilitou a programação, pois as regiões eram trabalhadas isoladamente. As estratégias criadas no PowerMill se mostraram eficientes para estas regiões, e todas foram usinadas sem dificuldades, em aproximadamente 2,5 horas, considerando também o tempo de preparação do bloco.
Precisou ser dividida a usinagem dos postiços em duas etapas devido às cavidades dos postiços 5 e 6 , acarretando assim um tempo maior de preparação da máquina, pois foram necessárias duas fixações para a usinagem.De qualquer maneira a usinagem dos postiços pode ser realizada conforme definido no processo e demorou pouco mais de duas horas. Mesmo com a diferença dimensional entre os postiços e o inserto macho, os tempos de usinagem foram próximos. Este fato está ligado à complexidade das geometrias dos postiços, o que envolveu um número maior de troca de ferramentas para que fosse possível a usinagem. A quebra da ferramenta de 1mm de diâmetro resultou em um sobre-material indesejado nos postiços 5 e 6, que acabou tendo de ser retirado manualmente. Esta quebra ocorreu, possivelmente, devido a uma flexão da ferramenta no momento em que todo o seu comprimento (10mm) estava em contato com o material.
Neste ponto, chama-se a atenção para o cuidados extras no uso de ferramentas pequenas, que acabam sendo extramente sensíveis, mesmo na usinagem de materiais de fácil corte.
Concluída a usinagem foi verificada uma diferença dimensional de aproximadamente 0,1mm nas regiões de montagem de todos os postiços. Este sobre-material restante precisou ser retirado de modo manual durante a etapa de ajuste. Alguns pontos podem ter contribuído para este desvio dimensional. Um deles decorre da observação que o comprimento de balanço da ferramenta utilizada (fresa de topo reto com diâmetro de 3mm) era de aproximadamente 40mm, o que pode ter levado a ferramenta a flectir durante a usinagem de acabamento das duas peças. Um outro ponto é que um possível erro dimensional da ferramenta pode ter deixado material na superfície acabada.
Ainda observou-se que no sistema PowerMill a tolerância utilizada no calculo da trajetória pode ter deixado excessos na superfície (o valor utilizado foi 0,001mm). É provável que a combinação destes fatores tenha gerado o problema dimensional. Neste caso, é importante verificar que mesmo com o uso de uma única fresa para a confecção dos alojamentos e dos contornos externos dos postiços, um ajuste após a fabricação deve ser considerado, principalmente em se tratando de usinagem de paredes altas. Todavia, com o ganho de experiência de usinagem, pode-se prever o excesso de material na etapa de programação CAM, alterando o diâmetro da ferramenta, por exemplo.
Figura 9 – Folga na montagem dos postiços 5 e 6
Sem dificuldades os ajustes nas laterais das bases dos postiços foram feitos pois, como previsto na etapa do projeto, esta região não necessitou de precisão dimensional. Nas regiões de montagem, os ajustes que não estavam previstos tiveram de ser mais precisos, o que acarretou um tempo maior nesta etapa. Os postiços 5 e 6 tiveram suas montagem prejudicadas por uma folga excessiva em uma certa região. Pode-se observar, em relação a estes postiços, que o seu pequeno tamanho dificultou o ajuste. Dessa maneira, recomenda-se que seja utilizado o maior tamanho possível para os postiços, o que facilita a realização manual dos ajustes.
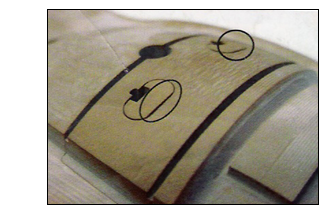
Figura 9 – Folga na montagem dos postiços
O erro na altura de montagem do postiço 2 ocorreu devido a um outro erro localizado no corte da sua altura na etapa do projeto no CAD. Problemas deste tipo podem ser evitados com uma pequena alteração do procedimento dos recortes. Neste trabalho, a definição das alturas dos postiços foi realizada de forma individual, mas podem ser feitos em uma única operação. Este tipo de erro não inviabiliza o uso do inserto, pois o mesmo pode ser corrigido com a colocação de um calço sob o postiço. É evidente que esta atividade acarreta aumento do tempo de ajuste e deve ser evitada
Conclusão
Para contornar algumas limitações típicas do uso do processo de usinagem na obtenção de insertos para moldes-protótipo em resina polimérica foi apresentada uma proposta e testada em um estudo de caso. A metodologia permitiu a obtenção das geometrias consideradas problemáticas para o inserto de um mouse para computador. Alguns detalhes puderam ser observados e indicam que a técnica ainda pode ser aprimorada. Para que isto ocorra, faz-se necessária a finalização da análise desta proposta com testes que envolvam também a etapa de injeção.
Devemos afirmar que a definição da localização e do formato dos postiços foi considerada primordial para a etapa de projeto. Uma análise minuciosa dos insertos antes da realização dos recortes implica uma melhor qualidade do projeto e, possivelmente, um tempo menor de fabricação.
A construção de ferramental rápido com o uso de software CAM e equipamento com CNC se mostraram possível mesmo para uma geometria tão complexa como a escolhida neste trabalho porém , algumas precauções precisam ser tomadas, principalmente quanto à usinagem e aos processos de montagem e ajuste. A utilização de ferramentas de pequeno diâmetro, como as fresas com diâmetro de 0,8 e 1mm, deve ser seguida com atenção redobrada, pois a definição errada de um dos parâmetros de usinagem pode acarretar a quebra das mesmas. A montagem e os ajustes exigem habilidade manual e, por isto, sugere-se que esta etapa seja reduzida e realizada por um operador experiente.
A altura dos postiços é um ponto critico no projeto do ferramental rápido e, por isso, sugere-se uma etapa a mais na metodologia durante a fase de projeto. A idéia é que seja feita uma montagem de todas as peças no sistema CAD, logo aos as etapas de recortes e criação de alojamentos. Este passo a mais deve evitar que problemas como o ocorrido sejam detectados somente na fase final do trabalho.
Define – se ainda que a possibilidade da formação de rebarbas nas regiões em que ocorrer folgas de montagem dependerá do material a ser injetado sendo que tratando de protótipos, este tipo de problema pode ser facilmente resolvido com uma rebarbaçao manual, uma vez que a quantidade de peças requeridas é pequena.
Os autores agradecem ao SENAI pela estrutura cedida para a realização deste trabalho.
Referências
1) KING, D.; TANSEY T. Alternative materials for rapid tooling. Journal of materials processing technology, n. 121, p.313-317, 2002.
2) WOHLERS, T.; GRIMM, T. Is CNC machining really better than RP? Time Compress Technologies Magazine, 2003. http://www.timecompress,com/magazine/archives.cfm. Acesso em 09 fev 2005.
3) VOLPATO, N.; AMORIM, J. R. Limitações do processo de usinagem CNC para ferramental rápido. In: Congresso Nacional de Engenharia Mecânica, Belém, 2004.
4) VOLPATO, N.; AMORIM, J. R.; MANENTE, M. M. The use of epóxi resins as inserts for injection mould. In: Congresso Brasileiro de Engenharia Mecânica, São Paulo, 2003.
5) YANG, M. Y.; RYU, S. G. Development of a composite suitable for rapid prototype machining. Journal of Materials Processing Technology, n. 113, p. 280-284, 2001.
6) BLASS, A. Processamento de polímeros, 2.ed. Florianópolis: Editora da UFSC, 1988. 189p.
7) FARIAS, F. M. N.; VOLPATO, N.; AMORIM, J. R. Proposta para obtenção de detalhes em ferramental rápido usinado. In: 9º Seminário de Iniciação Cientifica e Tecnológica do CEFET-PR, Curitiba, p. 78-81.
8) PROTOFORM KONRAD HOFMANN GMBH. http://www.protoform.combr. Acesso em 15 de setembro de 2004.
Fonte: Revista Ferramental
Toda experiência e trabalho que traga conhecimento não se perde no tempo, simplesmente vai somar confiança, credibilidade e alicerces seguros para as decisões que definem os nossos rumos.(Hamilton Nunes da Costa )