

Este site é apenas um Informativo. Precisamos de suporte para custear Atualizações e Melhorias. De apoio a nosso trabalho!
Principais motivos para quebra de pinos extratores em moldes
O sistema de extração é um dos mais exigidos durante a utilização do molde sendo determinante a sua qualidade, pois quanto menor o desgaste do conjunto em geral, buchas e pinos extratores, menor será a frequência de manutenções e maior será a vida útil.
O processo de como as peças serão extraídas do molde tem que ser analisado observando-se o tipo de matéria prima que será injetada, regiões complexas (detalhes estreitos e/ou de pouca área), contrações, existência de travas e recursos disponíveis de acionamento conforme injetora a ser utilizada.
Há fornecedores no mercado com reposições de boa qualidade para os pinos extratores mais utilizados e destaque ainda para pinos extratores com grandes comprimentos.
Embora os pinos sejam considerados padronizados, existem variações consideráveis entre os modelos de diferentes fabricantes. Em geral, a distinção é feita entre os extratores do tipo temperados por completo com 60 HRC e os extratores que recebem a camada de nitretação.
Se o processo requer uma camada superficial de alta dureza ou resistência à temperatura, o projetista deve especificar um extrator de aço para trabalhos a quente. Em contraste com os extratores temperados, que resistem a uma temperatura de até 200°C, o aço para trabalho a quente é estável até 600°C.
A nitretação confere uma dureza superficial de 70 HRC (até 1.100 HV 0,3). O núcleo rígido do material, que possui dureza de 44 HRC, é elástico, suficiente para acomodar forças transversais e longitudinais que venham a ocorrer. A estabilidade dos extratores então depende do material utilizado. Entretanto, a vida útil depende principalmente da camada nitretada.
O que provoca a quebra de extratores.
Folga inadequada – Falta de lubrificação – Falta de extratores – Quebra de molas – Espessura das placas – Condições de fabricação – Esforço mal distribuído na placa – Falta ou quebra de encosto padrão – Desalinhamento do varão do molde com a máquina – Sistema da máquina com problema de regulagem.
Várias são as situações que podem provocar problemas e uma futura quebra. Listamos algumas razões e podemos considerar inicialmente que todas elas forçarão ao conjunto um trabalho de maneira inadequada provocando um desalinhamento, gerando atrito em excesso entre componentes da extração (exemplo de pinos, lâminas, pinças) e formas (ou cavidade), causando um enrustido que pode provocar um travamento e quebra.
a – Folga inadequada
Para que o funcionamento do sistema de extração seja perfeito, é indicado a utilização de colunas e buchas guia no conjunto com folgas apropriadas e com distribuição analisada para o equilíbrio de forças.
Componentes de extração como pinos, lâminas e buchas normalmente são guiados pela passagem na cavidade e a limitação do comprimento destas passagens é muito importante, pois quando ocorre o atrito durante o avanço e retorno, no mesmo instante, as folgas entre eles atua absorvendo as dilatações. Quanto maior a guia, melhor trabalhada deve ser a folga.
Quando houver saída de gases colocados em pinos extratores deve ser dada atenção especial se efetuando sempre a limpeza adequada.
b – Falta de extratores: a utilização de uma quantidade mínima de extratores pode ocasionar a quebra dos utilizados por excesso de esforço, dependendo da fragilidade dos pinos. Se os pinos são poucos ou de pequeno diâmetro, a pressão dos pinos pode ser suficiente para distorcer a peça ainda quente. Quando se trabalha com ciclos rápidos, a pressão exercida pela superfície dos pinos pode limitar a obtenção do ciclo mínimo, devido ao tempo que requer o plástico para endurecer e resistir à pressão dos pinos.
Os pinos extratores de insertos são utilizados para auxiliar na extração de peças soltas
(postiças) que devem ser extraídos junto com o produto. A folga no diâmetro não deve ser mínima, deve trabalhar livre e seu comprimento bem ajustado para acompanhar os extratores de produto no funcionamento.
Os pinos extratores de produto são aqueles em que haverá o contato com a matéria-prima injetada e a folga deve ser precisa para não ocasionar um anel de rebarba e
quanto melhor ajustado o comprimento, menos perceptível a marca deixada na peça plástica. Existem “n” tipos de extratores e dependendo da escolha no caso de precisar de pinos muito compridos e finos, é aconselhável a utilização de uma bucha guia para evitar que os mesmos entortem ou empenem, ou ainda, deixar o pino fixo e utilizar uma bucha para fazer a função de extração. Esse tipo de detalhe deve ser acompanhado pela manutenção.
A prática ensina sobre a quantidade de extratores que, se não influenciar na qualidade final, é melhor sobrar do que faltar. Para produtos que sinalizam dificuldade na extração, é sempre prudente durante o projeto a inclusão de locais apropriados para caso haja a necessidade de mais extratores.
c – Condições de fabricação
Na fabricação de cavidades, às vezes ocorre a necessidade de serem fabricados alguns furos pelo processo de eletroerosão de corte a fio e é importante fabricar o chanfro de entrada para servir de guia na montagem dos extratores. O chanfro de entrada para montagem é muito importante, pois cria a possibilidade de desmontar e montar o conjunto por inteiro, criando produtividade e facilitando o trabalho do ferramenteiro.
A falta de fabricação dos chanfros de entrada dos pinos extratores, por imprudência ou esquecimento, em uma remontagem pode ocasionar o amassamento ou quebra de cantos vivos dos pinos e outros, gerando enrustido e danificando a passagem, podendo também gerar refugos plásticos. Todos os componentes do sistema de extração devem possuir uma folga mínima perceptível sendo que aqueles que atuam diretamente no produto como pinos e não trabalham fixos devem girar
1 – Gavetas mal posicionadas
Deve se observar o posicionamento de gavetas que estejam no mesmo alinhamento de extratores. As vezes ocorre a necessidade e no caso de avanço dos extratores fora do sincronismo desejado podem ocasionar choque e quebras dos componentes. Deve se utilizar trava e pino posicionador adequados para suportar robustes da gaveta.
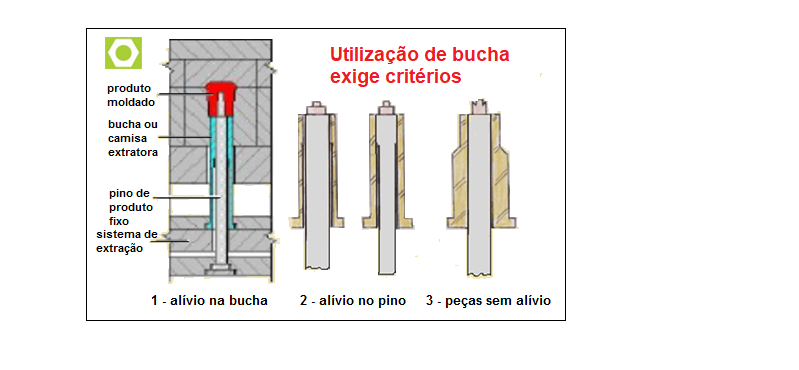
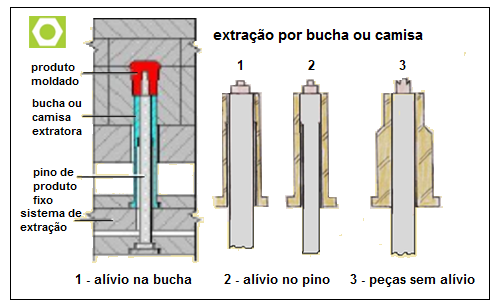
2- Extração por bucha sem critério
A utilização de buchas (ou camisas) para a extração de peças é muito comum, e acontece nos casos em que o núcleo permanece fixo e a mesma avança. A parede muito fina não é aconselhável a não ser que haja esta necessidade, pois ocorre o desgaste facilmente. Dependendo do curso ativo, deve ser observado alívio para diminuir área de contato ao máximo para eliminar o atrito. As buchas permitem que se aumente a área de contato entre o elemento de extração (bucha) e produto diminuindo a força necessária para a extração da peça.
Na imagem temos situações diferentes:
1 – A bucha apresenta um alívio no diâmetro interno em um certo comprimento, para diminuir o curso de atrito. Neste caso para o movimento de avanço para extração deve ser dado preferência ao pino para não se perder a guia ou limitar demais o curso.
2 – A bucha tem seu diâmetro interno com uma dimensão única por todo seu comprimento, sendo que neste caso foi feito um alívio no diâmetro externo do pino para diminuir o curso de atrito. No movimento de avanço para extração, deve ser dado preferência a bucha devido ao curso de extração, para não se perder a guia ou limitar o curso.
3 – A bucha e o pino estão montados sem alívio em seu diâmetro de contato, somente com a folga necessária definida para o trabalho de acordo com a dilatação. Nesse caso a bucha ou o pino podem atuar sem problemas com o curso de extração.
d – Quebra de molas: é comum o uso de mola helicoidal para retorno do conjunto de placas extratoras sendo importante o dimensionamento das mesmas sem carga excessiva, principalmente para a pré-pressão que deve existir para eficácia do sistema.
Com o retorno por mola, o sistema da máquina somente executa o avanço até o limite regulado ou fim de curso deixando a mola atuar para o retorno com a finalização do processo pelo pino de retorno que vai sofrer esforço final ao fechamento do molde. No caso de quebra de uma ou mais molas, as placas extratoras tenderão a torcer. Isso também acontecerá se as molas tiverem comprimentos diferentes ou se a quantidade de pré-carga variar devido a diferentes profundidade de alojamentos. As molas industriais são padronizadas e conforme a carga que suportam recebem cor diferentes, não podendo ser feita uma simples troca por outra sem que haja interferência, mesmo que tenham o mesmo comprimento.

e – Esforço mal distribuido na placa: uma localização não simétrica dos pinos e as forças aplicadas sendo mal distribuidas por toda área necessária para extrair a peça, geralmente acontece quando existe uma única cavidade. Essa carga desigual gera uma tendência para placa a torcer. Isso causa uma reação em cadeia, pois as placas extratoras estão em um sistema guiado, daí as buchas-guia se desgastarão prematuramente e a seguir o desgaste serão de pinos e seus furos de passagem.
f – Falta ou quebra de Encosto Padrão: o Encosto padrão, conhecido também como Top ou Limitador de Encosto fica posicionado entre a placa base inferior e o conjunto de placas extratoras. Como limitador do recuo deve ter a medida calibrada. É um componente que não faz parte diretamente do conjunto de extração mas é importante para limitar de maneira uniforme o encosto da placa e o encontro entre as placas, evitando desgastes e trincas.

É um componente necessário, pois se entrar ou cair sujeira, ou detrito entre essas duas placas, alguns ou todos os pinos extratores poderão se posicionar avançados de sua posição original, em dimensão igual à espessura dos detritos. Os pinos ficando avançados podem causar problemas de aderência, após a injeção da matéria prima, interferindo na fase de extração da peça. Se algum pino extrator estiver localizado embaixo de um elemento móvel (gaveta), ele poderá ser danificado com o movimento do molde, e também a gaveta. O encosto permite que alguns detritos se acumulem sem afetar a posição correta do sistema extrator.
A retirada ou quebra de um ou mais limitador de encosto pode gerar um problema de torção. O correto é localizar os encostos próximo ou embaixo de qualquer componente que possa aplicar pressão à placa extratora, como por exemplo pinos de retorno.
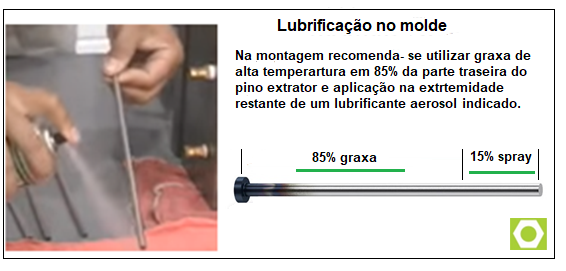
g – Lubrificação inadequada
Durante a moldagem por injeção de peças plásticas, as ferramentas podem atingir temperaturas muito altas de até 300 °C. Isto ultrapassa o margem de temperatura de utilização de lubrificantes convencionais à base de óleo mineral.
O desgaste por atrito pode ser reduzido com a aplicação de lubrificantes ou revestimentos. A lubrificação tem a desvantagem de gotejar sobre a superfície da peça ou sobre a camada adicional de revestimento ou ainda se aplicado em excesso, incorporar na matéria prima injetada.
Para evitar uma relubrificação morosa, o lubrificante utilizado tem de lubrificar fielmente de forma duradoura os pinos extratores. Os moldes necessitam operar com segurança, através dos diversos ciclos de produção e aplicar graxas lubrificantes nos pontos de atrito, evita gasto de tempo com manutenção, podendo se dedicar mais à produção.
As exigências para a graxa lubrificante são principalmente a compatibilidade com o plástico, assim como um boa proteção contra desgaste. A Lubrificação de longa duração ideal e confiável evita a formação de resíduos reduzindo a manutenção.
Existem alguns tipos de lubrificantes feitos especificamente para componentes móveis como pinos extratores e sua aplicação elimina e evita rupturas e emperramento dos pinos extratores.
A lubrificação em pinos extratores é essencial para preservar a vida de uma ferramenta de moldagem por injeção. O procedimento errado e o lubrificante errado podem causar problemas. A diferença térmica e de viscosidade pode causar enrustido, corrosão e até danificar uma ferramenta. O excesso de graxa lubrificante nos pinos pode acabar sendo depositado na superfície da ferramenta, promovendo peças de plástico com defeito. Todos esses problemas podem ser resolvidos utilizando o procedimento adequado e os lubrificantes corretos.
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor de Conteúdo
VW CFP SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de moldes plásticos
VW CFP SENAI / Técnico mecânico – CREA 126.785