

Fresamento de grafita
Por: Rafael Kratochvil
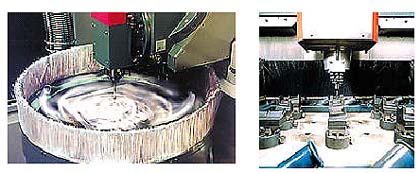
O mecanismo de remoção de cavaco em materiais policristalinos é bastante complexo, visto que os principais fatores de influência como por exemplo, os contornos de grão, a distribuição dos grãos de diferentes tamanhos e a anisotropia das propriedades mecânicas destes materiais têm uma grande influência sobre o resultado do trabalho diminuição do teor de poeira de grafita, muitos inconvenientes podem ser evitados, como a impregnação da pele pelo pó de grafita, que mesmo depois de repetidas lavagens não é totalmente removido.O melhor ambiente para usinar eletrodos de grafita é quando o pó de grafita é aspirado de forma contínua. Há variações na forma de coleta dos particulados, como a utilização de bicos de aspiração na mesa, aspiração no fuso e aspiradores no ambiente(Figura 1).
Os aparelhos de aspiração utilizados normalmente possuem filtros, com grau de separação de 99,9%. Também possuem como reservatório coletor um saco plástico com o fundo arredondado, o que possibilita esvaziá-lo praticamente sem dispersão de pó. O pó de grafita pode ser descartado junto com o lixo comum, porém é também utilizado por fabricantes de cimento.
Um dos problemas também originados no fresamento de grafita para confecção de eletrodos é o surgimento de quebras na peça, causadas pelo processo de corte. Estas podem ser evitadas com a adoção de estratégias adequadas de movimento na usinagem.
Formação de Cavaco no Fresamento de Grafita
Segundo König apud Schroeter e Weingaertner no início do processo de corte de metais, a cunha da ferramenta penetra no material da peça, que se deforma elástica e plasticamente. Após ultrapassar a tensão de cisalhamento máxima do material este começa a escoar. Devido à forma da cunha de corte o material escoado toma a forma de cavaco, que desliza sobre a face da ferramenta.Na usinagem da grafita é diferente; ela é uma estrutura policristalina, e é usinada por um processo de fratura desta estrutura ao invés de deformação plástica.
A zona de corte esmaga a grafita logo à frente do gume da ferramenta, quando esta se move através do material. Isto forma pequenas partículas que resultam em pó de grafita como produto final, ao invés de cavacos do tipo que se verifica na usinagem de metais. Assim, o processo de corte da grafita não gera elevadas temperaturas.
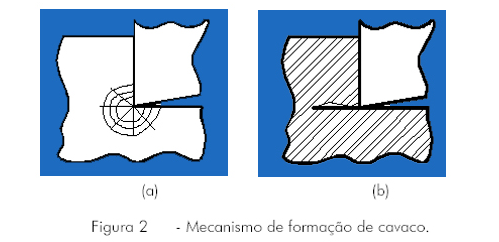
Com a penetração do gume, a tensão máxima no material da peça começa a ocorrer na frente do mesmo, Figura 2 (a). Quando esta tensão alcança seu limite, uma trinca é formada em frente ao gume, Figura 2(b). A propagação desta trinca torna o estado de tensões complexo, porque não somente tensões compressivas, mas também tensões de flexão são criadas pelo cavaco, atuando na zona de deformação .

Figura 1
Basicamente duas diferentes situações podem ser identificadas. A primeira é quando a tensão de flexão atua de uma forma ativa na formação do cavaco e em sua fratura. Isto ocorre quando a força resultante R intercepta o eixo de formação da trinca, Figura 3(a). O segundo caso é quando a força resultante é tão direta que não há tensão de flexão na formação de cavaco, Figura 3(b). Aqui, a fratura do cavaco ocorre quase que puramente pela compressão de um fragmento da camada a ser removida localizada entre a face da ferramenta e a parte não-deformada do material.

Dessa maneira, até mesmo no corte de materiais frágeis, a forma do cavaco pode ser um parâmetro controlável. E é entendido que quando a compressão e a flexão atuam conjuntamente, muita menos energia deve ser fornecida à zona de corte e melhores condições de trabalho (sem considerar o pó) podem ser alcançadas. A geometria de corte tem uma grande influência nisto tudo.
Devido à sua baixa resistência mecânica, a grafita é considerada fácil de usinar. Contudo, existem complicações no corte devido ao problema da estrutura do material em camadas e, especialmente, devido ao seu comportamento extremamente abrasivo, o que conduz a um fim antecipado da vida da ferramenta para materiais de corte sem revestimento .
Uma especial atenção deve ser dada para que se evite o lascamento da borda do material, e o desenvolvimento de trincas internas causadas por tensões compressivas, geradas com a utilização de geometrias de corte não específicas. Grafitas de grãos finos ou ultrafinos devem ser utilizadas quando uma alta qualidade do produto é exigida,devido às características superiores de usinabilidade e manipulação destes tipos de material .
Influência da Geometria da Ferramenta de Corte
No processo de corte de materiais frágeis, a formação de cavaco dá-se pela propagação de uma trinca logo à frente do gume da ferramenta
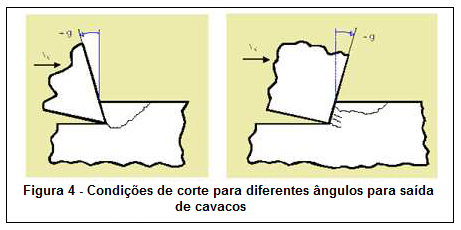
Com isto, fica evidente a influência da geometria da ferramenta de corte no fenômeno. Na usinagem de grafita, esta característica tem função importante no controle da emissão de pó no processo. O ângulo de saída (?) e o ângulo de incidência (?) são os parâmetros determinantes neste controle.As condições de usinagem no corte da grafita modificam-se com a variação do ângulo de saída (?) (Figura 4). Segundo König ,com ângulos de saída bem negativos há um aumento significativo da tensão de compressão, enfraquecendo e facilitando a quebra do material.
Como conseqüência disto, há um aumento na quantidade de fragmentos (pó) gerados, e uma diminuição no tamanho máximo destes. Com ângulos de saída positivos a geração de fragmentos tem uma tendência diferente,onde estes são de dimensões maiores e a tensão de compressão imposta é menor.
O resultado evidente da influência do ângulo de saída sobre o processo de corte leva a interpretação do problema aos resultados de qualidade de superfície usinada e eficiência do corte em si. Com a utilização de ferramentas com ângulo de saída positivo, estimula-se a formação da fratura no corte, aumentando assim a formação de crateras na superfície da peça. Já para ângulos de saída negativos, há uma ruptura macroscópica afastada do ponto de contato gume/material, com isto, o meio de energia favorável arranca menos material, e a emissão de partículas finas aumenta .
Fonte: UFSC: Pós Graduação engenharia mecânica.