

Por: Marcelo Massayoshi Ueki / Luciano Pisanu
A rotomoldagem tem evoluído nos últimos anos e já permite a produção de peças técnicas complexas com baixo custo. Apesar de ser um processo lento, apresenta outro grande atrativo, que é moldagem de peças de grandes dimensões.
A rotomoldagem, também conhecida como fundição rotacional ou moldagem rotacional, é um processo de transformação de materiais poliméricos utilizado para a produção de peças ocas ou abertas, geralmente de grandes dimensões.
A figura 1 ilustra alguns produtos confeccionados nesse processo:

A primeira patente relacionada com o processo de moldagem rotacional foi de um inglês chamado Peters, por volta do ano de 1855.
O invento consistiu de um sistema de eixos dispostos a 90º que permitiu o giro do molde em duas direções perpendiculares entre si, sistema este idêntico ao utilizado atualmente. Peters utilizou um molde oco (de duas ou três partes) onde foi inserida a matéria-prima, na forma fluida ou semi-fluida, uniformemente distribuída no interior do molde pelo giro biaxial proporcionado pelos dois eixos. A saída de gases e ar já existia neste sistema. O sistema de resfriamento proposto já utilizava água fria.
O PVC foi o primeiro polímero mencionado no processo de moldagem rotacional e patenteado por Clewell e Fields em 1941. a década de 40 foi marcada pelo uso de plastisóis e pelo grande refinamento dos equipamentos de moldagem rotacional e técnicas de manuseio.
Em 1958, a U.S Industrial Chemicals Company introduziu o polietileno em pó, que dois anos depois foi substituído por partículas, obtidas pelo processo de moagem mecânica.
Esta forma de obtenção da matéria-prima é a mais encontrada atualmente e também a mais competitiva em preço relativamente aos plastisóis e aos itens moldados por injeção e sopro.
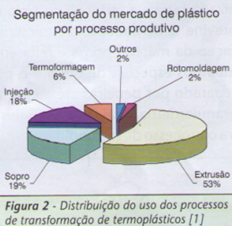
A aplicação da transformação por rotomoldagem é muito pequena quando comparada aos processos de injeção, sopro e extrusão (figura 2), representando apenas 2% do mercado de transformação de plástico.
A rotomoldagem vem demonstrando um crescimento notável e no ano de 2006 atingiu um consumo em torno de 40.000 toneladas de resina.
Dentro dos produtos rotomoldados, o segmento da construção civil lidera a aplicação com cerca de 40
% do consumo de matéria-prima, seguindo do mercado agrícola com 22%, tanques estacionários representando 12%, brinquedos absorvendo 11%, setor automobilístico com 8% e os 7% restantes em outros segmentos.
O PROCESSO
A moldagem rotacional é um processo simples, configurando-se de um molde oco, abastecido com resina em pó ou líquida, colocado em uma câmara aquecida, girando em dois movimentos com rotações baixas e distintas. É tido como um processo econômico onde a ausência de aplicação de esforço proporciona peças ocas sem tensões residuais. A matéria-prima, quando em pó, deve ser micronizada (passar por moagem ultrafina por meio de moinhos) para facilitar o escoamento no molde, reduzindo assim o aprisionamento de ar (bolhas) e acelerando a plástificação do material.O material micronizado facilita a redução do ciclo e previne a degradação. A micronização da matéria-prima é feita em moinhos especiais de disco e o pó separado por peneiras até atingir a granulometria ideal. A figura 3 ilustra o processo de rotomoldagem.
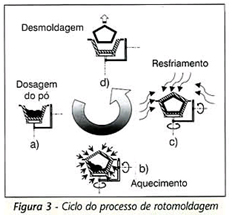
A produção da rotomoldagem se divide em quatro etapas distintas:
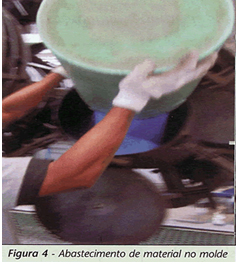
1 – Dosagem do pó: Uma quantidade conhecida de material micronizado é adicionada no molde de rotomoldagem. Geralmente a pesagem do pó e a alimentação ocorrem manualmente. Após a alimentação, o molde é fechado com auxílio de grampos ou parafusos, seguindo-se para próxima etapa. Na Figura 4 a representação de um molde sendo abastecido.
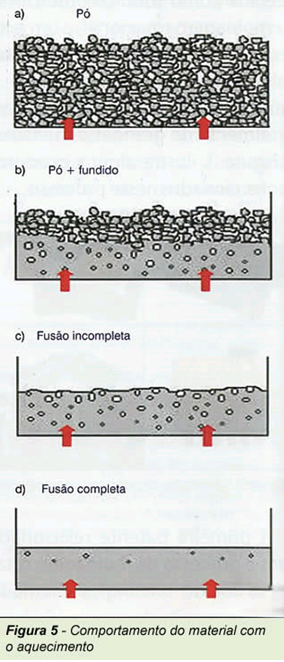
2 – Aquecimento e rotação: Após o carregamento e o fechamento do molde, o mesmo é conduzido para um forno iniciando o movimento de rotação biaxial. O efeito sinérgico entre calor recebido do forno e a movimentação biaxial resulta em um aquecimento uniforme do material no interior do molde. No início do processo o material, em forma de pó, não está aderido à superfície do molde (figura 5). Quando no interior do molde é atingida a temperatura de amolecimento do polímero, o mesmo começa a aderir à superfície do molde (figura 5B). Com a continuidade do aquecimento, inicia a fusão da material e a temperatura entra em colapso (figura 5C), ocorrendo o aprisionamento do ar misturado as partículas de pó, resultando na formação de bolhas e a fusão incompleta do material. Quando estas bolhas permanecem na peça, ocasionam perdas nas propriedades mecânicas, principalmente na resistência ao impacto. Para eliminá-las e necessária a continuidade do aquecimento após a fusão. Esse sobre-aquecimento resulta em diminuição da viscosidade do polímero, tornando mais fácil o processo de dissolução do ar pela matriz polimérica e permitindo que a maioria das bolhas seja eliminada (figura 5D), completando assim a fusão. Se este aquecimento adicional for excessivo, a peça resultante não apresentará bolhas, porém poderá incorrer em degradação termo-oxidativa (degradação sob efeito de calor que ocorre em materiais poliméricos no seu processamento) na supercie interna, com acentuada perda de resistência mecânica.
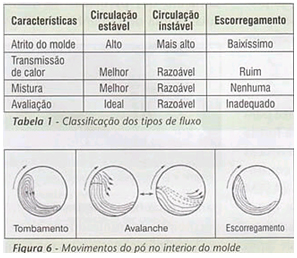
A condição ideal de moldagem é atingida quando a peça apresentar algumas bolhas próximas à superfície interna, sem apresentar degradação termo-oxidativo. Esta condição de moldagem é determinada, na prática, por tentativa e erro. O movimento do pó em um sistema em revolvimento pode ser, geralmente, categorizado em três tipos:
. Fluxo de circulação estável (tombamento);
. Fluxo de circulação instável (Avalanche), e,
. Fluxo de leito estático (escorregamento).
A tabela 1 traz a classificação de cada tipo de fluxo com suas características e a Figura 6 ilustra os movimentos do pós no interior do molde.
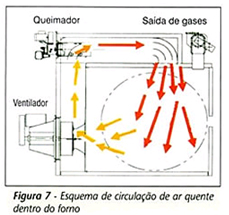
Na maioria das máquinas com forno fechado, ocorre a circulação de ar quente proporcionado por um ventilador. Este ar é aquecido, geralmente por um queimador a gás. O processo não expõe o molde à chama direta como é o caso de máquina de forno aberto. A figura 7 apresenta um esquema de aquecimento do forno.
3– Resfriamento e rotação: Ainda em movimento o molde é retirado da câmara e inicia-se o processo de resfriamento, que pode ocorrer em temperatura ambiente, jato de ar forçado e/ou pulverização (spray) de água ou ainda por sistemas mais complexos como camisas de refrigeração envoltas no molde. O processo de resfriamento também possui grande influência sobre as propriedades mecânicas da peça moldada. Se o resfriamento for lento para materiais semi-cristalinos como o polietileno, haverá tempo suficiente para o crescimento de cristais, resultando em peças de alta rigidez, todavia com baixa resistência ao impacto. Ao contrário, o resfriamento rápido provocará diferenças bruscas de temperatura na parede da peça, gerando variações na estrutura do material com diferentes níveis de contrações do polímero, podendo resultar em empenamento da peça. O tempo de resfriamento depende dos seguintes fatores:
– Temperatura ambiente;
– Espessura da peça;
– Material e espessura do molde;
– Volume e velocidade do ar;
– Características superficiais do molde;
– Temperatura e vazão da água e;
– Taxa de retirada do ar e da água da estação de resfriamento.
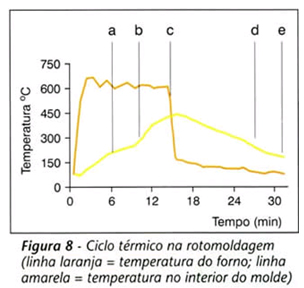
O ciclo térmico do processo de rotomoldagem, da entrada do molde no forno até a desmoldagem está representado na figura 8.
4– Desmoldagem: Após o molde e a peça serem resfriados, o movimento de rotação biaxial é cessado e o molde conduzido para uma estação de desmoldagem. O processo de desmoldagem para polietilenos pode se iniciar a uma temperatura de 60ºC. A abertura do molde e a extração da peça são feitas manualmente. Depois da extração da peça, o molde é novamente carregado com material e o ciclo recomeça.
VANTAGENS E LIMITAÇÕES
Dentre as vantagens da rotomoldagem, destacam-se a grande variedade de formas possíveis de modelar, a facilidade em substituir materiais e cores e em moldar peças com paredes duplas, insertos, roscas, furos, aberturas, reforços e a não exigência de ângulos de saída para desmoldagem da peça. Adicionalmente, como não há pressão sobre o material durante a moldagem, as tensões residuais nas peças são mínimas.
Geralmente os moldes são mais baratos do que para outros processos e, na maioria dos casos, não são necessárias operações posteriores de acabamento.
Também as sobras de material (scrap) são poucas, pois o peso desejado da peça é controlado na adição da matéria-prima ao molde.
Por ser um processo onde o abastecimento e a desmoldagem são manuais, podemos citar como desvantagem os tempos dos ciclos de aquecimento e resfriamento, que ampliam o risco de degradação térmica pelo excesso de exposição do material a altas temperaturas. As peças têm menor precisão dimensional quando comparadas ao processo de injeção. Apresenta-se pouco vantajoso para peças com alto volume de produção.
MATÉRIA-PRIMA
A matéria-prima polimérica para a rotomoldagem é usada na forma de pós. As principais características deste pó que devem ser controladas são: fluidez a seco (ASTM D1895), tamanho médio e distribuição de tamanho das partículas (ASTM D1921) e densidade aparente (ASTM D1895).
Uma boa resina para rotomoldagem deve ter facilidade de moagem, pois a forma mais usual de utilizar o polímero é na forma de pós.
Dentre os muitos polímeros existentes, o polietileno linear (PE) na forma de pó é o mais usado na rotomoldagem pela versatilidade e economia. As densidades do PE sólido estão na faixa de 0,92 a 0,96 g/cm³ e o tipo (grade) selecionado depende do produto. Para aplicações em rotomoldagem o índice de fluidez do PE se encontra entre 2 e 8g/10min (ASTM D1238). Um valor acima de 10 indica que o material tem reduzida resistência ao impacto a baixas temperaturas e ao stress cracking (ESCR). Se o índice de fluidez é inferior a 2g/10min a viscosidade é alta e dificulta a produção de peças com detalhes na superfície.
Moagem da matéria-prima
A moagem ou micronização da matéria prima normalmente é mecânica, geralmente em moinho de discos, no qual um permanece estacionário e outro gira em alta velocidade. O pó é alimentado pelo centro do disco e quando atinge a extremidade é insuflado para peneiras vibratórias para seleção do tamanho das partículas. As partículas acima do tamanho retornam para o moinho. A figura 9 mostra um moinho micronizador de disco.

A distribuição do tamanho de particular do pó deve ser uniforme, pois a presença de partículas muito pequenas com outras relativamente grandes traz como conseqüência a absorção de calor não homogênea podendo ocasionar um recobrimento desigual das paredes do molde. Pós muito finos fundem rápido demais não permitindo saída completa de gases ocasionando a formação de defeitos internos (vazios), pós muito grosseiros não conseguem preencher todos os detalhes do molde. Geralmente usa-se pó (figura 10) com granulometria entre 25 e 100 mesh com tamanho médio entre 50 e 70 mesh (297 a 210 µm). No caso do polietileno, a fluidez a seco para uma condição aceitável deve ser superior a 150g/mi

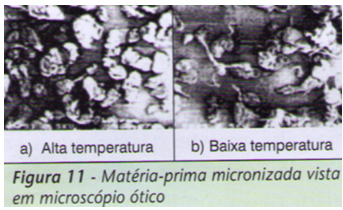
O formato das partículas afeta diretamente a fluidez a seco do pó e sua densidade aparente. Quanto mais regular a partícula, melhor a fluidez e maior a densidade aparente do pó. As seleções adequadas da matéria-prima junto com as condições de moagem afetam estas características. Na moagem, quanto maior a temperatura tanto melhor é o formato das partículas, maior é a densidade aparente e melhor a escoabilidade (fluidez a seco), como pode ser visto na Figura 11ª. Temperaturas baixas proporcionam o aparecimento de partículas fibriladas (rabichos), como demonstrado na figura 11b o que é prejudicial no processo, pois favorece o aparecimento de bolhas e a má dispersão.
Outros fatores que podem influenciar no escoamento do pó durante a moldagem são: rugosidade do molde; velocidade de rotação do molde; quantidade de material no molde; presença de aditivos; umidade e temperatura inadequada no forno.
Pigmentação
São duas as maneiras mais conhecidas de pigmentar a peça:
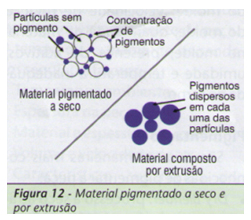
– Dry Blender: processo a seco através de misturadores conhecidos como Turbo Blender (tipo Henschel). É mais econômico, porém possui a desvantagem de o pigmento não incorporar completamente no polímero, ficando ancorado na superfície externa do micronizado e;
– Extrusão: possui vantagem sobre a pigmentação a seco porque ocorre o molhamento do polímero com o pigmento, resultando em uma cor mais homogênea, melhorando o brilho e a resistência da peça.
Possui a desvantagem de expor o polímero a trabalho mecânico na extrusora e proporcionar um histórico térmico que favorece o consumo de aditivos do polímero, como os anti-oxidantes.
Na figura 12 está demonstrado como ocorre uma dispersão mais homogênea quando a mistura é realizada com o auxílio de uma extrusora.
MÁQUINAS PARA ROTOMOLDAGEM
Quatro parâmetros são importantes para especificar uma máquina de rotomoldagem:
Capacidade de aquecimento;
Tamanho do forno;
Tempo médio por ciclo e;
Velocidade de rotação do molde.
A partir da combinação destas variáveis, existem diferentes classes de equipamentos.
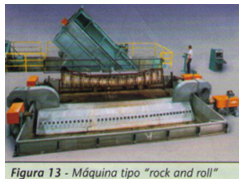
Máquinas “Rock and Roll”
Nestas, o molde gira 360º no eixo secundário e no eixo principal intercaladamente 45º para um lado e para outro. Ou seja, o ângulo de movimentação do eixo principal é vai e vem e varia de acordo com o produto a ser elaborado. O sistema de aquecimento geralmente é a gás com chama direta. Estas máquinas são utilizadas principalmente para a produção de peças de grandes dimensões. A figura 13 permite comparar o tamanho deste equipamento em relação a um homem.
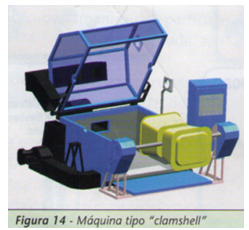
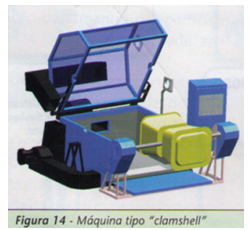
Máquinas “Clamshell” (tipo cofre)
Desenvolvidas nos últimos vinte anos, estas máquinas (Figura 14) apresentam a particularidade de todo o processo ocorrer na mesma câmara, que serve como forno de aquecimento e como componente de resfriamento com circulação de ar frio e com aspersores de água. Requerem baixo nível de investimento inicial, pouco espaço e Mao de obra mínima, permitindo a fabricação de produtos de boa qualidade. Todavia, exigem um ciclo mais alto, maiores gastos com energia elétrica e com serviços industriais, pois acondicionam no mesmo espaço a área de aquecimento e resfriamento.
São úteis para fabricar produtos que necessitem um controle de processo mais rigoroso, produção em pequena escala e, especialmente, desenvolvimento de protótipos.
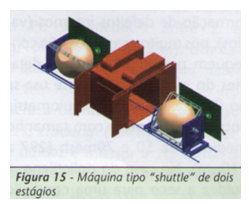
Máquinas “Shuttle” (tipo lançadeira)
Nestas, o deslocamento do molde nas duas zonas ou estágios ocorre por meio de guias, diminuindo a Mao de obra. São simples de construir e manusear além de ter baixo custo de manutenção. Permitem, de forma econômica, a fabricação de peças de pequeno e de grande porte (figura 15)
Máquinas “Turret” (tipo carrossel)
Introduzidas na segunda metade do século 20, são constituídas de três estações fisicamente separadas. Para a seleção desta máquina é necessário: que a duração dos ciclos de aquecimento e resfriamento de cada braço (spider) seja similar, que a disponibilidade de espaço não seja crítica e altos níveis de produção. São máquinas muito eficientes, de alto rendimento e baixo custo de manutenção. Na figura 16 está uma representação esquemática de uma máquina do tipo carrossel.
RECOMENDAÇÕES PARA A CONSTRUÇÃO DE MOLDES
A ficha técnica publicada na página 37 desta edição tem o objetivo de contribuir com uma seqüência lógica no desenvolvimento do projeto de um molde para rotomoldagem. Devem ser considerados alguns detalhes na hora da confecção, a saber:
• Projetar as peças com uma espessura única. Onde houver maior incidência de calor sempre haverá maior concentração de massa de plástico;
• Ter uma linha de partição do molde com vedação perfeita. Vazamentos de ar interno favorecem o aparecimento de furos na peça moldada;
• Prever ciclos de aquecimento e resfriamento uniformes para obter espessuras de paredes homogêneas;
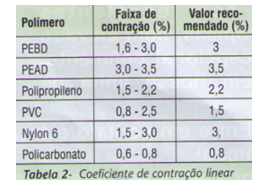
• Considerar a contração linear dos polímeros rotomoldados, conforme indicado na Tabela 2;
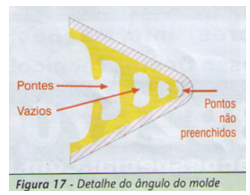
• Evitar a construção de moldes com ângulos agudos, pois podem resultar na formação de pontes, vazios e falta de preenchimento de detalhes (figura 17);
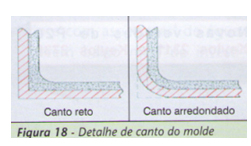
• Evitar projeto com cantos retos, pois favorecem o acúmulo de material, aumentando a espessura e provocando falta de material em outras regiões, além de propiciar empenamento. Prefira cantos arredondados que distribuem melhor o pó e conferem melhor transferência de calor, tornando a pela mais uniforme e resistente. A figura 18 mostra detalhes deste quesito de projeto. A tabela 3 apresenta alguns valores de raios recomendados para o processo de rotomoldagem;
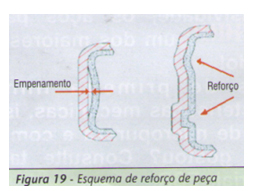
• Prover o molde de reforços e/ou nervuras (figura 19) para evitar a ocorrência de empenamento em peças grandes, planas e lisas;
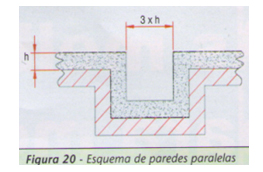
• Considerar, em projetos de paredes paralelas, uma distancia de três vezes a altura, sendo mais recomendado cinco vezes para facilitar o escoamento do pó e evitar a formação de pontes (figura 20);
• Na produção de peças rotomoldadas não é necessário ângulo de saída no molde, pois a própria contração do material auxilia na extração. Porém a existência de ângulos facilita a desmoldagem da pela. O ângulo de saída depende muito do material a ser processado;
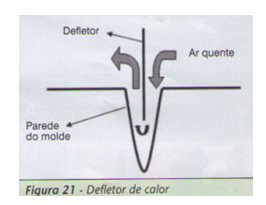
• Utilizar placas defletoras (figura 21) para auxiliar na transferencia de calor em moldes com nervuras e;
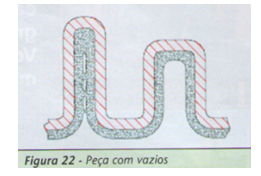
• Evitar paredes paralelas muito próximas para não ocorrerem vazios (figura 22) causados pela má distribuição do pó durante o processamento. O mercado de rotomoldagem ainda é muito incipiente quando comparado ao de outros processos de transformação de plástico, mas pela vantagem de confeccionar peças de grande volume, espera-se um crescimento acelerado para os próximos anos. A área de construção civil, a exemplo dos reservatórios de água, certamente é a que mais demanda produtos rotomoldados atualmente.
FONTES DE CONSULTA
ABPOL – Associação Brasileira de Polímeros – WWW.abpol.com.br
Lim, K. K./ Ianakiev, A.; Artigo Extraído da Conferencia Annual da Antec, Chicago, 2005.
Islabão, G. I.; Blendas de Polietileno de Ultra Alto Peso Molar (PEUAPM) com Polietileno Linear de Média Densidade (PELMD) para rotomoldagem, dissertação de mestrado, Porto Alegre UFRGS, 2005.
Association of Rotational Molders International, www.rotomolding.org
Cavalheiro, A. Z; Mello, F. B. de; Galarça M.; Rotomoldagem de Polímeros Pulverizados, CEFET-RS, 2004
Silva, V.; Seminário Politeno, 2004 Ferri Industries Rotational Molding Systems, WWW.ferryindustries.com/
Bruins, P. F.;Basic Principles of Rotational Molding, Chemical Engineering Department, Polytechnic Institute of Brooklyn, Brooklyn, N. Y., 1971
Crawford, R. J.; Rotational Moulding of Plastics, The Queen’s University of Belfast, UK, 1996
ICO Polymers, www.icopolymers.com/icoBrasil/roto.asp
Marcelo Massayoshi Ueki – Engenheiro de Materiais e doutor em Ciência e Engenharia de Materiais pela Universidade Federal de São Carlos. Exerce a função de pesquisador no Núcleo de Polímeros do SENAI Cimatec em Salvador, Bahia.
Luciano Pisanu – Engenheiro Mecânico pela Pontifica Universidade Católica do Rio Grande do Sul. Atualmente cursando pós-graduação (Stricto Sensu) em rotomoldagem na Universidade Federal de Campina Grande, Paraíba.
Fonte: Revista Ferramental – Ano III Nº 13 – Jul/Ago 07