
Fundamentos do processo de usinagem
Processo de Usinagem com Ferramenta de Geometria Definida
Quando se inicia o processo de corte, o gume da cunha da ferramenta penetra no material da peça, que se deforma elástica e plasticamente. Após ultrapassar a tensão de cisalhamento máxima do material, este começa a escoar. Em dependência da geometria da cunha de corte, o material deformado passa a formar um cavaco que desliza sobre a face da cunha de corte da ferramenta .
A formação do cavaco no processo de usinagem envolve elevadas taxas de deformação e temperatura. O fluxo plástico de material gera tensões locais nas ferramentas, distribuições de temperaturas na interface cavaco-ferramenta e determina as condições do material da peça após a remoção do cavaco. Estas quantidades locais determinam as forças globais na estrutura da máquina-ferramenta, que por sua vez resultam nas suas deformações estáticas e dinâmicas. Além disso, elas determinam a taxa de vários fenômenos físico-químicos que comandam desgaste de ferramenta, como as reações químicas, desgaste abrasivo e difusão.
Elas também determinam a potência que deve ser isponibilizada para efeito de remoção de material e, portanto influenciam a quantidade de calor produzida por vários componentes influentes do sistema.Os termos, a denominação e a designação da geometria da cunha, são normalizadas pelas normas DIN 6581 e ISO 3002/1. Na Figura 1 é mostrada uma ferramenta de torneamento explicitando superfícies, gumes, chanfros e quinas.
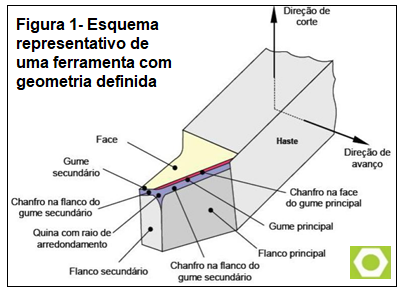
Em todos os processos de usinagem com remoção de cavaco, características do processo como formação de cavaco, saída do cavaco, força de corte, desgaste da ferramenta e o resultado do trabalho são influenciados consideravelmente pela geometria da ferramenta. Em decorrência deste fato é que a geometria da ferramenta deve ser adaptada ao material da peça, ao material da ferramenta e às condições específicas do processo .
.
Geometria da Parte Cortante da Ferramenta de Corte
A parte cortante da ferramenta de corte é descrita por ângulos e raios, conforme mostrado na Figura 2.
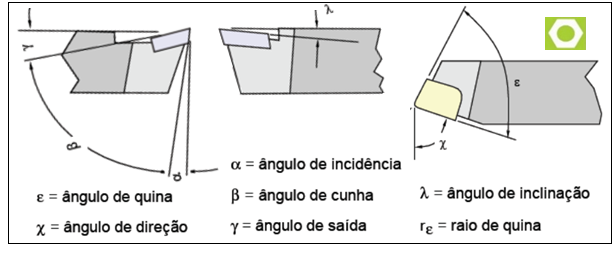
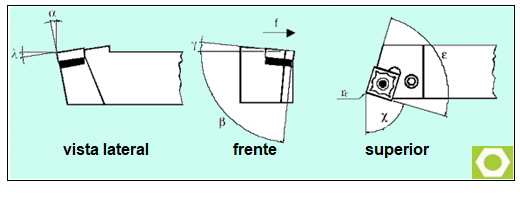
Figura 2- Principais ângulos e raios da ferramenta de corte
Os ângulos da parte cortante servem para determinar a posição e forma do gume, da face e dos flancos. Os ângulos na parte cortante são o de incidência , cunha , saída , direção do gume ou de posição , inclinação lateral e de quina entre outros. Os raios são raio de quina r e raio do gume .O ângulo de direção do gume é o ângulo entre a superfície de corte e a superfície de trabalho, medido na superfície de referência. Com a variação deste ângulo, tem-se uma maior ou menor largura de usinagem, que por sua vez influencia diretamente na dissipação do calor no gume da ferramenta. A alteração deste ângulo também provoca alterações principalmente nas forças de corte e passiva, esta última causando ainda problemas de vibrações regenerativas sobre a superfície da peça .
O ângulo de quina é o ângulo entre a superfície do gume principal e do gume secundário, medido na superfície de referência. Serve para garantir uma boa estabilidade da ferramenta. Principalmente quando se trata de uma solicitação pesada, este deve ser escolhido o tão grande quanto possível. O ângulo de inclinação lateral é o ângulo entre o gume e a superfície de referência, medidos na superfície de corte. Este ângulo possui as funções de controlar a direção de saída do cavaco, proteger a quina da ferramenta contra impactos e atenuar vibrações. Quanto mais negativo for este ângulo, maiores serão os valores da força passiva . O ângulo de cunha é o ângulo entre o flanco principal e a face, medido na superfície de medição da cunha. A soma dos ângulos de incidência e de saída diminuído de 900 resulta no ângulo de cunha . Com a variação deste ângulo, tem-se uma variação na estabilidade da ferramenta. O ângulo de incidência é o ângulo entre o flanco e a superfície de corte, medido na superfície de medição da cunha. A função do ângulo de incidência é evitar o atrito entre a superfície transitória da peça e o flanco da ferramenta e permitir que o gume penetre no material e corte livremente.
Este ângulo também influencia consideravelmente a estabilidade da cunha .O ângulo de saída é o ângulo entre a face e a superfície de referência, medido na superfície da cunha. Ele pode ser tanto positivo como negativo. O ângulo de saída é responsável pelo corte do material em questão. O ângulo influencia consideravelmente a estabilidade da cunha. Ferramentas demasiadamente positivas podem quebrar devido ao enfraquecimento da cunha. Como vantagens de um ângulo de saída positivo tem-se a diminuição da força de corte e força de avanço, bem como uma considerável melhora na qualidade da superfície da peça .
O raio de quina r é localizado na interseção do gume principal e secundário. Em conjunto com o avanço ele define a rugosidade cinemática do componente usinado. Este também influencia nas vibrações, estabilidade do gume e forças passivas. O raio de gume define a capacidade de corte e a espessura mínima de usinagem.
O Processo de Formação de Cavaco no Corte
A deformação plástica contínua, que se mostra na região de formação de cavaco, pode ser dividida em três regiões, conforme Figura 3.
A área C estende-se ao longo do plano de cisalhamento e é a região entre o material deformado e o material indeformado. A área A inclui a interface entre o cavaco e a face da ferramenta, enquanto que a área B inclui a superfície acabada ou usinada e a superfície adjacente da ferramenta (flanco). Na primeira região tem-se a maior transformação de energia, enquanto que na segunda tem-se a maior temperatura e na terceira define a rugosidade característica da peça .

A Figura 4 mostra a representação esquemática do mecanismo de formação de cavaco.
A representação mostra que a deformação plástica contínua, na raiz do cavaco, pode ser dividida em cinco regiões. A configuração estrutural na peça (a) passa por cisalhamento para configuração estrutural do cavaco, em (b). A deformação plástica na região de cisalhamento na usinagem de materiais frágeis pode levar à separação do material na região de cisalhamento. Se o material, no entanto, tem uma capacidade de deformação maior, então a separação ocorrerá imediatamente diante do gume da região (e). A solicitação de tração, simultânea à aplicação de uma pressão vertical sobre a ferramenta em combinação com as temperaturas elevadas, leva a deformações na camada inferior do cavaco (c) e na superfície de corte (d). Durante o deslizamento sobre a superfície da ferramenta, se formam superfícies limites que também sofrem deformações plásticas complementares.
Essas regiões de escoamento, que tem uma textura de deformação paralela à face da ferramenta, dão a impressão de escoamento viscoso com grau de deformação extremamente elevado.Na usinagem, através da ação mecânica da ferramenta, uma camada de material é removida da peça e transformada em cavaco. Os cavacos produzidos podem apresentar muitos aspectos distintos, dependendo da profundidade de corte (ap), da velocidade de avanço (vf), velocidade de corte (vc), geometria da ferramenta, material da peça e fluido de corte, entre outros fatores .A forma e o tamanho do cavaco são muito importantes, principalmente para os processos de usinagem (furação, fresamento,
torneamento) ou em máquinas-ferramentas onde há pouco espaço para os cavacos ou estes tenham que ser removidos automaticamente .
Do ponto de vista da tecnologia da usinagem, pode-se classificar as diversas formações de cavacos em quatro tipos básicos: cavaco contínuo, cavaco cisalhado, cavaco em forma de lamela e cavaco arrancado. Os dois primeiros tipos podem vir associados com a formação de um gume postiço .
Solicitações Impostas sobre a Ferramenta no Processo de Usinagem
A força de usinagem F, aqui representada para o processo de torneamento (Figura 5 )pode ser desmembrada em suas componentes: força de corte Fc, força de avanço Ff ,e força passiva Fp.

A componente da força de usinagem no sentido da velocidade de corte é
denominada força de corte, no sentido da velocidade de avanço de força de avanço e a componente normal a estas duas, de força passiva. As forças atuantes na ferramenta de corte são influenciadas pelos parâmetros envolvidos no processo de formação de cavaco, tais como material da peça, material da ferramenta, geometria da ferramenta, velocidade, avanço e profundidade de corte .
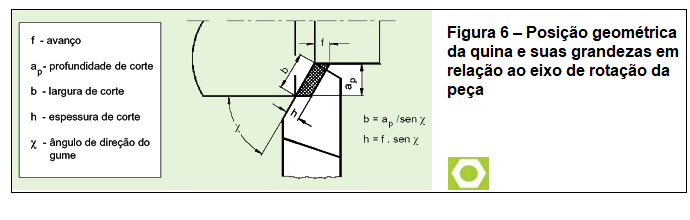
O comportamento da força de corte, força de avanço e da força passiva com relação à variação do ângulo de direção do gume , é decorrente da posição geométrica da quina em relação ao eixo de rotação da peça, conforme mostra a Figura 6 , onde com maiores ângulos de direção do gume as componentes da força de usinagem aumentam na direção do avanço e têm seu máximo quando = 90 .Se o ângulo de direção do gume for aumentado, a espessura do cavaco h aumenta à mesma proporção que a largura do cavaco b diminui (Figura 6). Já que a força de corte Fc é proporcional à profundidade de corte ap (equivalente à largura de cavaco b), ela aumenta de forma inversamente proporcional ao avanço (equivalente à espessura do cavaco h), resultando das duas variações uma leve redução de Fc com aumento dex.
As componentes da força de usinagem obedecem à equação de Kienzle, que relaciona as características do material, a seção de corte e a componente da força de usinagem correspondente. Para a força de corte Fc, tem-se:
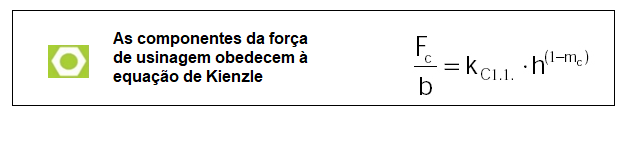
A força específica de corte kc1.1 indica a força de corte que é necessária para usinar um cavaco com largura de usinagem b = 1 mm e a espessura de usinagem h = 1 mm. O expoente (1 – mc) indica a inclinação da reta Fc/b = f(h), no sistema bilogarítmico. Os valores de kc1.1 e (1 – mc) determinam a influência do material da peça sobre a força de corte . Grandeza e direção da força de usinagem são influenciadas fortemente pelas condições e geometrias de corte utilizadas. Na Figura 7 é apresentada qualitativamente a dependência das componentes da força de usinagem Fc, Ff e Fp em função do avanço f, da velocidade de corte vc, da profundidade de corte ap e do ângulo de direção do gume no sistema de coordenadas lineares .
A redução da força com o aumento da velocidade de corte deve-se à redução da resistência do material a altas temperaturas. As componentes da força de usinagem aumentam proporcionalmente com a profundidade de corte ap. Entretanto, isto vale somente se a profundidade de corte for maior que o raio de quina da ferramenta .A força de corte e a força passiva apresentam uma redução, ao passo que a força de avanço apresenta um aumento para uma variação do ângulo de direção do gume de 30º a 90º. Para um aumento sucessivo do ângulo de direção do gume, a força de corte tende a aumentar novamente, a força de avanço diminuir e a força passiva se torna inclusive negativa .
Autor: Rafael Kratochvil
Pós graduação Eng. Mecânica UFSC
Publicado em 10/06/2017