

Indicações para processamento de diferentes materiais plásticos 2
Poliacetal POM — Óxido de polifenileno PPo — Polimetil-Metalcrilato – PMMA — Policarbonato PC – Cloreto de Polivinilo – PVC — Cloreto de polivinilo PVC Flexível — Acetato de Celulose – CA – CAB – CAP – CP — Polietilenotereflato PETP – Polibutileno tereflato –PBTP
8 – Poliacetal POM
Densidade: 1,41 – 1.42 g/cm3
Características do material: Duro, rígido, tenaz, inquebrável, alta resistência à deformação por calor, alta resistência à fricção, bom comportamento de deslizamento, propriedades muito próximas às dos metais não-ferrosos mecânicos, excelentes propriedades dimensionais, pouco hidroscópicos, sem risco para a saúde, utilização até – 40°C.
Resistente à: ácidos fracos, bases fracas, gasolina, benzol, óleos, álcoois.
Não resistente à: ácidos fortes, produtos oxidantes.
Reconhecimento do material: inflamável, chama ligeiramente azulada, goteja e segue aceso, cheira profundamente a formaldeído

Pressão de injeção: 1.200 – 1.500 bar.
Recalque: Depende da espessura da
parede da peça moldada e da temperatura do molde. Quanto mais prolongado o
recalque, tanto mais baixo será a contração das peças. Deve-se aumentar o tempo
de pressão mantendo o mesmo ciclo total. Pese as peças até que o peso não
aumente mais, aí então, o tempo de pressão estará ideal.
Uma peça a 95% do seu peso ideal, contrai 2,3%. Uma peça com 100% do seu peso
ideal contrai 1,85%.
Contrapressão: 100 – 200 bar.
Velocidade de injeção: se a injeção for muito lenta ocorre a formação de poros na superfície da peça. O mesmo fenômeno ocorre se a temperatura do molde ou da massa for muito baixa.
Rotações da rosca: só aproximadamente 70% 00 máximo permitido da máquina. A velocidade deve ser regulada, de tal forma que o processo de plastificação termine durante o tempo de resfriamento.
Enchimento de material: 2.6 mm, de acordo com volume de dosagem.
Temperatura do molde: a 120°C de temperatura do molde, as peças tem grande rigidez, as peças fabricadas a 90°C de temperatura do molde, em relação a peças fabricadas a 6Q°C, tem menor contração posterior (0,22%); Quanto menor a temperatura do molde, tanto maiores serão as peças, se bem que isso se elimina pela têmpera.
Secagem prévia: não é necessário. Material úmido, secar durante aproximadamente 2 h a 110°C.
Reaproveitamento: é possível reaproveitar.se 100% de recuperados para peças menos importantes, isto é, para peças com precisão de até 20% de material recuperado.
Contração: aproximadamente 2%.
Volume de Injeção: mínimo de 15% e máximo de 75% do volume correspondente do cilindro.
Equipamentos do cilindro: Bico valvulado de agulha, bicos abertos, válvula de retenção (RSP).
Parada da máquina: de 5 – 10 minutos antes do final da produção desligue o aquecimento e regule a contrapressão em “O”. Esvazie o cilindro para a injeção de outro material PA ou PC, intercalando PE que tem maior campo de processamento.
Injeção das peças: para peças pequenas de paredes uniformes é possível canal de entrada de pontos. Dimensione secção do canal com 50. 600/0 da espessura da parede da peça. Devido ao preenchimento em andamento laminar é interessante injetar contra um obstáculo da cavidade do molde (núcleo, parede).
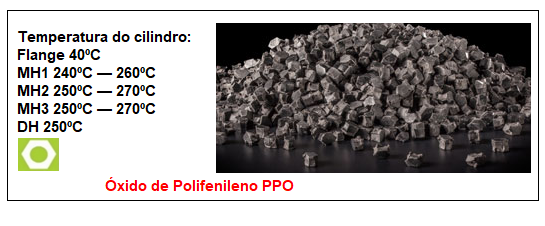
9 – Óxido de Polifenileno PPO
Densidade: 1,05 – 1,1 g/cm3
Características do material: tem
alta resistência ao calor, baixa absorção de água e altas resistências, para
máquinas domesticas e peças de automóveis.
Resistente à: Ácidos, soluções de soda cáustica (alcalinas), álcool.
Não resistente à: benzol, hidrocarbonetos clorados.
Reconhecimento do material: é dificilmente inflamável, a chama se apaga após a retirada da fonte de luz, não pinga, apresenta uma chama luminosa com formação de fuligem e com um cheiro picante.
Pressão de injeção específica: 1.000 – 1 .200 kp/cm2. ‘
Pressão de recalque: 50.70°10 da pressão de injeção
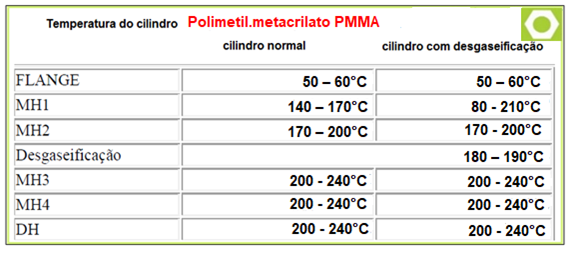
10 – Polimetil.metacrilato PMMA
Densidade: 1,18 glcm3
Características do material: duro, frágil, alta resistência mecânica, alta dureza superficial, cristalino, oticamente de grande valor, muito brilhante, resistente às intempéries, facilmente colorivel, sem risco à saúde.
Resistente à: ácidos leves, bases leves, graxas, óleos.
Não resistente à: ácidos e álcoois concentrados, hidrocarbonetos clorados, risco de ruptura por tensão.
Reconhecimento do material: facilmente inflamável, queima com luminosidade até depois de retirado o foco de fogo, chama cascateante, com alguma fuligem e cheiro doce de frutas.
Em caso de entrada desigual com ruídos, otimize a temperatura do flange.
Pressão de injeção: devido à má fluidez são necessárias altas pressões.
Recalque: para peças moldadas e de paredes grossas (lentes) e peças similares se faz necessário uma pressão maior e prolongada (2 – 3 min.).
Contrapressão: 100 – 400 bar. Com contrapressão muito baixa, poderá formar bolhas nas peças.
Desgaseificação: 20 – 50 bar.
Velocidade de injeção: depende da espessura da parede e da via de fluxo. Em caso de peças moldadas de paredes grossas. deve-se parcialmente injetar extremamente devagar para se alcançar um fluxo perfeito do material.
Rotações da rosca: plastificação relativamente lenta. de acordo com o tempo de resfriamento.
Enchimento de material: 2 – 6 mm, de acordo com volume de dosagem.
Temperatura do molde: 40 – 80oc com temperatura alta, aumenta-se tempo de resfriamento.
Pré-secagem: absorve aproximadamente 1% de água, por isso necessita secagem durante 8 horas a 70 – 10QoC, conforme o tipo. Com o cilindro de desgaseificação não é necessário a pré-secagem.
Reaproveitamento: é possível, desde que bem pré-secado e com colorido forte.
Moagem de material cristalino não oferece peças óticas boas.
Contração: 0,4 – 0,8%, conforme o tipo. Volume de injeção: 20 – 75%.
Equipamento do cilindro: Bico aberto. bico valvulado, ponta de rosca transportadora, válvula de retenção (RSP).
Parada da máquina: Não é necessário passar outro material.
Injeção das peças: são
necessários canais de entrada de grandes dimensões, já que o material não flui
bem. Possibilidade de canal quente.
Para lentes, canal de entrada 0,5 mm menor que a espessura de parede das
lentes. Diâmetro do canal mínimo = maior espessura da parede da peça.
Para peças com espessura de paredes pequenas, há possibilidade de canal de entrada
em pontos ou, então, de canais de entrada fortes e curtos.
Nas proximidades do canal de entrada, as características de peça são piores.
Evite a espessura de parede abaixo de 1 mm
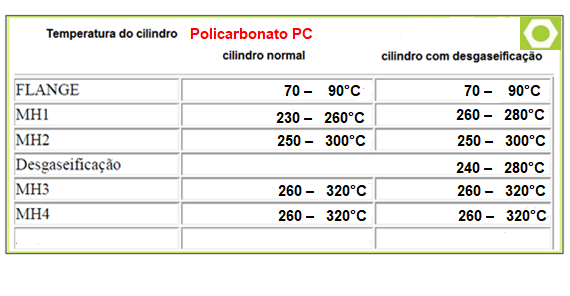
11 – Policarbonato PC
Densidade: 1,2 g/cm3
Características do material: duro, rígido, resistente ao choque até 100°C, boa estabilidade dimensional no calor, isolante elétrico, cristalino, fisiologicamente inerte.
Resistente à: óleo, gasolina, ácidos diluídos, álcoois.
Não resistente à; ácidos fortes. bases, benzol.
Reconhecimento do material: de combustão difícil, apaga-se se retirado da chama, queima com luz forte, com fuligem, carboniza, borbulha, cheira forte a fenol.
Temperatura do cilindro
Pressão de injeção: são necessárias pressões de injeção muito elevadas (1.300 – 1.800 bar), já que o material flui com muita dificuldade.
Recalque: pressão de aproximadamente 40 – 600;0 da pressão de injeção.
Contrapressão: 50 – 150 bar.
Desgaseificação: 20. 30 bar.
Velocidade de injeção: depende do caminho a ser percorrido pelo material e espessura da parede. Com peças com parede fina, injete rapidamente. Se necessário uma boa qualidade superficial, injete mais lentamente.
Rotações da rosca: é preciso alto torque para o giro da rosca. Escolha rotações medianas. Ajuste o tempo de plastificação ao tempo de resfriamento.
Enchimento de material: 2 – 6 mm, segundo o volume de dosagem.
Temperatura do molde: não inferior a 85°C. O preenchimento do molde e a qualidade da peça são favorecidos com temperaturas de molde crescentes. O tempo de ciclo não aumentará consideravelmente pela alta temperatura do molde, já que a temperatura de endurecimento é de 145°C.
Secagem prévia: 8 horas a 100 – 120°C. As propriedades mecânicas são ótimas com teor. de água inferior a ,0,02%. Com o cilindro de desgaseificação não é necessário a pré-secagem.
Reaproveitamento: pode-se misturar até 20% de regranulado ao material original. A resistência ao calor se mantém mesmo com parcelas maiores de recuperado, porém as propriedades mecânicas pioram.
Contração: 0,7 – 0,80/0. Reforçado com fibra de vidro de 0,1 a 0,5%.
Volume de Injeção: cilindro normal: 15 – 85% do volume do cilindro. Cilindro com desgaseificação: 20 – 800/0 do volume do cilindro.
Parada da máquina: para interrupções de produção durante a noite, esvaziar o cilindro e seguir esquentando até 160 -180°C. Ao limpar o cilindro, recomenda-se injetar com polietiteno de alta viscosidade. Retirar o cilindro quente e limpar os resíduos com escova de arame de latão.
Injeção das peças: a seção de entrada deve corresponder em diâmetro, em pelo menos a 60 – 70% da espessura máxima das peças, se bem que o diâmetro mínimo do canal é de 1,2 mm ângulo cônico do canal 3-5% com superfície boa a 2°C. Canal de entrada de pontos para artigos pequenos com espessura de parede uniforme.
12 – Cloreto de Polivinilo PVC
Densidade: 1,35 g/cm3 (sem amaciante)
Características do material: rígido, duro ou ftexível, dependendo da quantidade de plastificante, transparente até opaco, facilmente soldável e adesival, sem riscos fisiológicos com determinados ajustes.
Resistente à: ácidos, bases, óleos, graxas, gasolina. Não resistente à: benzol, cetonas, dissolventes, éster.
Reconhecimento do material: PVC queima com chama de bordas verdes, amo-lece rapidamente e se decompõe apresentando cheiro de ácido clorídrico.

Pressão de injeção: 800 – 1 .600 bar.
Recalque: não deve ser muito alto. Deve ser ajustado à peça moldada e ao ponto de união.
Contrapressão: a regulagem correta no PVC é muito importante devido à sensibilidade térmica do material. Calor desenvolvido pela fricção do material à rosca é melhor controlável do que aquele provido das resistências do cilindro. Contrapressão possível até 50 bar.
Velocidade de injeção: não deve ser muito alta. Observe para que o material não se isale. Por isso é melhor injetar escalonadamente.
Rotações da rosca: regule o mínimo possível. Se a máquina permite retardo da plastificação, use-o.
Enchimento de material: mantenha-o reduzido e procure deixar uma pequena folga na rosca.
Temperatura do molde: 20 – 60°C.
Reaproveitamento: se o material não está deteriorado termicamente, pode–se reaproveitá-Io.
Contração: 0,5 – 0,7°10
Volume de injeção: 20 – 85% da capacidade do cilindro.
Parada da máquina: desligue o aquecimento da rosca, plastifique sem contrapressão, relaxe a massa 2 – 3 minutos e, depois, injete lentamente. Repita a operação até que a temperatura do cilindro tenha baixado a 1600 C. Depois, esvazie totalmente o cilindro.
Injeção das peças: são vantajosas
injeção em barra, diafragma e filme. A conexão para a peça deve ser variada.
Em peças pequenas é possível a injeção por canal capilar.
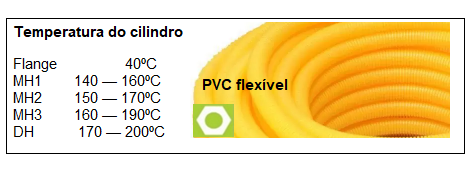
13 – Cloreto de Polivinilo PVC flexível
Densidade: 1 1. 1 A g/cm3
Características do material: o material de fabricação é flexível com a elasticidade da borracha, não oferecendo riscos à saúde.
Resistente à: ácidos, soluções de soda cáustica (alcalinas), detergentes, óleos, graxas (gorduras).
Não resistente à: gasolina, éteres, hidrocarbonetos clorados.
Reconhecimento do material: queima com uma borda verde, soltando faíscas, cheirando a ácido clorídrico com amaciante.
Pressão de injeção: 600 – 1.000 Kp/cm2
Pressão de recalque: 30 – 50°/0 da pressão de injeção necessária.
Contra pressão: 50 – 100 bar.
Velocidade de injeção: para se alcançar uma boa qualidade da superfície, não se deve injetar muito rápido (eventualmente injeção escalonada).
Rotações da rosca: regule um
valor médio para o número de rotações da rosca.
Enchimento de material: Mantenha baixo.
Temperatura do molde: 20 .. 60°C.
Reaproveitamento: se o material não sofreu danos térmicos, pode ser reutilizado.
Contração: 1 – 2%.
Volume de injeção: 20 – 85%.
Parada da máquina: desligue o aquecimento, plastifique várias vezes sem contrapressão e injete até esvaziar.
Injeção das peças: a conexão da peça deve ser provida de um raio em direção à peça. Em peças pequenas é possível o vazamento em ponto.
14 – Acetato de Celulose CA .. CAB .. CAP .. CP
Densidade: 1 ,2 – 1,3 g/cm3
Características do material: É tenaz, resistente à fervura, dificilmente
quebrável, de auto polimento, apresenta pouca carga elétrica e não oferece
riscos à saúde.
Resistente à: óleos, graxas
(gorduras), benzol, gasolina.
Não resistente à: Ácido acético (vinagre), ácidos, soluções de soda cáustica
(al¬calinas).
Reconhecimento do material: é dificilmente inflamável, apaga fora da chama, queima verde-amarelado formando pingos e soltando faíscas. Cheira a ácido acético.

Pressão de injeção específica:
800 – 1.200 bar.
Pressão de recalque: 40. 70°/0 da pressão de injeção. Contrapressão: 50 – 100
bar.
Contrapressão: 30.50 bar.
Velocidade de injeção: peças moldadas com longas vias de fluxo exigem uma alta velocidade de injeção, porém, nestes casos, deve-se providenciar uma ventilação (exaustão do ar) suficiente no molde.
Rotações da rosca: regule valores médios para o número de rotações da rosca.
Enchimento do material: 3 – 5 mm.
Temperatura do molde: 80 – 105 o C
Reaproveitamento: caso o material não sofra danos térmicos, pode ser reaproveitado, como também recuperado.
Contração: 0,5 – 0,7%.
Volume de injeção: 15 – 85olb.
Parada da máquina: desligue o aquecimento, plastifique várias vezes com pouca contrapressão, e injete até esvaziar o cilindro.
Injeção das peças: em peças pequenas, vazamento por canal capilar; nos demais casos, vazamento em barra e diafragma.
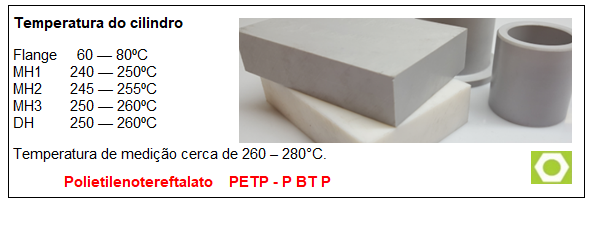
15 – Polietilenotereftalato PETP Polibutilenotereftalato P BT P
Densidade: PETP 1,38 g/cm3 PBTP 1,30 g/cm3
Características do material: é duro, resistente a arranhões, com um comportamento de deslizamento e de fricção favoráveis. Não oferece riscos à saúde,
Resistente à: óleo, gasolina. álcool. ácidos diluídos.
Não resistente à: benzol, ácidos fortes, soluções de soda cáustica (alcalinas), hidrocarbonetos clorados.
Reconhecimento do material: O material é dificilmente inflamável, apagando-se fora da chama. Apresenta uma chama luminosa com fuligem cheirando a fenol.
Pressão de injeção específica: 1200 . 1500 Kp/cm2.
Pressão de recalque: a qualidade da superfície é melhor com uma pressão de recalque mais alta. O valor da pressão de recalque deve ser de 50 – 70010 da pressão de injeção.
Contrapressão: cerca de 30 – 50 bar, de forma que a temperatura da massa não seja muito aumentada devido ao calor de fricção.
Velocidade de injeção: a superfície da peça fica melhor com uma velocidade de injeção menor.
Rotações da rosca: o número de rotações da rosca deve ser regulado, de tal forma que a plastificação fique situada dentro do tempo de resfriamento.
Enchimento de material: 3 – 5 mm.
Temperatura do molde: 90 – 140°C
Reaproveitamento do material: pode ser adicionado até 1 0%de recuperado, caso este não tenha sofrido danos térmicos e tenha sido submetido a uma boa pré–secagem.
Contração: 1,3 – 1 ,5%
Volume de injeção: 15 – 800/0
Parada da máquina: desligue o aquecimento, injete até esvaziar o cilindro. Em caso de interrupções de produção deve-se ejetar a massa até que esteja livre de bolhas, antes de recomeçar.
Injeção das peças: as conexões devem ser parecidas como no processamento do PA, porém um pouco maiores na secção transversal.
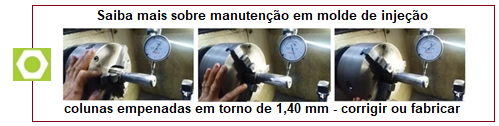
Temperatura da zona de enchimento
A regulagem da temperatura do
cilindro de plastificação ocorre além das zonas de aquecimento (da camisa de
aquecimento MH 1 até o aquecimento do injetor), também através do circuito de
refrígera9ão da zona de enchimento,
Esta instalação é constituída de um flange de refrigeração com perfurações de
passagem, ou seja, ranhuras circulares (em anel). A quantidade de passagem
necessária é regulada sem escalonamento por uma válvula de estrangulamento
situada na bateria de regulagem de passagem da refrigeração do molde. O
termômetro de ponteiro pode ser controlado se a temperatura desejada do flange
é alcançada e mantida.
A temperatura da zona de enchimento tem uma grande influência no comporta-mento de entrada da rosca de plastificação. Se a zona de enchimento não tem a sua temperatura regulada corretamente, a rosca não trabalha uniformemente e o tempo de plastificação é prolongado. A entrada desigual causa uma má homogeneidade da massa fundida, e assim ocorrem oscilações na qualidade da peça moldada.
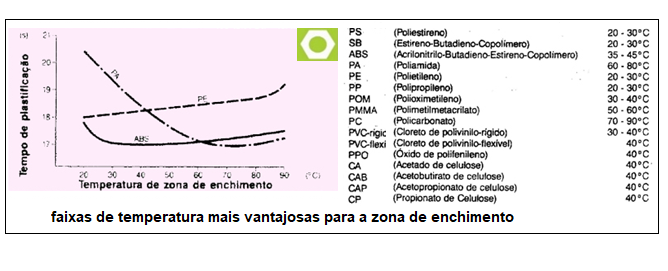
Para cada material há uma faixa maior ou menor da temperatura correta do flange. O importante é saber encontrar a faixa de temperatura do flange mais vantajosa.
Tabela com as faixas de temperatura mais vantajosas para a zona de enchimento.
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Fonte: Moldes Injeção Plásticos
Hamilton Nunes da Costa – Editor de Revistas Independente
CFP VW SENAI / Matrizeiro especializado em molde
Projeto de moldes / Escola ART-MEC
Técnico mecânico CREA 126.785 / CFP VW SENAI