


No processo de polimento a técnica utilizada é fundamental
O processo de polimento é uma fase determinante para a obtenção de moldes e ferramentas de boa qualidade. Entretanto, diversos fatores têm influência significativa para que um polimento adequado seja atingido. Entender os fundamentos desse processo é fundamental para que se alcance um bom resultado.
O polimento representa um papel fundamental no tratamento final da superfície dos aços-ferramenta. Essa técnica é utilizada para obter superfícies mais ou menos ásperas, de acordo com as características de acabamento requeridas nas peças moldadas finais. O tratamento de polimento consiste em um processo de alisamento manual ou mecanizado da superfície com o auxílio de tecidos, pastas abrasivas ou micro-esferas a fim de atingir um nível específico de rugosidade superficial.
O FENÔMENO DA REFLEXÃO
Em uma superfície áspera acontece o fenômeno de difusão de maneira que a imagem refletida, decomposta nessa superfície, se torna irreconhecível. Cada raio incidente se reflete de acordo com a lei de reflexão, mas como a superfície refletora é irregular, os raios retornam em várias direções, como representado na Figura 1.
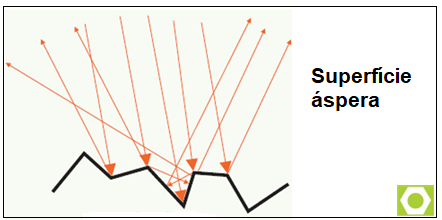
O raio de luz que atinge a superfície é refletido em uma direção específica dependendo tanto da direção de incidência do raio quanto da orientação da pequena porção de superfície lisa na qual o raio se reflete. Como consequência, a soma dos raios refletidos não pode ser considerada como um feixe único, mas como uma irradiação de feixes menores provenientes, cada um, de uma porção lisa diferente da superfície e que se propaga em direções diferentes através do espaço.
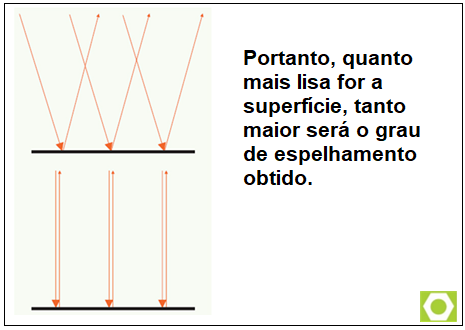
Quanto mais lisa for uma superfície, menos relevante será este fenômeno, porque a ordem é mantida e a imagem refletida é reconhecível. Uma superfície polida se diferencia de uma fosca porque os raios de luz incidentes se refletem sobre ela de uma maneira ordenada, como pode ser visto na Figura 2.
NECESSIDADE DE UM ACABAMENTO DE SUPERFÍCIE DE ALTA QUALIDADE
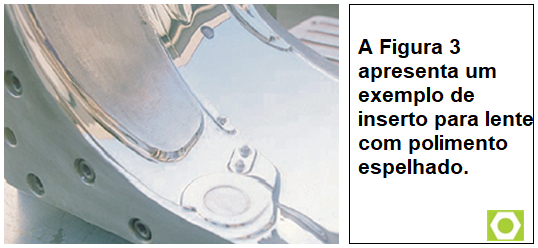
A utilização crescente de produtos plásticos levou ao aumento da necessidade de construção de matrizes e moldes com superfícies polidas e espelhadas.
O acabamento de superfície de alta qualidade traz os seguintes benefícios:
– Facilita, na maioria dos casos, o processo de extração da peça moldada da cavidade. Eventualmente o polimento excessivo pode causar retenção da peça por formação de vácuo. Nestes casos, há necessidade de tornar a superfície levemente fosca;
– Reduz o risco de originar rebarbas devido a possíveis sobrecargas ou entrada de gases de escape (um perfil denteado pode favorecer a intensificação local dos esforços);
– Reduz o perigo de corrosões localizadas (um perfil denteado possui maior reatividade do que um plano, por causa da maior superfície exposta às condições circundantes) e;
– Aumenta a resistência ao desgaste dentro de certos limites (ao remover a rugosidade, aumenta o contato da superfície entre as peças e diminui a pressão efetiva).
EFEITOS DO POLIMENTO
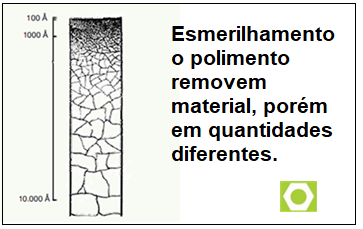
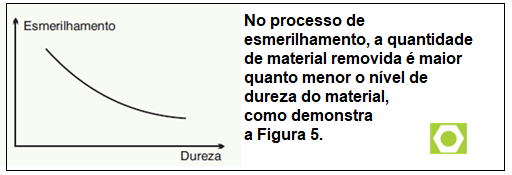
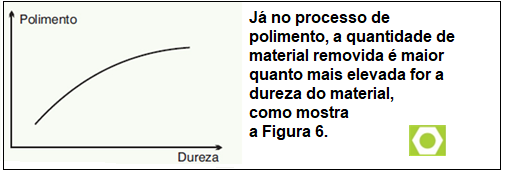
Basicamente, há duas teorias desenvolvidas recentemente para descrever os efeitos do tratamento de polimento. De acordo com alguns especialistas, não há diferença entre o esmerilhamento e o polimento, porque ambos os métodos removem material, porém em quantidades diferentes. Como prova dessa avaliação, pode-se estabelecer que mesmo por meio de uma simples limpeza com lã ou algodão é possível remover partículas metálicas da superfície. Entretanto, para outros especialistas o polimento não remove qualquer material. A pressão aplicada sobre a peça durante o polimento, junto com a elevação da temperatura devido à fricção, levaria à fusão da camada superficial da peça. O material que compõe as arestas da rugosidade se depositaria em suas ranhuras.
Ambas as teorias são válidas. De modo geral, podemos afirmar que durante o polimento a superfície é submetida a fortes pressões e é deformada. O material das arestas da rugosidade primeiro preenche as cavidades próximas e, em seguida, flui para onde for possível. Em uma camada superficial de alguns milímetros de espessura, fortes pressões se desenvolvem localmente entre os materiais abrasivos e o metal, de modo que junto com o calor gerado pela fricção, elas levam à deformação plástica e a uma variação micro estrutural. Está demonstrado que o polimento causa o aumento da temperatura a um ponto em que, ao se examinar a estrutura cristalina com o microscópio a alguns Ängstrom (Å) de profundidade, observamos dimensões diminuídas do grão cristalino à medida que nos aproximamos da superfície polida (Figura 4).
ELEMENTOS DETERMINANTES DO POLIMENTO
O acabamento superficial obtido por meio do polimento do aço depende essencialmente dos seguintes fatores:
– Técnica de polimento;
– Características do aço;
– Tratamento térmico e;
– Áreas soldadas.
Técnica de polimento
O elemento mais importante para o polimento correto é a técnica utilizada. Primeiro, a superfície a ser polida deve ser preparada corretamente por meio de esmerilhamento ou outro processo de usinagem. Além disso, é muito importante não prolongar essa operação mais do que o necessário. Sugere-se encerrar o polimento assim que a última imperfeição for removida e o nível de acabamento superficial requerido for atingido.
Ao contrário do que se poderia pensar, o processo de polimento mecanizado não permite atingir os mesmos altos níveis de qualidade que o polimento manual. Isso ocorre porque o operador pode decidir usar uma pressão maior ou menor de acordo com a qualidade de sua execução manual, enquanto um sistema automático apenas segue a seqüência pré-estabelecida de execução.
Características do aço
A fim de obter bom resultado com uma superfície refletora sem halos, manchas, opacidades ou pontos escuros, é necessário verificar primeiramente, a limpeza e a homogeneidade do aço. Porosidade e inclusões causam problemas durante o tratamento de polimento.
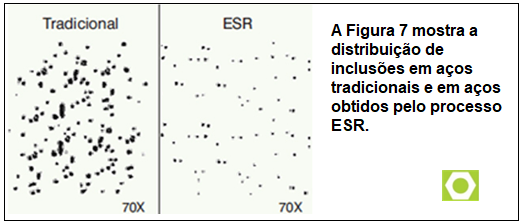
Aços produzidos com tecnologias avançadas como a desgaseificação a vácuo (VD – Vacuum Descarburation) ou a refusão elétrica da escória (ESR – Eletro Slag Remelting) podem atender com maior fidelidade às mais severas necessidades de polimento. No processo VD, a partir da desgaseificação selada a vácuo obtém-se um aço homogêneo com grau reduzido de inclusões não-metálicas.
O processo ESR permite reduzir ainda mais o teor de inclusões não metálicas em comparação com o processo VD. Sugere-se escolher um aço de padrão ESR para aplicações onde seja necessário um polimento intenso.
– Tratamento térmico:
O tratamento térmico também pode afetar o polimento do material. Se o aço for tratado por meio de um processo de cementação incorreto, com carbonetação excessiva, pequenas partículas de óxido podem se desenvolver sob a superfície, e dificilmente poderão ser removidas na fase de polimento. Descarbonetações e recarbonetações sobre a superfície durante o tratamento térmico causam variações na dureza, as quais tornam as operações de polimento difíceis.
– Áreas Soldadas:
As áreas soldadas podem causar problemas durante as fases de polimento porque produzem variações de estrutura, composição química e dureza do material. O problema pode surgir no caso de moldes polidos com disco.
A fim de obter melhores resultados, é de fundamental importância que a peça seja pré-aquecida antes da soldagem, que os eletrodos recomendados pela usina siderúrgica sejam utilizados e que um tratamento de alívio de tensões pós-soldagem seja previsto de acordo com o tipo de aço.
O POLIMENTO CORRETO:
Como já mencionado, a fase de esmerilhamento ou outro processo mecânico preliminar é muito importante. A seguir algumas sugestões operacionais para o polimento adequado de aços para moldes:
• Utilizar ferramentas de polimento limpas;
• Ao mudar para um meio abrasivo de granulação mais fina, deve ser procedida boa limpeza da peça tratada e das mãos do operador a fim de evitar partículas abrasivas indesejadas ou poeira na fase posterior;
• Quando utilizar uma granulação mais fina, é correto polir em uma direção deslocada 45° em relação à posição anterior, até que a superfície apresente somente os defeitos relativos à posição de polimento atual. A partir do momento em que todas as imperfeições do processamento anterior forem eliminadas, é recomendável manter o polimento por mais 10% do tempo despendido, antes de passar para um meio abrasivo de granulação mais fina.
Isso serve para remover a camada superficial deformada pela tensão mecânica provocada pelo processo de esmerilhamento anterior;
• A mudança na direção do polimento é importante para prevenir a formação de depressões e desnivelamentos;
• A pressão e o calor não devem ser muito altos, porque poderiam influenciar negativamente a estrutura e a dureza do material;
• Onde possível, o uso de uma quantidade mínima de líquido de resfriamento é sugerida e;
• Quando efetuar o polimento de superfícies grandes e planas do molde, evite o uso manual do disco. Assim é reduzido o risco de se causar extensas irregularidades de formato.
Meios de polimento
A pasta de diamante é o agente abrasivo mais utilizado no processo de polimento com disco. Os melhores desempenhos são obtidos por meio do uso da pasta correta e da ferramenta de polimento apropriada.
As ferramentas mais comuns são as limas abrasivas e blocos deslizantes (Figura 8) para processos manuais, e as escovas e discos para máquinas de esmerilhamento.
As ferramentas de polimento estão disponíveis com materiais de durezas diferentes como metais, madeira, fibras sintéticas e almofadas de feltro macio. A dureza das ferramentas de polimento influecia a eficiência da pasta de diamante e o nível de remoção de material.

Os custos de polimento e o desgaste e corte das ferramentas podem ser reduzidos apenas aplicando as seguintes regras específicas:
• O movimento de polimento deve ser iniciado a partir dos cantos, bordas, chanfros, ou seja, das áreas mais dificilmente alcançáveis;
• A pressão de polimento deve ser adequada à dureza da ferramenta e à granulação da pasta. No caso de granulação mais fina, a pressão deve ser simplesmente equivalente à pressão gerada pelo peso da ferramenta de polimento;
• O polimento com disco deve ser executado em uma sala sem correntes de ar e poeira. Partículas de pó de alta dureza podem facilmente contaminar e estragar uma superfície quase acabada;
• A cada mudança de pasta, as mãos do operador e a peça devem ser limpas cuidadosamente usando um solvente desengraxante para a peça e sabão para as mãos;
• Cada ferramenta deve ser usada somente para um tipo de pasta, além de ser armazenada em recipientes vedados;
• A pasta deve ser depositada sobre a ferramenta em caso de polimento manual e sobre a peça em caso de polimento mecanizado;
• É necessário ser cuidadoso e proteger na medida do possível as bordas e cantos afiados a fim de não arredondá-los. É sugerido o uso de ferramentas duras;
• A remoção intensa de material necessita de ferramentas de polimento duras e pasta de granulação grosseira;
• As ferramentas de polimento se tornam gradualmente “encharcadas” e melhoram sua eficiência;
• Em particular, a limpeza em cada fase do processo de polimento é de grande importância.
Condições da superfície antes do polimento
As superfícies usinadas por eletroerosão são mais difíceis de polir em comparação com as superfícies construídas por métodos convencionais. O processo de eletroerosão deve ser completado por uma fase final de centelhamento. Se essa fase for efetuada corretamente, não haverá problema.
Caso contrário, na superfície permanecerá uma camada endurecida, mais dura do que a matriz do material, e que terá de ser removida.
Uma superfície nitretada ou temperada é mais difícil de ser esmerilhada em comparação com o material original, mas um bom acabamento superficial pode ser obtido após o polimento. Pequenos defeitos na camada superficial nem sempre permitem obter o melhor acabamento.
Um molde revenido por chama apresenta freqüentemente áreas de dureza não-homogênea por causa do fornecimento de calor instável durante o processo. Nesse caso, para evitar a formação de depressões nas zonas menos endurecidas, será necessário usar uma pedra abrasiva com movimentos amplos.
PROBLEMAS DURANTE O POLIMENTO
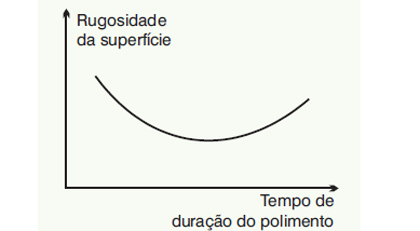
Os principais problemas que surgem durante o polimento podem ser encontrados quando se efetua um polimento excessivo, chamado de “superpolimento”. De fato, pode ocorrer que as condições da superfície piorem quanto mais longo for o polimento, como representado na Figura 9. O
“superpolimento” está ligado a dois fenômenos distintos chamados “casca de laranja” e formação de micro cavidades superficiais (pitting). O excesso de polimento ocorre na maioria das vezes com o polimento mecanizado.
• Efeito “casca de laranja”
Um dos principais defeitos que podem surgir durante o processo de polimento é o que resulta da superação do limite de escoamento em micro-áreas de uma superfície não-homogênea.
Desenvolvem-se depressões na superfície da peça em micro-áreas mais macias: esse é o fenômeno chamado comumente de “casca de laranja”, que pode ser visto na Figura 10.

As principais causas dessas falhas são:
– Pressão excessiva efetuada durante o processo de polimento;
– Carbonetação excessiva ou superaquecimento durante o tratamento térmico podem formar áreas irregulares de austenita residual, a qual é mais sensível a deformações permanentes do que outras estruturas revenidas e;
– Não-homogeneidade químico-estrutural do material inicial.
É importante salientar que a tentativa de aumentar a pressão do polimento a fim de recuperar um defeito pode levar à intensificação daquele mesmo defeito.
Um material mais duro pode suportar melhor uma alta pressão de polimento, por outro lado aços de baixa dureza são submetidos facilmente a um polimento excessivo.
Há duas alternativas para se recuperar este defeito. A primeira solução prevê a completa remoção da camada defeituosa por meio do processo de esmerilhamento. Para isso, se utiliza a segunda granulação mais fina usada antes da fase de polimento final. Em seguida, se efetua o polimento com a granulação mais fina e com o processo de polimento com disco, exercendo uma pressão menor do que a anterior.
De modo diverso, a segunda solução contempla o uso de recozimento preliminar a uma temperatura aproximadamente 25°C abaixo da usada no revenimento.
Um processo de esmerilhamento é efetuado com a granulação mais fina usada antes do polimento até se obter boa qualidade da superfície. Em seguida, o processo de polimento se inicia novamente, mas a uma pressão inferior à aplicada anteriormente. Se o resultado não for satisfatório, será necessário aumentar a dureza do aço, o que poderá ser feito de várias maneiras, geralmente por tratamento de nitretação ou nitrocementação, ou ainda efetuando novamente o tratamento térmico da ferramenta (revenimento).
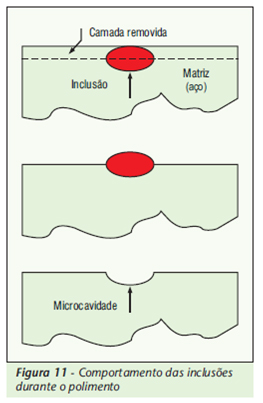
• Efeito “pitting”
As cavidades muito pequenas que podem ser observadas em uma superfície lisa durante a fase de polimento derivam comumente de inclusões não-metálicas que são removidas da superfície durante o processo de polimento.
Geralmente as partículas removidas são sulfetos ou óxidos, os quais não somente diferem em dureza e rigidez da matriz de material metálico circundante, como também se caracterizam por uma baixa/média adesão ao material metálico.
Os principais fatos relevantes que governam a formação de micro cavidades são a duração e a pressão do polimento, a pureza do aço (especialmente no que concerne a inclusões não-metálicas duras), o tipo de ferramenta de polimento usada e por fim, mas não menos importante, o meio abrasivo.
A diferença de dureza entre a matriz do material e a inclusão metálica é a causa principal do pitting.
Durante o polimento, a matriz do material é removida mais rapidamente do que as duras partículas não-metálicas. Gradualmente, o polimento atinge as partículas duras até que elas se destaquem do material. Esse processo resulta no aparecimento de depressões, como pode ser visto na Figura 11. Geralmente o problema é encontrado quando se usa uma pasta com granulação mais fina do que 10 µm e ferramentas de polimento macias (como almofadas de feltro). Uma maneira de reduzir o risco de pitting é selecionar um aço para moldes de alta pureza, que tenha sido tratado por VD e ESR durante o processamento.
Em caso de pitting, é necessário esmerilhar com exatidão a superfície com um rebolo usando a segunda granulação mais fina antes do polimento e executar o esmerilhamento final e, em seguida, o polimento.
Ao usar uma granulação de 10 µm ou mais fina, evite usar ferramentas macias. Como já foi visto para o fenômeno da “casca de laranja”, a fim de evitar o pitting é necessário polir por um tempo mais curto e com a menor pressão possível.
FASES DO PROCESSO DE POLIMENTO
A escolha da seqüência de esmerilhamento e polimento dependem da experiência do operador e do equipamento à sua disposição. Dois métodos são usados no processo de polimento.
No primeiro método, uma pasta de granulação de tamanho específico é escolhida junto com uma ferramenta dura logo de início, enquanto ferramentas mais macias são utilizadas posteriormente.
No segundo método, uma ferramenta de dureza intermediária é escolhida em combinação com uma pasta de granulação grosseira e, posteriormente, o tamanho da granulação é reduzido de modo gradual.
Sugere-se a aplicação da combinação desses dois métodos, obtendo a seqüência a seguir:
• Iniciar com uma ferramenta dura e uma pasta de granulação grosseira;
• Mudar para uma ferramenta mais macia com a mesma pasta;
• Usar uma ferramenta de dureza intermediária e uma pasta de granulação média;
• Mudar para uma ferramenta mais macia com a mesma pasta e;
• Ao final, usar uma ferramenta macia com uma pasta de granulação fina.
Na figura 12 consta um exemplo de como pode ser selecionada uma seqüência de polimento:
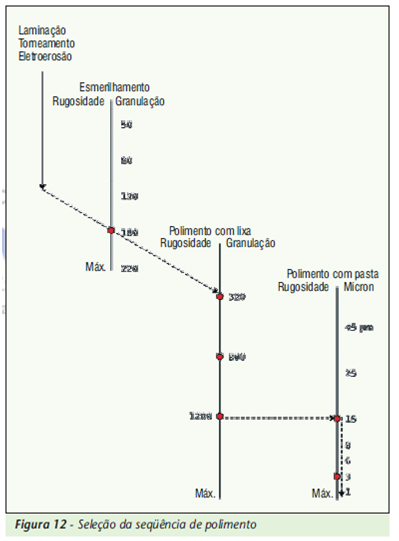
• Esmerilhar com um rebolo ou uma pedra de granulação 180 a 320;
• Polir com uma lixa ou pó de granulação 400 a 1200 e;
• Polir com pasta de diamante com granulação entre 50 e 1 µm, combinada com uma ferramenta de madeira macia ou almofadas de feltro.
AVALIAÇÃO DO POLIMENTO
O julgamento da superfície acabada geralmente é efetuado a olho nu, eventualmente comparado com imagens padrão.
Na avaliação da qualidade da superfície de um modelo, os seguintes pontos são importantes;
• Conformação geometricamente correta, sem riscos ou depressões superficiais;
• Completa ausência de crateras poros, micro cavidades e efeitos de casca de laranja.
• A fim de relacionar de uma maneira unívoca o nível de acabamento que foi atingido ao final do processo de polimento, é possível ainda utilizar métodos instrumentais, como técnicas de interferência óptica ou medidores de rugosidade.
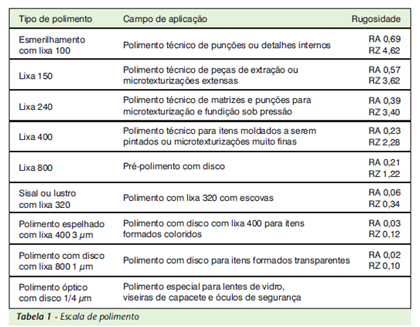
PRINCIPAIS TIPOS DE POLIMENTO
A Tabela 1 apresenta uma relação dos tipos de polimento mais utilizados na indústria com os campos de aplicação relacionados.
Dante Ribeiro – Formado em Engenharia de materiais – Habilitação em Metalurgia, pela Universidade Presbiteriana Mackenzie, São Paulo.
Empresas colaboradoras deste artigo: Lucchini Sidermeccanica e Zanola S.n.c Polimento de Moldes e Soldagem a Laser.
Publicado em 12/06/2017
Este site é apenas Informativo. Precisamos de suporte para custear Atualizações e Melhorias. Utilize o PIX 19 99231 5597 para dar apoio a nosso trabalho. Divulgaremos sua empresa como apoiadora.