
OBS: CUIDADO TEM LIVRARIA VENDENDO LIVRO COM NOSSO CONTEÚDO

Noções de moldagem de materiais termofixos por compressão, transferência e injeção.
Resumo simplificado:
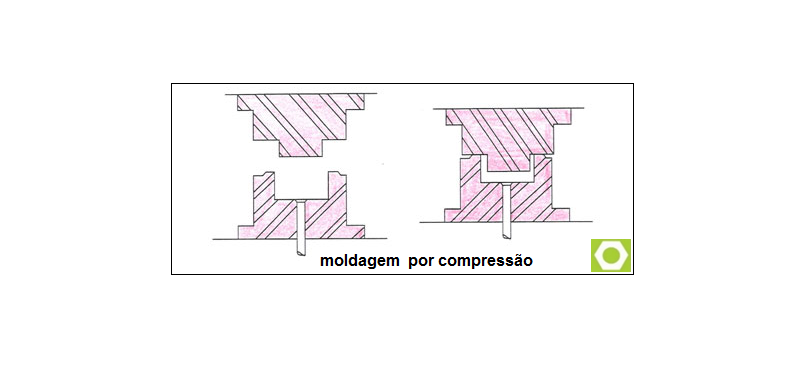
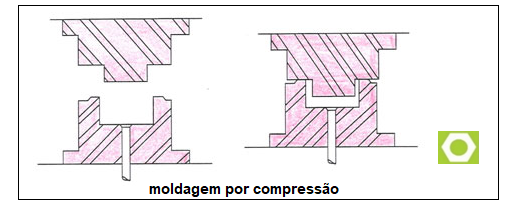
1 – Moldagem por compressão:
O processo de moldagem por compressão, consiste em colocar uma certa quantidade de pó ou pastilha correspondente ao volume do produto na cavidade do molde que é composta de duas partes aquecidas superior e inferior, macho e fêmea respectivamente. A pressão aplicada no molde durante o fechamento fará o material fluir ao longo da cavidade dando lugar a cura da resina.
O ciclo de moldagem por compressão se compõe das seguintes fases:
Carregamento do MP na cavidade do molde;
Pré- compressão;
Desgaseificação;
Compressão e fechamento completo do molde;
Policondensação ou cura do MP;
Abertura do molde;
Extração da peça moldada.
Condições de moldagem: As condições de moldagem se baseiam em três elementos: temperatura, pressão e tempo de cura.
Temperatura: cada tipo de resina possui uma determinada Temperatura, esta temperatura é obtida por meio de resistências elétricas tipo cartucho ou braçadeira. Assim as resinas fenólicas se moldam numa temperatura de 150 à 180º C, as resinas uréicas de 135 a 150º C e as melamínicas de 130 à 145 C.
Pressão : Com relação à pressão de moldagem esta tem um grande limite, mas pode-se estabelecer as seguintes pressões: resinas fenólicas com carga de pó de madeira 150 – 200 kg/cm²; resinas uréicas 400 – 800 kg/cm²; resinas melamínias 400 – 500 kg/cm².
Tempo de cura : O tempo de cura geralmente é inversamente proporcional a temperatura, mas a 165º C o tempo de cura pode ser calculado de 20 à 25 segundos por milímetro de espessura de parede.
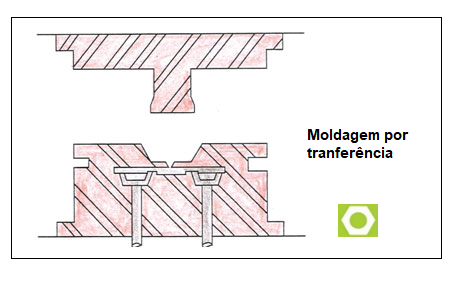
2- Moldagem por tranferência:
O processo de moldagem por transferência, consiste em colocar uma certa quantidade de material (pó, pastilha ou premix) em uma câmara de compressão (carregamento) e forças transferindo este material por meio de calor e pressão de um pistão fazendo-o fluir para as cavidades de um molde aquecido.
Este processo é comparado ao de compressão e ao de injeção, é comparado ao de compressão devio ao carregamento do material ser da mesma forma e comparado ao de injeção devido o material ser plastificado em uma câmara e quando se torna fluído é forçado a passar através de um canal transferindo o material para as cavidades do molde.
Ciclo de moldagem: Carregamento do material na câmara de carga; Fechamento completo do molde; Injeção, transferindo o material já no estado pastoso para as cavidades; Policicondensação ou cura do material plástico; Abertura do molde; Extração da peça moldada.
Condições de moldagem:
Neste sistema são considerados duas pressões: a de fechamento e a de injeção.
Quanto a força de fechamento deve ser de forma que não abra o molde no momento de injeção. A relação entre a pressão de injeção e a de fechamento deve ser de 3:1.
A temperatura é um pouco inferior a usada pelo processo de compressão, isto devido ao fato do material sofrer um aquecimento pelo atrito gerado pelas paredes dos canais de transferência. Quanto a temperatura da câmara de carregamento, é mantida 50 – 70º C abaixo da temperatura do molde de compressão. Estas temperaturas são fornecidas pelos fabricantes dos materiais.
Quanto à duração do ciclo, depende-se: do tempo de injeção; do tempo de endurecimento; das características de fluidez do material; da forma das peças; do número de cavidades.
Parâmetros que influenciam na moldagem por transferência:
Temperatura de moldagem; Pressão específica de moldagem; Tipo de material plástico; Pré-aquecimento do material a moldar; Secção e comprimentos dos canais de alimentação; Secção de entradas; Saída de ar e gases.
O processo de transferência é vantajoso quando se deseja:
Produtos quase que completamente sem rebarbas, pois o material plástico é transferido para a cavidade com o molde completamente fechado;
Produtos com boas qualidades mecânicas e elétricas, pois o material fica mais homogênio ao passar pelos canais de alimentação;
Produtos pequenos em grande quantidade;
Moldar peças com insertos frágeis;
Produtos com grande espessura, pois com este processo o tempo de cura é reduzido à 10 seg/mm de espessura;
Maior estabilidade dimensional;
Produtos com superfícies bem lisas e sem rebarbas.
Confecções dos moldes:
A confecção dos moldes de transferência segue os mesmos critérios descritos anteriormente para os moldes de compressão. Também há necessidade de se passar cera de carnaúba no início do processo.
“Pré-forma”: Tanto para a moldagem por compressão ou por transferência pode-se utilizar material pré-formado que é compactado do pó de moldagem com o volume certo da peça a ser moldada. Esta operação é feita por máquinas chamadas pastilhadeiras.
Este material pré-formado tem algumas vantagens: Facilita o manuseio; Acelera o carregamento em moldes de várias cavidades; Controla o peso da moldagem; Possibilita o carregamento em moldes com câmara insuficiente para a carga de pó; Facilita o pré-aquecimento.
Pré-aquecimento: É um tratamento feito nas pastilhas ou pó de moldagem anterior ao processo com a finalidade de diminuir o ciclo aumentando a eficiência do mesmo.
Vantagens do pré-aquecimento em relação às peças moldadas:
Uniformidade da moldagem, menor número de peças defeituosas; Cura mais homogenia, melhorias na propriedade da peça; Proporciona melhor exatidão nas dimensões; Não há tensões interina melhorando a estabilidade dimensional; Uniformidade da cor..
3 – Moldagem por injeção para termofixos:
Para melhorar a técnica empregada na moldagem dos termofixos foi desenvolvido o processo de injeção.
As máquinas de injeção para termofixos são basicamente iguais as utilizadas para termoplásticos. A diferença maior está no conjunto cilindro-rosca, com as seguintes variações.
Cilindro: O cilindro deve ser resistente a abrasão, devido ao uso de materiais abrasivos. O aquecimento do cilindro é feito através de camisas pelo qual circulam fluído (água ou óleo quente).
Rosca : a rosca para os materiais termofixos só servem para transportar o material, possuindo uma taxa de compressão de 1:1. Quando da utilização de materiais fibrosos, provenientes das cargas são utilizadas roscas descompressoras com taxa de compressão de 0,7 a 0,8:1. A relação L:D oscila entre 14 a 20 D. estas rosas não tem a extremidade pontiaguda.
Molde : Os moldes são semelhantes aos utilizados para os materiais termoplásticos, porém ao invés de possuírem sistema de refrigeração são aquecidos até a temperatura de cura do material. Estes aquecimentos são feitos através da resistência elétrica tipo braçadeiras ou através de resistência elétrica tipo cartucho.
São colocados entre as placas de fixação superior e inferior do molde, placas isolantes térmicas. Estas placas são colocadas para evitar que o calor do molde flua para as placas de máquina e seus demais componentes. Estas placas são de cimento, amianto lisa (economit).
Rápida cura : O material sai do bico numa temperatura aproximada a 120º C e ao passar através do bico aumenta de 15 a 20%, fazendo assim o material entrar no molde e ter uma rápida cura (de 15 a 30 seg).
Processamento : O processamento dos materiais termofixos pelo processo de injeção segue os mesmos princípios que para os materiais termoplásticos, em resumo o ciclo de uma máquina injetora para transformação do material termofixo é da seguinte forma:
Fechamento do molde; Avanço do cilindro; Injeção; Pressão de recalque; Tempo de cura; Extrusão; Retorno do cilindro; Abertura do molde; Extração da pela moldada.
Observações importantes :
Ao se efetuar o aquecimento do molde é aconselhável fazer com o molde fechado; com
o molde aberto poderá ocorrer engripamento entre as colunas e bucha.
Antes de se iniciar o processo passa-se cera de carnaúba para facilitar o fluxo do material nas primeiras injetadas, esta operação deverá ser repetida em todo início de processo.
Quando se for fazer paradas prolongadas na produção, a temperatura do molde deve ser abaixada para 150º C no máximo, isto para se evitar a oxidação superficial. Caso contrário a peça moldada poderá prender no molde ao ser reiniciado o ciclo normal de produção.
O tempo de cura depende da espessura do material; como regra geral usa-se aproximadamente 35 segundos.
Estes valores são apenas orientativos. O fabricante fornece valores para a regulagem da injetora e do aquecimento para cada tipo de material.
Confecções dos moldes :
Os canais de distribuição deverão ter diâmetro maior ou igual a 5-6 mm; os canais de corte deverão ter comprimento máximo de 0,5 mm.
Os moldes de injeção devem preferivelmente ser fabricados de aço ferramenta, de alta liga resistentes ao desgaste. Para trazê-los à temperatura ótima de trabalho, deve ser fornecida uma capacidade de aquecimento de 40 à 50 W/kg de peso do molde.
O uso de moldes com revestimentos de cromo assegura m bom acabamento superficial e uma retirada sem problemas do inferior do molde. Se os moldes não devem ser revestidos como cromo, estes deverão ser fabricados de aço ferramenta com um teor de cromo acima de 10%.
A superfície do molde e os canais de distribuição devem ser usinadas com a maior precisão possível, tanto para evitar qualquer bloqueio do molde devido a baixa viscosidade do material durante a injeção, como assegurar=se ótima compactação do produto.
Vantagens da injeção de termofixos :
As vantagens da injeção de termofixos tangem tanto o aspecto técnico quanto o de processo.No aspecto técnico, temos que o material é injetado no molde, em temperatura elevada, numa forma plástica e homogênea. Com isso se obtém uma cura igual e libre de bolhas, mesmo em espessura mais grossas.
As vantagens maior estão no processo, onde a redução no ciclo é de 25 a 30% e diminuição no volume de trabalho em 8 a 10%.
Publicado em 12/06/2017
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor Independente
VW CFP SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de moldes plásticos
VW CFP SENAI / Técnico mecânico – CREA 126.785