

Por: R. C. GOMES, F. A. PIUBELI, E. C. BIANCHI, O. S. ARRUDA, R. THOMÉ, P. R. AGUIAR
Nas operações de usinagem, o fluido de corte é utilizado para lubrificar e refrigerar peças e ferramentas. No entanto, devido à sua composição química, o fluido comporta-se como um verdadeiro meio de cultivo, facilmente atacado por microorganismos. Isso o torna impróprio para uso e reduzindo sua vida útil. Essa contaminação tráz ainda riscos à saúde dos operários. Estes fatores representam grandes prejuízos e mostram a importância da necessidade de controle microbiológico dos procedimentos de usinagem.
Este trabalho utilizou baixa temperatura do fluido (cerca de 10 a 15?C), comparada a temperatura média do fluido de 25?C, para conter a multiplicação de microorganismos contaminantes do fluido de corte. Considerando que baixas temperaturas são inibidoras do crescimento e multiplicação de microorganismos, buscou-se conter a contaminação e prolongar a vida útil do fluido através da redução térmica. Para isso, foi adaptado um sistema composto de uma serpentina, mergulhada em gelo, no trajeto do fluido de corte circulante. Ao passar através dessa serpentina, o fluido sofre a redução da temperatura. O crescimento microbiano foi analisado através do cultivo de amostras coletadas durante o experimento e os dados obtidos mostram estatisticamente a eficiência desse sistema de resfriamento na contenção da proliferação de microorganismos.
Nas operações de usinagem o fluido de corte é utilizado como lubrificante proporcionando menor desgaste das ferramentas e resultando em melhor acabamento superficial da peça retificada. É também importante agente de refrigeração impedindo o superaquecimento gerado pelo atrito durante os processos de retificação e ainda, ao banhar a peça, arrasta consigo partículas e fragmentos do corte promovendo limpeza nos locais de processamento (SILVA, 1997; RUNGE & DUARTE, 1990).
No entanto, alguns problemas estão associados ao uso dos fluidos de corte. Os processos de aquisição e descarte geram altos custos, mas podemos citar como principal problema a contaminação do fluido por microorganismos que provoca alterações dos componentes da emulsão tornando-a imprópria para o uso, reduzindo sua vida útil e acarretando na necessidade de descarte do fluido (MONICI, 1999).
Essa contaminação, além de tornar o fluido de corte instável, diminuindo assim seu período de uso no processo de usinagem, trás ainda riscos à saúde dos operários, ocasionando principalmente, infecções dermatológicas e respiratórias (MONICI, 1999).
As principais conseqüências do ataque bacteriano nas emulsões segundo Runge & Duarte (1990) são: Redução do pH como resultado dos produtos metabólicos, maus odores causados pelos gases produzidos por bactérias anaerobicas, instabilidade da viscosidade devido ao consumo dos emulgadores da emulsão e principalmente a corrosão das peças. Estes fatores representam grandes prejuízos e mostram a importância da necessidade de controle microbiológico dos procedimentos de usinagem.
Segundo Tortora (2000), dentre os fatores físicos necessários para o crescimento de microorganismos a temperatura tem papel fundamental contribuindo ou atuando como fator limitante para esse crescimento dependendo da situação.
Os microorganismos apresentam uma faixa de temperatura vital, ou seja, apresenta limites de variação de temperatura onde o micróbio é capaz de sobreviver. Para a maioria dos microorganismos essa faixa de temperatura coincide com a temperatura ideal para o ser humano. Dentro da faixa vital de temperatura, cada espécie bacteriana apresenta para seu crescimento uma temperatura mínima, ótima e máxima.
No entanto, devemos levar em consideração os efeitos das baixas temperaturas não somente sobre os microorganismos, mas também os possíveis efeitos do uso desse recurso sobre o processo de usinagem. Segundo Mikitenko (1979), que testou o efeito das baixas temperaturas em dez marcas de fluidos de corte diferentes, as baixas temperaturas não afetam de forma significativa as características dos fluidos de corte.
Existem evidências de que a diminuição da temperatura pode melhorar o acabamento nas operações de usinagem. Um estudo realizado por Besse (2006) mostrou que a redução da temperatura do fluido por sete graus, de 32ºC a 25ºC, resultou na diminuição de 28% no consumo de potência específico sob as temperaturas mais baixas. Do mesmo modo, a temperatura mais baixa melhorou o revestimento de superfície da peça.
Este trabalho utilizou baixa temperatura do fluido (cerca de 10 a 15?C), comparada a temperatura média do fluido de 25?C, para conter a multiplicação de microorganismos contaminantes do fluido de corte. Considerando que baixas temperaturas são inibidoras do crescimento e multiplicação de microorganismos, buscou-se conter a contaminação e prolongar a vida útil do fluido através da redução térmica. Para isso, foi adaptado um sistema composto de uma serpentina, ao passar pela serpentina mergulhada em gelo o fluido circulante sofre redução da temperatura.
Considerando os aspectos envolvidos nos sistemas de corte e usinagem industrial e, sobretudo, os problemas decorrentes do uso de fluidos de corte, discutidos anteriormente e baseado nos antecedentes bibliográficos descritos, propõe-se analisar a influência da temperatura na contaminação do fluido de corte industrial por microorganismos.
MATERIAIS E MÉTODOS
Para a construção da serpentina foram utilizados materiais apropriados para o isolamento térmico ou para permitir maior transferência de calor onde se fizesse necessário.
O reservatório do fluido de corte consiste de recipiente de forma retangular medindo 45 cm de largura por 55 cm de comprimento e 35 cm de altura. Esse reservatório apresenta três compartimentos interligados que servem para deposição de cavacos por sedimentação e ainda para proporcionar maior movimentação do líquido circulante e, assim, possibilitar a manutenção adequada das condições de homogeneização do óleo, em vista de evitar um aumento na temperatura do fluido, o reservatório foi revestido com placas de isopor.
Impulsionado pela bomba o óleo deixa o reservatório e é levado ao circuito da máquina no local de corte onde ocorre o lançamento do mesmo de encontro à peça e à ferramenta de corte para exercer suas atividades. Em seguida, por gravidade o óleo escorre para um sistema coletor que o encaminha de volta ao reservatório. Nesse local, imediatamente após passar pelo local de corte, foi adaptado o sistema de serpentina o qual, permanecendo em banho de gelo proporciona um ambiente de baixa temperatura por onde o fluido percorre a tubulação de cobre de 6,62m de comprimento e 3/4″ de diâmetro, escorrendo por gravidade com uma vazão de 25ml/s.
O cobre permite uma maior troca de calor, o que é interessante no momento para que o fluido se resfrie. O isopor é preenchido com gelo logo pela manhã no momento em que a máquina é colocada em funcionamento de modo a envolver toda a tubulação de cobre, no inicio da tarde o gelo é renovado afim de manter o sistema resfriado durante todo o período de uso. Após passar por este sistema serpentina, a tubulação, agora de borracha, contendo o fluido se abre no reservatório que está revestido com isopor. Por serem materiais que funcionam como bons isolantes térmicos, a borracha e o isopor ajudam a evitar que o fluido receba energia térmica do ambiente aumentando sua temperatura. A disposição do sistema esta ilustrada na figura 1.
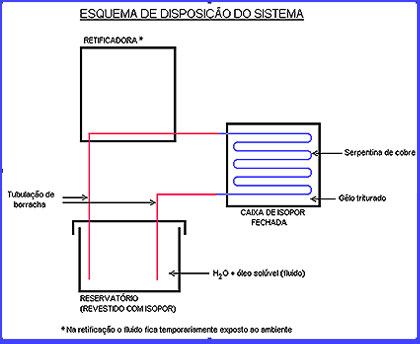
Figura 1: Materiais utilizados na construção da serpentina e disposição do sistema.
A coleta dos dados pode ser dividida em duas etapas: A primeira etapa é a coleta de dados dos experimentos do grupo controle, nessa etapa, foram realizados experimentos relacionados com o uso do fluido de corte nos processos de retificação. Durante os experimentos procurou-se reproduzir as condições de trabalho em uma indústria, no entanto algumas variáveis tiveram que ser controladas afim de obter-se dados confiáveis.
Esse grupo de experimentos nos fornece parâmetros para uma futura comparação com os dados obtidos na segunda etapa de grupo de experimentos. A segunda etapa refere-se a coleta de dados dos experimentos do grupo resfriamento, nessa etapa também foram realizados experimentos relacionados com o uso do fluido de corte nos processos de retificação. No entanto durante os experimentos e através do uso do sistema serpentina, o fluido teve sua temperatura reduzida. Esse grupo de experimentos nos fornece dados que comprovam a eficácia do uso do resfriamento como método de contenção do crescimento de microorganismos nos fluidos de corte.
Em ambas as etapas, grupo controle e grupo resfriamento, o presente trabalho teve parte de seu desenvolvimento inicial realizado no Laboratório de Usinagem por Abrasão da Faculdade de Engenharia, Unesp, Campus de Bauru, onde foi realizada a experimentação relacionada com o uso do fluido de corte nos processos de retificação. A maquina utilizada no experimento sofreu uma limpeza prévia cuidadosa, mas usando de cuidados possíveis de serem reproduzidos no ambiente industrial. Para isso foram usados água e desinfetantes domésticos à base de derivados fenólicos e formol os quais circularam pelo sistema durante 10 minutos. A partir de então o sistema estava pronto para receber o fluido de corte.
O fluido de corte empregado neste estudo foi o óleo solúvel de base vegetal, à base de ésteres sintéticos, fabricado pela Shell do Brasil. Para ser utilizado, esse foi diluído em água até a concentração de 5%. Segundo Dilger et al (2005), melhor concentração especificada para o processo.
Indústrias de grande porte mantêm o sistema em funcionamento ininterrupto, já em outras o equipamento permanece operando em períodos variados, conforme as necessidades. Em nosso experimento o sistema será mantido em funcionamento durante 8 horas diárias ao longo dos 30 dias de experimento ininterruptamente. Permanecendo assim desligado apenas durante o período noturno e colocado em funcionamento logo pela manhã. É importante ressaltar que o funcionamento do sistema coloca o fluido em movimento fazendo com que ocorra, entre outros, maior oxigenação do fluido de corte.
Para coletar as amostras, foram introduzidas pipetas esterilizadas nas regiões próximas aos pontos de entrada da emulsão e então obtivemos a alíquota necessária, por capilaridade, desde uma profundidade de aproximadamente 10 cm. Em seguida as amostras foram depositadas em tubos estéreis e, posteriormente, devidamente transportadas ao Laboratório de Imunopatologia Experimental – Microbiologia, do Departamento de Ciências Biológicas da Unesp, Campus de Bauru, onde foram realizados os estudos microbiológicos da amostra, e aferida a quantificação do crescimento microbiano. O processo de coleta das amostras foi o mesmo para os dois grupos de experimentos.
Para a análise bacteriológica, foi feito uso de três meios de cultura diferentes, sendo cada um para uma especialidade diferente, ou seja, o meio de cultura NA (Agar Nutrientes), é utilizado para a quantificação total dos microorganismos, visto que esse meio possibilita o crescimento tanto de microorganismos Gram positivos como Gram negativos. O meio de cultura Mc Conckey, é utilizado para podermos verificar o crescimento isolado de bactérias Gram negativas, já que esse é um meio diferencial para esses microorganismos, e finalmente, o meio Manitol é utilizado para a caracterização do crescimento de microorganismos Gram positivos.
No laboratório de Imunologia Experimental-Microbiologia, as amostras foram diluídas em solução salina estéril, sendo semeados 10µ da solução em cada meio anteriormente mencionado, a semeadura é feita através do uso de uma alça de platina distribuindo a solução por toda a superfície do meio. Após manter as placas incubadas por 2 dias em estufa de 38 ºC, foi realizado a contagem caracterizando o número de UFC (unidades formadoras de colônias). Para a caracterização do grupo que esses microorganismos fazem parte, foram feitas lâminas e as mesmas foram fixadas pelo calor e sequencialmente coradas pelo método de Gram para bactérias, então as lâminas foram levadas ao microscópio onde foi feita a análise das características bacterioscópicas desses microorganismos.
RESULTADOS E DISCUSSÕES
Nas células vivas assim como nos seres unicelulares, o metabolismo apresenta reações químicas que consomem ou liberam energia, dessa forma mantém um balanceamento de energia. Essas atividades metabólicas são diretamente controladas pela ação enzimática sendo que a maioria das enzimas tem uma temperatura ótima na qual seu desempenho é considerado máximo. Como foi dito anteriormente, a temperatura pode atuar como fator limitante do crescimento de microorganismos por ser um fator físico de influencia direta na ação enzimática. Alguns tipos de micróbios quando expostos à baixas temperaturas apresentam uma redução em sua taxa metabólica a ponto de comprometer a sua reprodução ou a síntese de determinadas proteínas (TORTORA, 2000).
A ação das baixas temperaturas sobre os micróbios pode variar de acordo com o microrganismo e da intensidade da aplicação. No geral a maioria dos micróbios quando expostos a temperaturas semelhantes a de um refrigerador comum (7°C) apresentam suas taxas metabólicas tão reduzida que eles se tornam incapazes de se reproduzir ou sintetizar determinadas proteínas, ou seja, as baixas temperaturas tem efeito bacteriostático, impedindo o crescimento e reprodução dos microorganismos que entram num estado de dormência, porém ainda permanecem vivos (TORTORA, 2000). Isso acontece devido a influência direta da temperatura nas atividades enzimáticas dos microorganismos.
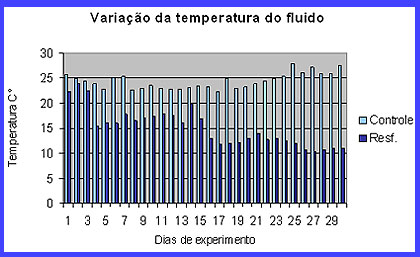
Em geral, as reações químicas têm sua velocidade aumentada com o aumento da temperatura, no entanto diante das baixas temperaturas as moléculas movem-se mais lentamente e então falta energia suficiente para causar uma reação química, ou seja, falta energia de ativação para as ações enzimáticas. As variações da temperatura nos dois grupos de experimento aparecem comparadas na figura 2.
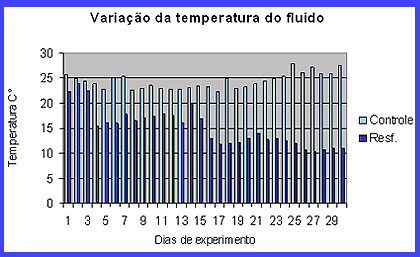
Figura 2: Comparação da variação da temperatura entre os dois grupos de experimento ao longo dos 30 dias.
O fluido apresenta condições favoráveis para o estabelecimento e crescimento de microorganismos em função da alta concentração de nutrientes encontrados na emulsão água-óleo, do seu pH em torno da neutralidade e ainda da temperatura ambiental. Sendo assim, a redução da temperatura do fluido tornou o meio inadequado para o desenvolvimento de microorganismos, principalmente aqueles que tem suas funções metabólicas otimizadas em temperaturas próximas de 37ºC. Nessa faixa de temperatura cresce a maioria dos agentes responsáveis por infecções em seres humanos. Nossos resultados mostraram uma grande redução do crescimento microbiano durante a fase experimental, como pode ser observado na figura 3. Isso está igualmente em acordo com as premissas básicas do metabolismo microbiano.
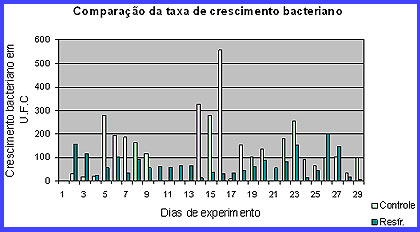
Figura 3: Comparação do crescimento bacteriano nos meios de cultura NA em Unidades Formadoras de colônias.
Considerando que algumas características químicas e físicas são fundamentais para o estabelecimento e desenvolvimento de microorganismos, e que a presença dos próprios microorganismos muitas vezes podem alterar essas características, alguns dados como o pH, temperatura e a concentração do fluido foram constantemente monitoradas e estão demostradas na Tabela 1.
Tabela 1: Monitoramento da temperatura, pH e concentração do fluido de corte, nos grupos de experimento controle e resfriamento.

Na realização da análise estatística dos resultados da pesquisa a significância foi calculada através de testes não paramétricos de Wilcoxon e os grupos controle e resfriamento foram considerados como grupos pareados. Os dados obtidos mostraram estatisticamente a eficiência desse sistema de resfriamento na contenção da proliferação de microorganismos.
CONCLUSÕES
A avaliação dos dados obtidos em ambos os grupos confirmam que a emulsão mineral utilizada como fluido de corte nos processos de retificação comporta-se como um autêntico meio de cultivo bacteriano oferecendo condições para a proliferação de microorganismos. Esses dados também nos permitem, dentro das condições experimentais, constatar a eficiência do uso do resfriamento na contenção do crescimento de microorganismos.
Diante de nossos resultados propomos o uso de um sistema, eficiente e de baixo custo, que reduz significativamente a contaminação microbiana aumentando a vida útil dos fluidos de corte. Esse sistema certamente requer aperfeiçoamentos. Alguns deles encontram-se em andamento em nosso laboratório e serão objeto de publicações futuras.