
Para a injeção de peças grandes ou de moldes com múltiplas cavidades, o sistema de canais a quente ou câmara quente deve ser utilizado, pois apresenta diversas vantagens
Podemos listar a eliminação da bucha e canais de injeção, eliminação da moagem dos canais, eliminação de operações de acabamento como corte de canais e fresamento, automatização do ciclo e o conseqüente aumento da produtividade.
Sem discutir a relação custo, um molde equipado com câmara quente dá mais possibilidades ao projeto do molde, permitindo desenhos de paredes mais finas, consequentemente peças mais econômica, sem constrangimento de fluxo de material.
Os sistemas de canal quente, também conhecidos por câmara quente são sistemas de alimentação baseados no emprego de canais controlados termicamente para o processamento de materiais termoplásticos. Sua função é manter o material no estado fundido desde o bico do canhão da injetora até o canal de entrada na cavidade do molde. Os moldes de canais quentes permitem a obtenção de peças sem extração do sistema de alimentação, contudo o custo do molde é geralmente mais elevado, devido à sua maior complexidade e maior custo dos componentes. Os tipos de câmaras quente oferecidos no mercado se diferenciam por serem internamente aquecido, externamente aquecido e por isolamento.
O tipo sistema isolado é pouco utilizado devido à pouca eficiência e controle do aquecimento. Na injeção de materiais de engenharia o tipo com o aquecimento externo e controle individual nas zonas de aquecimento é o ideal pois, como favorece um controle individual e preciso da temperatura , elimina quase que totalmente as chances de degradação do material. O tipo internamente aquecido, em virtude do controle de temperatura menos eficiente, pode causar a degradação do material devido a um tempo de residência maior deste em áreas mortas do sistema.
Detalhes importantes do material fundido dentro do sistema devem ser considerados para sistemas de canais quentes;
– A temperatura do material fundido dentro do sistema e no cilindro deve ser mantida a mesma – O bloco do sistema de canal quente deve ser isolado do molde propriamente dito de modo a evitar a perca de calor.
– O termopar deve ser localizado próximo ao canal.
– A distribuição dos canais não deve possuir obstruções para a massa fundida.
– Cantos em 90º devem ser arredondados com raio de 2 mm.
– O diâmetro mínimo requerido para o canal deve ser analisado (peças maiores exigem canais maiores).
No sistema de canal quente o bico usado deve ser curto e reto, o aquecimento pode ser feito por cinta ou cartucho. É mais recomendado para materiais de engenharia o aquecimento por cinta. No caso de cartucho, este poderá causar degradação do material devido ao contato muito próximo do material fundido com a resistência do cartucho.
O uso de cinta de aquecimento permite uma homogeneidade na distribuição do calor ao longo do bico. Bicos com comprimento maior que 150 mm devem possuir duas cintas de aquecimento com controle de temperatura independente. O diâmetro interno mínimo do bico deve ser de 2,5mm, podendo ser maior dependendo do tamanho da peça. No caso de moldes com múltiplos pontos de entrada (sistema de canal quente), cada bico deverá ter um controle de temperatura e um termopar.

Princípios da câmara quente aplicado aos moldes de injeção:
O material polimérico preenche a cavidade do molde de injeção por meio do sistema de alimentação, que é composto de canais de alimentação e utilizando canal quente ,o sistema mantém aquecido o material polimérico na mesma temperatura de injeção da máquina injetora até a cavidade que será preenchida.Quando se tem um sistema de alimentação que é totalmente aquecido (canais de injeção, distribuição e entrada), tem-se a denominação de câmara quente, conforme demonstrado na figura .
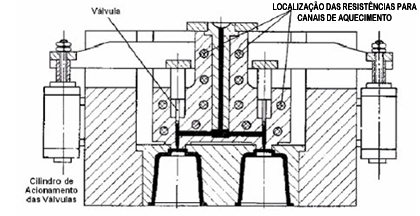 |
A câmara quente é recomendada em componentes injetados de dimensões elevadas, onde em uma injeção utilizando o canal frio, o material polimérico demoraria muito para preencher completamente a cavidade do molde. Em muitos casos como o canal frio do sistema de alimentação é muito extenso, há um risco do material polimérico solidificar antes de adquirir a forma geométrica desejada. Também é recomendado em moldes em que há múltiplas cavidades, com o objetivo de se conseguir uma elevada produção, pois com a utilização da câmara quente há a eliminação dos canais de injeção, que torna o tempo do ciclo de injeção menor. A produtividade também é beneficiada, pois há a eliminação de operações de retirada do canal frio do componente injetado.É necessário a previsão de dilatação térmica dos componentes do molde .
O sistema de câmara quente oferece inúmeras vantagens:
-Redução no consumo de material
– Eliminação da granulação de canais frios.
-Tempos de ciclo menor.
-Maior complexidade de projeto
-Menores pressões de injeção e dosagens, gerando economia de energia .
– Redução ou eliminação das operações de acabamento, como o corte do canal frio
-Maior possibilidade de automação do processo de injeção
– Permitem caminhos de fluxo médios, assegurando a flexibilidade dos pontos de injeção
– Possibilitam tempos de compactação longos
– Balanceamento do molde realizado mecanicamente e termicamente
– Vestígios de injeção controlados e em alguns casos quase imperceptíveis
Desvantagem com câmara quente:
-Refugo maior nas primeiras injeções
– Custo do molde elevado
– Necessidades de equipamento auxiliar
– Assistência técnica especializada
– Possível degradação de material (sensível termicamente)
Em resumo,a câmara quente para moldes de injeção elimina o galho das peças injetadas e com isso diminuem o tempo dos ciclos e o volume de refugos. De quebra, apresentam uma série de outras vantagens. Segundo os fornecedores do componente, apresentam retorno bastante rápido do investimento. Não há molde novo projetado para produzir lotes de peças numerosos ou com design técnico complexo em que a câmara não esteja presente. As câmaras já fazem parte também nos moldes simples .
Merece atenção o crescimento da procura de câmaras quentes dotadas com sistemas valvulados, nos quais o fluxo de preenchimento do material no molde é controlado por sistemas hidráulicos ou pneumáticos. Os sistemas valvulados são sofisticados e indicados para a fabricação de peças em moldes com mais de um ponto de injeção. Eles permitem a fluência “inteligente” do material dentro do molde e têm como finalidade evitar o surgimento de linhas de emenda, ou de pontos com menor resistência mecânica. A inexistência dos galhos economiza matéria-prima e elimina as operações de reciclagem dos refugos. Cria condições ideais de fluidez da resina durante a operação de injeção, qualquer que seja o plástico utilizado.
Além das consideráveis vantagens em termos de redução de ciclos de produção ,os lucros podem ser maiores quando se contabiliza o valor da matéria-prima economizada pela ausência de galhos e o custo de operação de reciclagem desses galhos. A utilização do sistema de câmara possibilita trabalhar em injetoras com força de fechamento menor ou, se usarmos a mesma injetora, aplicamos pressões de menor esforço para o equipamento .
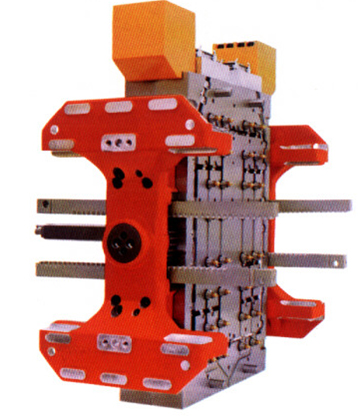
MOLDE STACK MOLD
São moldes projetados para aumentar a produtividade da máquina sem exigir força de fechamento maior, desde que sejam mantidas as áreas projetadas do molde e inicialmente foram muito utilizados para a fabricação de tampinhas de refrigerante. Também conhecido como Molde Sanduíche e considerado como Molde de2 Placas e 2 Andares o mesmo é composto de três partes identificadas como Fixa , Intermediária e Móvel .
Stack Mold
O conjunto não permite refugos no preenchimento pois ,não possui canais de enchimento. Esses são substituídos pelas câmaras quentes instaladas na placa intermediária. As colunas trabalham com sistema de esferas recirculantes para garantir abertura uniforme em ambos os lados. Nas máquinas de marca HUSKY, existe um braço para abertura e fechamento a fim de sincronizar o mecanismo .
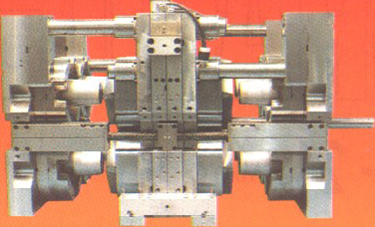
Esse tipo de molde sempre tem câmara quente para ganhar ciclo pois , comparado a um molde de 2 placas temos o dobro de cavidade para um tempo de refrigeração 2 ou 3 segundos maior .Normalmente a bucha de injeção é prolongada e tem a função de se aproximar do conjunto injetor rosca mais cilindro. Objetivo é de ganhar produtividade e indicado para máquinas de grande curso de abertura. Nas máquinas de nova tecnologia, essas consistem de placa fixa e móvel, não contendo mais a placa mancal. Os fechamentos tipo tesoura ou joelho, a placa móvel sai completamente da coluna e retorna com grande precisão.
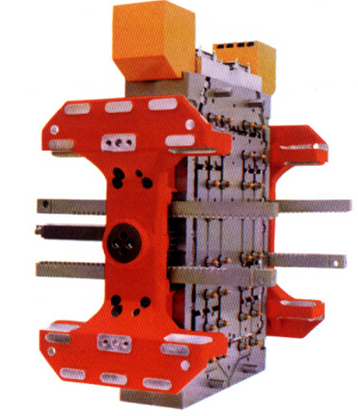
Câmara quente no stack mold .
Fonte :Sistematização do Processo de Desenvolvimento Integrado de Moldes de Injeção de Termoplásticos .- Carlos Mauricio Sacchelli (dez 2007)
Apostila Ciesp
Hamilton Nunes da Costa .