
Otimização do fluxograma do processo de fabricação de moldes de injeção de termoplásticos
Este trabalho apresenta o fluxograma do processo de fabricação de moldes de injeção de termoplásticos, desenvolvido em um ambiente de produção sob encomenda para produções não seriadas (ferramentaria), o qual tem por objetivo identificar e melhorar os processos de fabricação.
Com o aumento da concorrência através da globalização do mercado faz-se necessário o aprimoramento dos processos de fabricação para aperfeiçoar os custos e reduzir os tempos de produção, condição fundamental para a permanência no mercado.
Dentro deste contexto, busca-se definir as melhores metodologias que possibilitem desenvolver um processo para a fabricação de moldes de injeção de forma mais rápida, permitindo a visualização e acompanhamento das atividades, reaproveitamento de informações, padronização das atividades e processos. Portanto, este é um grande desafio para empresas que pretendem ter um diferencial competitivo no mercado sujeito a tantas inovações e mudanças.
METODOLOGIA :
Na busca de bibliografia referente a metodologias utilizadas no processo de fabricação de moldes de injeção depara-se com uma enorme lacuna. É grande a dificuldade de localizar artigos, livros e discussões sobre metodologias, processos e sequências de atividades, de forma otimizada, para este tipo de setor produtivo.
A partir da constatação desta dificuldade propôs-se desenvolver uma pesquisa junto às ferramentarias da região de Joinville. Por volta do ano 2000 percebeu-se que o processo de fabricação bem como o sequenciamento das atividades estava baseado essencialmente na experiência do supervisor (responsável pelo acompanhamento das atividades).
Este processo não estava formalizado e em um fluxo sequencial de operações, visto que é peculiar de cada empresa, dependendo dos recursos (máquinas, ferramentas, pessoas) disponíveis em cada planta. Isto faz com que o fluxo mude e seja adaptado aos recursos e aos gargalos existentes individualmente nas ferramentarias.
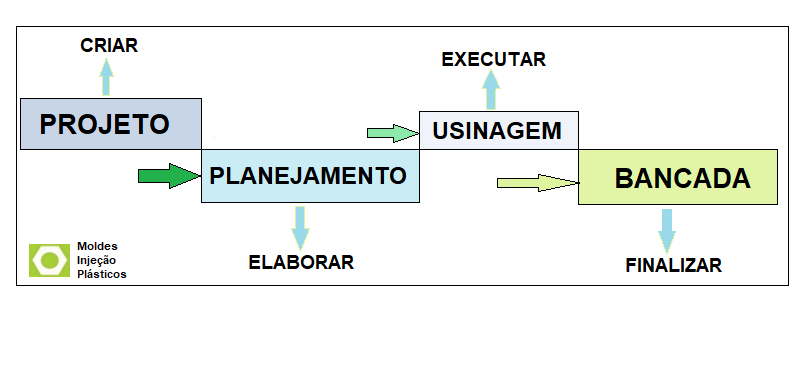
Assim surgiu a proposta de desenvolvimento de um fluxograma que retrate as grandes áreas envolvidas durante o processo bem como o sequenciamento e prioridades adotadas durante a fabricação de moldes de injeção. No fluxograma do processo de fabricação de moldes (figura 1) há divisão em quatro grandes áreas (setores), a saber: projeto, planejamento, usinagem e bancada (montagem).
Estas áreas variam de empresa para empresa, portanto devem ser verificadas as atividades desenvolvidas para adequar os setores correspondentes em cada empresa. Cada um destes setores é descrito buscando apresentar as atividades, de forma macro, distribuídas de maneira sequencial e otimizada sem entrar em grande aprofundamento no processo de cada componente.
Setor de Planejamento :
Este setor é responsável, em uma primeira fase, pela elaboração do orçamento a ser enviado para o cliente a fim de obter-se o pedido para a fabricação do molde. Portanto, desenvolve uma interface comercial com o cliente buscando os dados de entrada necessários para realizar o orçamento.

Fluxograma do processo de fabricação de moldes (figura 1)
Para a obtenção do orçamento do molde envolvem-se, quando necessário, outras pessoas (projetista, operador de eletroerosão, fresador, processista, torneiro, ferramenteiro ajustador, e outros) no processo, dependendo da metodologia adotada e dos recursos disponíveis em cada empresa.
A utilização do check-list tem como objetivo informar e agrupar as exigências do cliente quanto às características do produto, do molde e da máquina injetora. Serve principalmente para prever as operações necessárias para o projeto e fabricação, bem como documentar as informações referentes ao molde.
Na sequência preenche-se um desenho em esboço com as principais dimensões, leiaute2 das cavidades e demais informações. Caso seja um molde especial, envia-se para o setor de projetos para elaborar um esboço (estudo) do funcional do molde. Estatisticamente é comprovado que a cada 10 moldes orçados, apenas 1 é aprovado para fabricação.
Portanto o tempo dispensado na estimativa de custo deve ser minimizado, entretanto nunca desprezado.
Faz-se necessário estimar os custos do molde de forma rápida e precisa, através de uma metodologia adequada, normalmente operacionalizada por um profissional com vasta experiência e conhecimento nas áreas de projeto, materiais, usinagem, acabamento, montagem, entre outros .
Os orçamentos mal elaborados podem levar a ferramentaria à falência visto que, se o preço orçado estiver abaixo do real acarretará em prejuízo e, se o preço for excessivo, fará com que o cliente não venha a fechar o pedido, perdendo assim a possibilidade de negócio. O setor de planejamento encaminha a proposta de orçamento ao departamento comercial (ou representante) que, por sua vez, envia ao cliente e aguarda a resposta.
Em caso de resposta negativa, o processo é encerrado e arquivado. Nos casos em que o orçamento é confirmado, as atividades são distribuídas aos setores correspondentes iniciando, na componente técnica, pelo setor de projetos que dispara as primeiras atividades e na componente administrativa, pela formalização do pedido de compras e elaboração do contrato comercial.
É importante que o setor de projeto respeite as condições do orçamento (especificações que foram negociadas pelo comercial) baseando-se no esboço utilizado. A não observância das condições acordadas pode acarretar graves conflitos no futuro entre o cliente e o fornecedor.
Setor de Projetos :
As fases a seguir relatam as atividades técnicas desenvolvidas no setor de projetos conforme apresentado no fluxograma do processo de fabricação do molde deinjeção (figura 1). São desenvolvidas simultaneamente três frentes de trabalho:
1. Anteprojeto (normalmente em 2D3) e projeto definitivo em 3D4;
2. Simulação de injeção (análise de fluxo) e;
3. Modelamento do produto e geração de programas de usinagem.
1ª fase: Modelamento do produto em 3D :
Em alguns casos o cliente não possui o modelamento do produto e fornece apenas o desenho 2D, ou a digitalização das cavidades de um molde antigo onde é necessário fazer a reposição deste. Este modelamento pode ser feito em sólido ou superfície, dependendo da complexidade do produto e dos recursos disponíveis do software5.
Caso o produto apresente uma forma altamente complexa com design muito arrojado, procura-se modelar o produto em superfícies. Por outro lado, em casos em que o produto apresenta uma geometria mais regular desenvolve-se o modelamento em sólido. Cada uma das situações apresenta vantagens e desvantagens. Atualmente muitos softwares apresentam forma híbrida podendo mesclar os dois formatos.
No formato sólido inicialmente tem-se um tempo de modelamento um pouco maior em relação ao formato de superfície, mas é muito utilizado principalmente quando se desenvolve a concepção do produto. O modelamento em sólido posteriormente reverte-se em ganhos, sempre em que alterações do produto se fizerem necessárias, em função do recurso de parametrização.
Nele, apenas alteram-se medidas do desenho e o mesmo é atualizado automaticamente. Geralmente também possui rápidos recursos para definição de espessuras, geração automática de desenhos cotados e hachurados, vistas, cortes, escalas, etc.
2ª fase: Análise de CAE7 :
Há duas situações distintas:
Primeira: Efetuar uma análise de CAE para determinar a resistência estrutural da peça em função de esforços sofridos. Isto se faz antes da fabricação do molde, para que se incluam na forma final do produto o dimensionamento segundo a necessidade estrutural.
Segunda: Realizar uma análise de CAE para verificar o preenchimento, o recalque, a refrigeração e o empenamento
do produto a fim de orientar o projetista no projeto do molde de injeção. Pode-se obter diversas informações como, por exemplo:
Definição para construção do molde
— Definições dos canais de injeção (dimensionamento e balanceamento);
— Números de canais para injeção;
— Necessidade de 3 placa;
— Refrigeração;
— Temperaturas de injeção;
— Temperaturas de refrigeração;
— Empenamento;
— Saída de gases;
Dados de processo para a máquina injetora
— Força de fechamento;
— Regulagem de perfil de velocidade;
— Tempo de injeção;
— Tempo de recalque;
— Tempo de refrigeração;
— Tempo de ciclo;
Definição para dados da matéria-prima
— Teste com vários materiais;
— Comportamento da matéria-prima;
— Peso do produto;
— Tensão de cisalhamento;
— Taxa de cisalhamento;
— Linha de solda;
3ª fase: Projeto do molde segundo conclusões do CAE :
O projeto do molde é elaborado levando-se em conta as informações obtidas na análise de CAE/CAD8, onde se segue a sequência:
— Faz-se um anteprojeto para discussão com o cliente (observando-se os padrões internos de cada empresa);
— Após a aprovação do anteprojeto, envia-se a listagem de material para compras (Em muitos softwares esta listagem é obtida utomaticamente);
— Determinação dos canais de injeção;
— Localização da refrigeração;
— Número e posição dos extratores;
— Determinação da linha de fechamento. Em peças com geometrias complexas estas linhas são determinadas automaticamente no sistema CAD durante o modelamento;
— Separação do modelo CAD em cavidades, machos e postiços;
— Introdução das cavidades, machos e postiços no desenho da estrutura do molde (porta molde);
— Definição dos mecanismos e gavetas, quando necessário;
— Geração de listagem de material e dos componentes do molde;
Em muitos casos utiliza-se uma biblioteca de porta molde disponível no software. Esta biblioteca está disponível para sistemas em 3D, onde o projetista define suas dimensões principais que já estão parametrizadas. Utilizando- se estes recursos consegue-se otimizar mais de 50% no ciclo de desenvolvimento do projeto.
4ª fase: Geração dos programas para máquinas CNC9
via CAM10 :
De posse do modelo CAD 3D gera-se a trajetória de ferramentas (programas), sempre que possível, para desbaste, pré-acabamento e acabamento. Como padrão, procura-se desbastar com ferramentas de maior diâmetro possível para ganhar tempo. Posteriormente vai-se reduzindo o diâmetro das ferramentas, deixandosomente os cantos para usinar com ferramentas menores,se houver necessidade.
Em situações de difícil usinagem, por vezes é necessária a confecção de eletrodos para eletroerosão por penetração. Estes são normalmente aplicados para construção de nervuras e detalhes muito pequenos.
Após a conclusão dos programas de usinagem, é preciso fazer o pós-processamento para geração das trajetórias das ferramentas e simulação da usinagem via CAV11, normalmente em uma linguagem APT12, ou simula-se diretamente do software caso possua simulador
integrado.
O pós-processamento das trajetórias das ferramentas é dependente do comando CNC de cada máquina operatriz. Escolhe-se a linguagem necessária como, por exemplo: ISO, FANUC, HEIDENHEIN, SINUMERICH, etc.

5ª fase: Simulação da usinagem CAV :
Após o pós-processamento dos programas CNC, faz se simulação das trajetórias programadas, procurando verificar eventuais falhas. Existem funções nos softwares que possibilitam fazer uma subtração do modelo usinado virtual com o produto modelado em 3D. Dessa forma é possível visualizar um eventual sobre-metal deixado durante a usinagem, bem como o inverso, onde se verificam possíveis entradas na peça.
Quando a simulação esta concluída e aprovada, é preparado um plano de usinagem a ser encaminhadopara o setor de planejamento que envia para as máquinas de comando numérico computadorizado com todas as informações necessárias para usinagem das peças (fixação, ficha de ferramenta, etc.).
Planejamento do Processo de Fabricação :
O processo retorna ao setor de planejamento. Conforme apresentado no fluxograma do processo de fabricação do molde (figura 1), observa-se o sequenciamento do processo de usinagem em três fases.
Na primeira fase do planejamento de processo, é elaborado o sequenciamento de operações necessárias para fabricação de cada peça e seleção das máquinas e equipamentos correspondentes que serão utilizados durante o processo de usinagem. Este planejamento prevê todo o processo de fabricação, desde a compra de materiais e componentes até a chegada na bancada para montagem (figura 1).
Durante o planejamento do processo de fabricação dá-se prioridade as usinagens de cavidades, pois estescomponentes requerem um maior número de operações. Sendo assim, são peças mais demoradas e muitas vezes requerem alta precisão dimensional. Estas peças reproduzem todo o formato do produto, tanto externo (cavidades) como interno (machos).
No processo de usinagem das cavidades a fresadora realiza inúmeras outras operações como, por exemplo, canais de injeção, refrigeração e pinos retorno. Esta sequência de operações está representada no desenho da cavidade juntamente com o acompanhamento do plano de processo de usinagem.
As máquinas empregadas na fabricação destas cavidadese machos são normalmente fresadoras CNC (comando numérico computadorizado), tornos, broqueadeiras, eletro-erosão, retificadoras planas, cilíndricas e de coordenadas. A escolha da máquina é feita em função das características da peça a ser fabricada como: dimensões máximas, precisão exigida, acabamento requerido, bem como a eventual fato de existirem gargalos (ou seja, necessita-se efetuar uma operação em uma determinada máquina que está ocupada, então é preciso ficar aguardando em uma fila até que a máquina seja liberada.
Esta fila de espera quando muito grande, chama-se gargalo), fazendo necessário o uso de outra máquina para se obter maior disponibilidade e sequenciamento. Em paralelo a usinagem das cavidades, verifica- se a necessidade da fabricação de pequenos detalhese cantos vivos em regiões onde a ferramenta deixacantos com raio da ferramenta ou não consegue usinarem função das dimensões críticas de profundidade e largura.
É exigido então o uso de eletro-erosão ou método alternativo. Para que isto seja possível usinam-se eletrodos que serão utilizados após tratamento térmico.Juntamente com a fabricação das cavidades, machos e eletrodos, serão usinados alguns acessórios em tornos, como: buchas, colunas, guias, etc. Estas são peças independentes das demais, que possuem formas cilíndricas, possibilitando a programação em outras máquinas que normalmente tem maior disponibilidade de horas.
Após esta fase de usinagem de desbaste, verifica-se a necessidade de confecção de roscas, porque as peças receberão tratamento térmico aumentando sua dureza superficial, não permitindo mais a possibilidade de fazêlas posteriormente.
Após o tratamento térmico e usinagem de acabamento é feita a erosão nas peças conforme justificado anteriormente. Posteriormente as peças são enviadas para as bancadas onde serão realizadas várias operações de acabamento (ajustes, acabamento, polimento, ontagem, testes, etc.).
Na segunda fase são usinados os porta postiço (porta cavidade) superior e inferior onde serão alojados os postiços usinados na primeira fase. Enquanto estas peças estão sendo usinadas, os postiços já estão recebendo tratamento térmico e operações de eletroerosão e acabamento.
Se o tempo de entrega contratado do molde é muito reduzido, há possibilidade de compra do porta molde (estrutura do molde) pronto, objetivando reduzir otempo de utilização das máquinas. Usina-se apenas o alojamento dos postiços, canais de injeção, furos para extração e eventuais furos para refrigeração.
Na terceira fase usina-se a estrutura do molde (placa base superior e inferior, sistema de extração, colunas, etc.) possibilitando assim a montagem e fechamento do molde completo. Estes componentes são usinados por último em função de não comprometerem diretamente a continuidade do serviço na bancada.
Após estas três fases sequenciadas pela equipe do planejamento de processo, o molde é ajustado e testado em try-out13 na máquina injetora. Caso o molde seja aprovado, ele é enviado para a nitretação14, quando o processo exigir. Em caso de o molde não ser aprovado, é feito um retrabalho a fim de corrigir todos os problemas existentes. Estes problemas podem ser gerados em função do funcional do molde ou dimensional do produto injetado. Depois que o molde estiver pronto a equipe de planejamento encaminha para o faturamento final juntamente com a entrega do molde.
Setor de Usinagem :
O setor de usinagem é onde será confeccionado o molde de injeção, ou seja, sua estrutura, cavidades e acessórios. As máquinas que serão utilizadas para confeccionar o molde são basicamente fresadoras CNC, broqueadeiras, tornos, retificadoras, equipamentos de eletroerosão, furadeiras, entre outras. Tendo em vista o tempo disponível de cada máquina e o tipo de usinagem necessário para cada componente do molde, o setor de planejamento apresenta um roteiro de processo a fim de organizar e otimizar a utilização das máquinas conforme descrito anteriormente no sequenciamento das atividades.
Inicialmente são usinadas as cavidades e machos, normalmente em postiços, pois são as partes principais do molde. Caso aconteça alguma falha na usinagem que venha a danificar as cavidades/machos (postiços), não será necessário reusinar toda a estrutura novamente (placa cavidade), substituindo-se apenas o postiço danificado. Além disto, pode-se trabalhar com peças menores, facilitando a fixação e o manuseio durante o processo de usinagem e acabamento.
Finalizadas as operações de usinagem das cavidades, inicia-se a usinagem da estrutura do molde e paralelamente são fabricadas as partes menores, ou seja, componentes que formam o molde de injeção e que envolvem diversas máquinas e operações para sua construção.
Estes componentes não precisam, necessariamente, ser usinados internamente, pois muitas vezes é mais vantajoso comprá-los prontos de terceiros do que fabricá los na própria ferramentaria. Estando concluída a usinagem do molde, ele é enviado para a bancada onde recebe o acabamento necessário.
Setor de Bancada (Montagem) :
A bancada é uma das últimas etapas de confecção do molde. Nela o molde passa pelos últimos ajustes e operações de acabamento. Quando o molde está neste setor, passa por algumas operações como: furações e rosqueamentos pouco precisos, retificação de algumas peças de tornos, eletroerosão em alguns casos para melhorar acabamento interno dos postiços, polimento, montagem, que darão as dimensões e qualidade final aos componentes, a fim de possibilitar a montagem do conjunto do molde.
As furações e rosqueamentos que serão feitos quando o molde está no setor de acabamento são aquelas para fixar pequenas partes do molde, por isso não requerem tanta precisão e é necessário fazê-las antes de eventuais tratamentos térmico.
As peças de tornos que serão retificadas são aquelas que, por algum descuido, apresentam interferência ou denotam erro de localização do furo na placa na ordem de microns. Então se faz uma retificação corrigindo o erro. Os postiços, quando chegam à bancada, serão acabados com lixas finas d’água, pedras e pastas de polir especiais para dar acabamento, deixando os postiços espelhados ou não, dependendo do grau de acabamento que se quer conseguir no produto final.
A montagem é feita verificando-se todo o fechamento do molde, ou seja, ajusta-se a cavidade e o macho de tal forma que não haja espaço ou folga nas superfícies de contorno do produto a fim de evitar rebarbas na linha de fechamento. Também verifica-se as guias e buchas para estarem bem centralizadas, ajustase os canais de refrigeração para evitar vazamento, bem como os extratores, canais de alimentação, etc.
Depois que estiver ajustado leva-se o molde para a máquina injetora com o objetivo de realizar o try-out. Durante o try-out observa-se os possíveis vazamentos no sistema de refrigeração, nos canais de injeção e eventuais rebarbas que possam existir no produto, fazendo se uma avaliação completa no funcional do molde e, posteriormente, realiza-se controle dimensional no produto e teste funcional com a peça injetada. No caso de estas avaliações estarem de acordo com o desejado, as cavidades são nitretadas para aumentar a resistência superficial possibilitando uma vida útil maior ao molde.
PADRONIZAÇÃO DAS ATIVIDADES E DOS COMPONENTES DO MOLDE :
Sabe-se que os moldes tem grandes variações de forma e conceito, em função do produto a ser moldado. Mas os processos de fabricação de muitos componentes são idênticos, mudando apenas as dimensões. Isto possibilita a criação de procedimentos padrões uniformizando as informações e visando maior rapidez em todo o processo de fabricação.
Isto é perfeitamente possível, desde que haja uma padronização lógica, começando na área de projeto com o desenho do molde. Se os componentes tiverem o mesmo nome e as mesmas indicações para todos os moldes, será possível fazer com que as informações sejam perfeitamente reaproveitáveis durante todo o processo de fabricação, como por exemplo:
— Check-list das especificações da peça, do molde e da máquina injetora;
— Nomenclatura dos componentes, dos materiais e dos tratamentos térmicos e superficiais;
— Padronização do planejamento e controle de processo PCP15.
CONCLUSÃO:
A partir da elaboração do fluxograma do processo de fabricação de moldes (figura 1) pode-se verificar a distribuição das tarefas do setor de projetos, planejamento, usinagem e bancada. Este fluxograma também facilita a visualização das atividades de programação realizadas pelo setor de planejamento no sentido de assegurar e priorizar as
sequências das atividades planejadas.
Outro fator relevante foi a padronização efetuada para os componentes, a nomenclatura, os materiais e o tratamento térmico. Como esta padronização reflete-se diretamente nas atividades de planejamento e controle de processo, há ganho de tempo com a agilidade e com o reaproveitamento das informações, possibilitando assim otimizar o processo de programação, bem como uma
reutilização de muitos desenhos no setor de projetos.
Através do mapeamento e elaboração do fluxograma do processo de fabricação dos moldes de injeção tem-se a visualização do desdobramento das atividades durante todo o ciclo de fabricação, permitindo a rastreabilidade do processo, possibilitando a implantação de um sistema de qualidade ISO16 9001:2000, bem como favorecendo a determinação da porcentagem de atividades desenvolvidas, o que resulta na transparência de visão da ocupação fabril e permite avaliar a aceitação de novos pedidos em função da disponibilidade ou não de recursos produtivos.
REFERÊNCIAS :
Dihlmann, Christian; A indústria nacional de moldes frente à concorrência do mercado globalizado. Workshop International,
Florianópolis, 1998.
Matta, Pedro da; Engenharia na fabricação de moldes. Palestra.
Sociesc. Joinville, 1998.
Moor, Dirk de; Computer assisted cost estimation of plastic injection th moulds. Proceedings of 8 International Conference Tool Die & Mould Industry, Barcelona, Espanha, 1995.
Neto, Henrique Paulo; The mould workshop of the future. Proceth
edings of 8 International Conference Tool Die & Mould Industry, Barcelona, Espanha, 1995.
Minati, Patric; Computer assisted cost estimation: an artificial th intelligence prospective. Proceedings of 8 International Conference Tool Die & Mould Industry. Barcelona. Espanha.1995
Autores :
Gilberto Paulo Zluhan – Graduação em Engenharia Mecânica pela Universidade do Estado de Santa Catarina – UDESC (1990), mestrado em Engenharia de Produção pela Universidade Federal de Santa Catarina – UFSC (1998) e MBA em Gestão de Empresa pela Fundação Getúlio Vargas – FGV (2010). Atualmente é Diretor da Unidade de Serviços de Engenharia e Inovação Tecnológica da Sociedade Educacional de Santa Catarina – SOCIESC. É ainda Coordenador e Professor de Pós-graduação e Coordenador de Projetos de Pesquisa (FINEP e SEBRAE). Tem experiência nas áreas de CAE/CAD/CAM, PCP, processos de fabricação de moldes de injeção, prototipagem rápida, desenvolvimento de produtos e custos industriais. Membro do Núcleo de Usinagem e Ferramentaria da Associação Empresarial de Joinville – ACIJ e da Associação Brasileira da Indústria de Ferramentais – ABINFER. Atuou como Diretor da Escola Técnica Tupy, Diretor da SOCIESC Unidade de Curitiba e Diretor da Kronos Engenharia.
Ernesto Berkenbrock – Mestrando em Engenharia Mecânica pela SOCIESC, com linha de pesquisa em usinagem de metais. Especialista em Engenharia de Produção pela SOCIESC, Licenciatura em Matemática, Processo de Fabricação e Informática pela UDESC, Metodologia do Ensino Superior pela SOCIESC, com graduação em Tecnólogo Mecânico – Manufatura pela SOCIESC. Atualmente é Professor da SOCIESC. Tem experiência na área de Engenharia de Produção e/ou Engenharia Mecânica, com ênfase em Planejamento, Projeto e Controle de Sistemas de Produção, Custos Industriais e melhorias de processos industriais, PCP, Processos de Usinagem. Membro do Núcleo de Usinagem e Ferramentaria da ACIJ.
José Carlos da Silva Júnior – Graduação em Engenharia de Produção Mecânica pelo Instituto Superior Tupy – IST e pós-graduação em Gerenciamento de Projetos pela Fundação Getúlio Vargas – FGV. Experiências na área de manufatura de moldes de injeção com auxílio de softwares CAM, engenharia reversa e integração de sistemas CAD/CAM/CAI/CAPP. Atualmente trabalha na área de pesquisa, desenvolvimento e inovação na área de ferramentaria da SOCIESC.
Marcelo Bittencourt – Graduado em Tecnologia Mecânica – Fabricação pela SOCIESC e Pós-Graduado em Gerenciamento de Projetos pela FGV/MBA/SOCIESC. Atuou como Professor de graduação lecionando as disciplinas de Desenho Técnico I, Metrologia I, Processo de Fabricação I e II. Atualmente atua como Supervisor Comercial e projetos de moldes na SOCIESC Serviços de Engenharia – SSE, no desenvolvimento de clientes, inovações e novas tecnologias na ferramentaria – SOCIESC. Tem experiência em ferramentaria em moldes desde 1993.
Fonte : Revista Ferramental