


Este site é apenas um Informativo. Precisamos de suporte para custear Atualizações e Melhorias. Faça cadastro no Guia de empresas ou utilize banners. De apoio a nosso trabalho e divulgaremos sua empresa como apoiadora. Sem compromisso peça o mídia kit para patrocinador exclusivo.
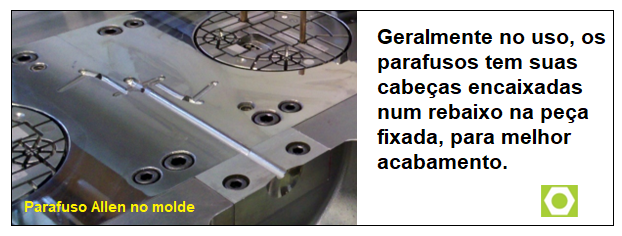
Parafuso Allen no molde de injeção.
Tão importante quanto qualquer outro componente do molde, os elementos de fixação dão a rigidez e resistência necessária aos conjuntos montados. No molde especificamente, destacamos o uso dos parafusos allen, pois é ideal para uniões que exigem bom aperto ou ainda para casos de locais onde o manuseio de ferramentas é difícil, devido ao pouco espaço.
Em ferramentaria destacamos o uso do tipo com Cabeça Cilíndrica (DIN 912), e recartilhada.
Com o formato da chave e a generosa medida do rebaixo, o poder de torque é ampliado e sendo o aperto manual a chave não escapa com facilidade, permitindo que o parafuso seja apertado com mais intensidade do que outros tipos, garantindo mais segurança durante a aplicação. O formato de rebaixo no sextavado interno garante mais segurança durante a aplicação.
Os parafusos Allen são fabricados com aço de alta resistência a tração, na maioria em aço liga e aço inox e tratados termicamente para aumentar sua resistência a torção, tendo sua principal aplicação na indústria, seja em máquinas, equipamentos ou ferramentas de usinagem. Costuma ter classe de resistência de 12.9, podendo ser encontrado tanto com rosca por polegada quanto com rosca métrica.
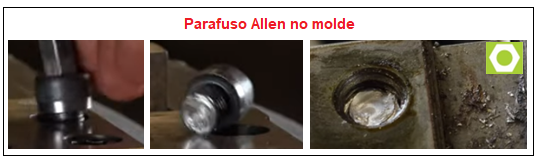
Para o aperto, utiliza-se uma chave especial denominada de chave Allen. Geralmente no uso, os parafusos tem suas cabeças encaixadas em rebaixo na peça fixada, para melhor acabamento (veja na imagem). Também é aplicado quando existe a necessidade de redução de espaço entre pecas com movimento relativo.
Jogo de Chave Allen
TIPOS COMUNS DE PARAFUSO ALLEN.
PARAFUSO ALLEN COM CABEÇA CILÍNDRICA (DIN 912)
Devido à cabeça de maior medida, a fenda interna garante boa fixação e o aperto é extremamente eficaz. É utilizado em aplicações com elevadas forças de trabalho, que exigem alta resistência da peça, como: montagem de máquinas e equipamentos, ou nas áreas de manutenção e ferramentaria na fixação de ferramentas de usinagem.

PARAFUSO ALLEN COM CABEÇA ABAULADA (DIN 7380)
Desenvolvido para ser utilizado em materiais com espessura muito fina, o que impossibilita o uso de parafusos escareados. Entre eles: montagem de máquinas, equipamentos e manutenções.
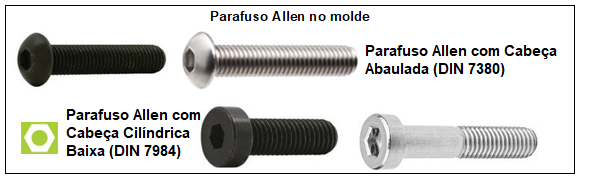
PARAFUSO ALLEN COM CABEÇA CILÍNDRICA BAIXA (DIN 7984)
Semelhante ao modelo DIN 912, porém sua cabeça possui menor altura. É indicado para aplicações em locais com pouco espaço para fazer o manuseio, como: maquinários industriais, veículos, móveis e estruturas metálicas.
PARAFUSO ALLEN COM CABEÇA CHATA (DIN 7991)
Conhecido também como parafuso Escareado, possui cabeça com a parte superior lisa e a parte inferior em formato de cone. Isso permite que a cabeça do parafuso fique embutida na peça de fixação, tornando-o quase imperceptível e mantendo a superfície nivelada. É bastante utilizado em travas de gaveta.

PARAFUSO ALLEN DE CORPO RETIFICADO (ISO 7379)
Também chamado de “parafusos de ajuste”, os itens com corpo retificado atuam para manter molas e elementos alinhados. Bastante utilizado em construção mecânica e moldes de injeção.
O parafuso Allen também pode ser encontrado em variações sem cabeça. Os modelos são fabricados com diferentes tipos de pontas, de acordo com sua aplicação.
PARAFUSO ALLEN SEM CABEÇA PONTA CÔNCAVA
PARAFUSO ALLEN SEM CABEÇA PONTA HALFDOG
PARAFUSO ALLEN SEM CABEÇA PONTA CÔNICA
BUJÃO DE PRESSÃO
Com haste pequena e sem cabeça, o bujão de pressão é utilizado para garantir vedação hidráulica, funcionando como um “tampão”. Disponível de acordo com as normas DIN 906, DIN 908 e DIN 910.

PREVENÇÃO DE PARAFUSOS DANIFICADOS.
Para prevenir parafusos danificados se faz importante a verificação adequada durante a manutenção da ferramenta. Deve se observar que dependendo da aplicação a lubrificação é mais do que necessário, principalmente pensando na desmontagem futura.
Quando se trata de evitar riscos e garantir uma desmontagem posterior sem destruições, não se deve lubrificar com óleos e graxas, mas sim, com lubrificantes especiais para parafusos.
Levando-se em consideração a grande quantidade de matérias-primas com as quais os parafusos e porcas são fabricados, é claramente visível que não existe um lubrificante “allround” para todas as conexões com parafusos. Os parafusos e as porcas são normalmente fornecidos lubrificados com óleo. Isso fornece uma proteção temporária contra a corrosão e um coeficiente de atrito favorável. Normalmente é suficiente para conexões de parafusos com exigências não muito altas e temperatura de trabalho até 80ºC. Entretanto, não para aquelas conexões sujeitas a altas pré-tensões, altas temperaturas ou influências corrosivas.
Algo comum em algumas ferramentarias é a utilização de graxa grafitada para ferramentas que trabalharão em alta temperatura, mas não é apropriada para todo tipo de junção. As modernas pastas de parafusos MOLYKOTE são estáveis em altas temperaturas, com eliminação da corrosão de rachaduras de tensão e quebra ou trincas de solda, porém tem que ser escolhida de acordo com aplicação.
É comum também a utilização de graxa grafitada na manutenção e montagem de sistemas de câmara quente.
A graxa cobreada ou pasta cobreada é um produto antiengripante com composição pastosa e o cobre presente em sua composição traz resistência a altas temperaturas que pode chegar aos 1.100º Celsius.
Uma das vantagens da graxa cobreada é que o produto evita ferrugem e corrosão nos contatos, pois ela afasta a presença de ar e também de umidade. Uma de suas funções principais é evitar a “colagem” entre duas superfícies metálicas.
PARAFUSOS TRAVADOS, QUEBRADOS OU ENFERRUJADOS.
Parafuso enferrujado, cabeça de parafuso arredondada ou quebrada são problemas ou situações comuns na área metalúrgica. Não é agradável e gera transtornos, como a perca de tempo.
Quando acontecer, dependendo da situação encontrada devemos buscar o recurso menos estressante para a retirada sem estragar outros componentes. Utilizar excesso de força ou energia pode danificar ainda mais e piorar o que já está ruim.
Existem várias alternativas para a retirada de parafusos sem danificar a peça e a maneira mais apropriada está relacionada com o tipo de parafuso e a razão pela qual ele está preso. É sempre um desafio, mas pode ser solto com a ferramenta apropriada. Importante analisar o tipo de “problema de parafuso” e definir sobre o método mais vantajoso.
Para a retirada de parafuso Allen emperrado, uma recomendação importante é utilizar produtos desengripantes para lubrificar a peça e possibilitar o giro. Outra dica é esquentar o parafuso para dilatá-lo e, assim, facilitar a retirada, mas de forma cautelosa, pois o calor em excesso pode danificar a qualidade da peça.
O desengripante spray é um lubrificante que desengripa, lubrifica e diminui o atrito e o desgaste entre diferentes tipos de peças metálicas. Ele também repele a umidade e remove a oxidação das superfícies, protegendo contra a corrosão, que prejudica a durabilidade e eficiência das peças.
Não é novidade que alguns moldes recebem centenas de parafusos e durante a fabricação é importante fazer as furações como projetado para que o parafuso de realmente aperto ao conjunto, e sempre que viável com furo passante, pois facilita inclusive para a execução das roscas. Antes de qualquer tratamento térmico, principalmente da têmpera, deve ser feita uma limpeza especial em furos com rosca para não permitir aderência dos cavacos ou fuligens à rosca.
Na ferramentaria de manutenção em molde, tivemos várias situações que colocavam em prova nossa “capacidade” com parafusos quebrados ou travados que as vezes nos tiravam do sério pelo tempo que desperdiçamos na ação. A maioria dos casos em ferramentas que ficavam em produção por muito tempo e provavelmente causados pela fadiga térmica.
Se a parte presa do parafuso quebrado estiver no mesmo plano ou sobressalente, dependendo do acesso, colocamos desengripante e improvisamos uma cunha tipo talhadeira para dar pequenas marteladas e tentar fazer que ele gire. Em alguns casos até aquecemos para facilitar.
Quando se mostra sem resultado e a dimensão permite soldamos um outro parafuso ou pino em 90º e retiramos utilizando um tubo como extensão. Em casos ainda que se quebra abaixo da face, utilizamos de solda com eletrodo para criar um prolongamento e tentar soltar com um alicate de pressão ou também soldar um pino ou parafuso a 90º, ou ainda uma placa trabalhada como mostra o vídeo a seguir. Há na internet vídeos explicando alternativas interessantes.
Retirada do parafuso utilizando solda.

Retirada do parafuso criando prolongamento soldado.

Quando se quebra a cabeça do parafuso e se tem a condição de furar facilita em muito a retirada de parafusos com extrator de rosca esquerdo. Claro que dificilmente se quebra um parafuso à toa, tem que ter sido exigido ou até em condições de ferrugem e o vídeo dá uma boa mostra.
Utilizando extrator de parafuso:
Um breve tutorial sobre como remover com segurança um parafuso quebrado. A quebra de parafusos pode ser uma falha cara, mas pode ser corrigida em quatro etapas simples e seguras sem danificar a rosca.
Retirada do parafuso utilizando extrator de rosca esquerda

Removendo parafuso quebrado em 4 etapas.
FADIGA DO PARAFUSO: SUBSTITUIÇÃO DE ROTINA.

Na manutenção além de verificar as condições de parafusos em conjuntos que sofrem vibrações é sempre bom realizar inspeções periódicas com uma chave de torque para verificar se houve afrouxamento.
Qualquer aplicação que produza uma tensão ou deformação pode causar uma falha por fadiga se não for projetada adequadamente. Iniciadores potenciais de fadiga incluem vibração, expansão e contração térmica entre outros.
As falhas por fadiga geralmente têm perfis planos e muito pouca deformação plástica. A falha aparenta como se fosse um “corte”, pois uma falha por cisalhamento é geralmente vista como uma fratura plana. Cisalhamento e fadiga, no entanto, são modos de falha muito diferentes e têm causas e soluções bastante diferentes.
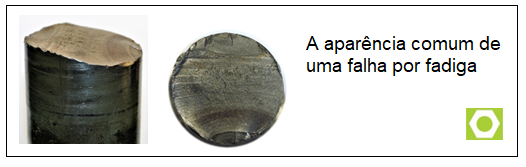
Semelhante ao excesso de tensão, a fadiga do parafuso pode levar à falha por cisalhamento dos parafusos. Quando as forças internas e externas excedem, os parafusos se tornam mais propensos a falhas. Por isso é determinante a escolha do elemento com a resistência correta e de boa qualidade.

Havia uma porcentagem significativa de área da seção transversal remanescente quando ocorreu a fratura rápida, indicando que a peça tinha uma carga de fixação significativa quando a peça finalmente fraturou.
BOM SENSO, ATOS E CONDIÇÕES DE SEGURANÇA.
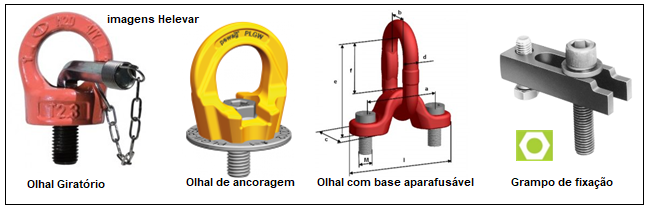
Nosso tema é parafuso Allen, mas temos que dar o alerta sobre o uso de parafuso em substituição a carreteis ou olhais. É uma atitude insegura que cria uma situação de loteria que pode dar certo ou não, e se tratando de segurança é melhor nunca arriscar.
Em muitas situações “todo cuidado é pouco”, porque na ideia de se facilitar o trabalho, acabam-se fabricando meios auxiliares alternativos para o manuseio do ferramental, sendo que os mesmos não são submetidos aos testes de resistência conforme as normas exigidas para este tipo de situação. Esses meios alternativos podem se tornar armadilhas que se rompendo causam transtornos.
Quando se observa o fator segurança no ambiente de trabalho e o mesmo se torna uma prática e assunto frequente, a nossa mente está sempre em alerta e mantém uma fiscalização constante ao ambiente, principalmente de trabalho e às atitudes executadas nas tarefas do trabalho em seu cotidiano. É importante que se dê prioridade ao tema de maneira planejada e sempre assistida por quem conhece para” tirar dúvidas ou mesmo buscar as respostas corretas”.
“Condição insegura”

Olhais para manuseio que utilizam parafusos seguindo normas de segurança.
ACABAMENTO UTILIZADOS EM PARAFUSOS
O parafuso Allen geralmente é submetido a um tratamento térmico após sua conformação para retirar o fosfato e garantir maior durabilidade e resistência.
Oleado: como o próprio nome já indica, o produto recebe uma camada de óleo residual que garante leve resistência à corrosão;
Oxidado: a oxidação negra consiste na imersão da peça em um produto que modifica a superfície do parafuso e cria uma camada preta que garante maior proteção contra a corrosão.
Passivado: acabamento superficial que tem a finalidade de homogeneizar a camada passiva, criada de forma espontânea da combinação do cromo, presente na estrutura do aço inoxidável, com o oxigênio da atmosfera.
PRINCIPAIS REVESTIMENTOS EM PARAFUSOS
Galvanização a fogo: processo de revestimento de metais por outros menos nobres com o objetivo de aumentar a resistência ou valorizar a estética.
Organometálico: seu nome comercial é geomet e consiste na aplicação de uma mistura de zinco e alumínio conectados por uma matriz inorgânica.
Cromagem: um tipo de galvanização que utiliza uma camada de cromo para encobrir os parafusos. O cromo é um material bastante duro, resistente ao calor e extremamente aderente quando depositado sobre o aço.
Níquel: o níquel é depositado eletroliticamente. Ele já é um material bastante resistente contra a ação química de ácidos, bases e da água, apesar de também se comportar bem em temperaturas de até 100 ºC. O ponto negativo é que ele pode sofrer danos se entrar em contato com os ácidos clorídrico, nítrico e amoníaco.
Cobre: a galvanização com cobre é outra ótima opção para proteger e preservar os metais dos fixadores. Um processo bastante usado em produtos que precisam ser resistentes contra corrosão, condutividade termoelétrica e para ajudar a evitar o engripamento de parafusos quando estiver em contato com outros materiais.
Estanho: o estanho resiste a corrosão mesmo quando é exposto à água do mar ou à água potável, mas pode ser danificado por ácidos fortes, bases e sais ácidos. Ele pode ser aplicado em fixadores por meio de banhos metalizadores, por projeção ou deposição eletrolítica deixando também com boa aparência.
Aço inoxidável: por ser mais resistente contra corrosão e manter suas propriedades mesmo em altas ou baixas temperaturas, o aço inoxidável acaba sendo mais caro que outros revestimentos, como o de zinco.
“Quebra de parafuso: Com esse tipo de problema e a cada um que se resolve, as vezes o profissional vai guardando pequenas ferramentas milagrosas e um dia descobre que não tem espaço para mais nada!”
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor Independente
VW CFP SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de moldes plásticos
VW CFP SENAI / Técnico mecânico – CREA 126.785
Fonte:
https://www.lumobras.com.br/lubrificantes-especiais/lubrificantes-especiais-para-parafusos/
https://blog.ciser.com.br/tudo-sobre-fixadores/parafuso-allen-tudo-o-que-voce-queria-e-precisa-saber/