OBS: CUIDADO TEM LIVRARIA VENDENDO LIVRO COM NOSSO CONTEÚDO
Polimento em molde de injeção plástica
Dependendo do tipo de aplicação certos produtos exigem ou requerem acabamentos ou texturas especiais que para serem conseguidos envolvem técnicas também especiais que envolvem desde o processo elétrico, processos químicos e manual para os diversos tipos de superfícies sendo que a técnica manual exige a prática principalmente no caso de superfícies planas espelhadas. Em muitos casos, as peças e objetos de plásticos necessitam ter um aspecto visual final agradável, brilhante e para que a peça atinja este objetivo faz se necessário o perfeito polimento das cavidades com a importante operação que é o polimento. Os tipos de acabamento em detalhes de alguns produtos já denunciam a utilidade ou função do mesmo.
A polibilidade é um propriedade garantida pela combinação de elementos adicionados nos aços, como o cromo e o níquel em porcentagens adequadas e por processos de fabricação como ESR ( Eletro Slag Refining) que é a refusão com refino (purificação) do aço, o que lhe garante uma uniformidade estrutural em todas as direções (isotropia). Essa uniformidade possibilita um acabamento como o espelhamento de uma superfície, que após a injeção permite ao plástico um brilho e transparência que garanta o visual ao produto final. Moldes perfeitamente polidos são necessários para muitas aplicações como injeção de faróis, óculos e cd. O polimento espelhado permite a transparência fundamental para a iluminação e brilho exigida para lentes de faróis em PC e lanternas automotivas, assim como nas molduras do farol que serão metalizadas e nos refletores ópticos que necessitam de um altíssimo grau de polimento e uma técnica específica para que não haja deformação na fotometria. Após o polimento espelhado as matrizes podem ser revestidas com tratamento de superfícies tipo PVD ou CVD que protegem a superfície da matriz e prolonga a sua vida útil. Outros produtos como copo de liquidificador e gavetas de geladeira com sua transparência, garantem uma segurança de limpeza e higiene e isso ocorre com uma infinidade de outros produtos, bastando verificarmos ao nosso redor. O polimento sempre foi e será um fator cada vez mais importante no processo de fabricação de um molde. Além do aspecto final da peça ele ainda pode colaborar na diminuição da corrosão (nos casos de peças de pvc por exemplo), facilitar a extração de peças principalmente nos casos com pouco ângulo de saída e reduzir o risco de quebra das mesmas, etc.
Em geral, o polimento é avaliado a olho nu, o que significa dizer que a superfície examinada dever estar totalmente livre de riscos, porosidades e abrasivos utilizados durante a execução. No caso de polimentos espelhados, a avaliação final do resultado da superfície pode também ser feita através da utilização de instrumentos ópticos. Muitas vezes um polimento, visto através destes instrumentos, mostrará riscos que, entretanto, poderão ser aceitáveis a olho nu e, consequentemente, não aparecerão na peça pronta. Na verdade, uma análise final da qualidade do polimento dependera muito da experiência do polidor.
Polimento de molde: serviço artesanal
O polimento, no processo de fabricação do molde é o serviço mais artesanal. Não existem de fato, ferramentas apropriadas para esta operação. Na maioria dos casos as ferramentas utilizadas para polir são ferramentas confeccionadas pelos próprios profissionais. São empregados também materiais que vão desde os metais não ferrosos até as fibras sintéticas, chegando-se ao feltro e algodão .

-Interferências ao polimento
O grau de polimento depende ou sofre interferência de alguns aspectos importantes. Em primeiro a técnica do polimento, ou seja, o roteiro que o polidor vai seguir e os meios para realizar o serviço (seja manual ou máquina). A técnica do polimento é fator importante e uma vez usada a técnica conveniente praticamente em todos os casos será possível atingir-se resultados aceitáveis. É de grande importância o conhecimento do tipo de aço em que se vai trabalhar o polimento pois, características próprias do aço exigem técnicas (ou processo de roteiro) diferentes, mesmo que o aço seja de ótima qualidade. Outro aspecto que interfere para o bom polimento é o tratamento térmico aplicado ao aço.
A uniformidade do grão do aço é importante haja visto que existem aços que não foram bem fabricados e consequentemente durante o polimento serão encontrados pontos que diferem de dureza entre si. Nestes casos o abrasivo vai retirar mais material em certos pontos que outros. O fator polibilidade mede a facilidade de realização do polimento em um aço para moldes e é afetada por diversos fatores metalúrgicos. A superfície do molde é fundamental para o acabamento da peça produzida e seu grau de polimento depende da aplicação.
A polibilidade é garantida pela combinação de elementos adicionados nos aços, como o cromo e o níquel, em porcentagens adequadas. Óxidos e sulfetos se inclusos, como não metálicos podem diminuir a polibilidade dependendo do tamanho e de como estão distribuídas.
Aços que permitem ótimo polimento são aqueles fabricados pelo processo de desgaseificação à vácuo. Outro tipo de aço ainda indicado é aquele refinado pelo processo de decantação que, antes de sua fase final, também passa pelo processo de desgaseificação.
O polimento manual ainda é o método mais usado para alcançar o acabamento superficial requerido. As combinações do polimento manual com o polimento automático tem sido muito utilizadas.
Segundo pesquisas, o custo do material utilizado para polir um molde não excede a 20% do preço. Grande parte do custo pertence à mão de obra. Portanto, deve ser usado sempre material de qualidade na execução.
Quanto ao polimento automático, a preferência é o método de usinagem elétrico, principalmente por descargas elétricas (EDM), seguidas pelo método de usinagem mecânico como polimento com fluxo abrasivo (Extrude Hone), polimento assistido com robô e polimento assistido por máquina de fresamento.
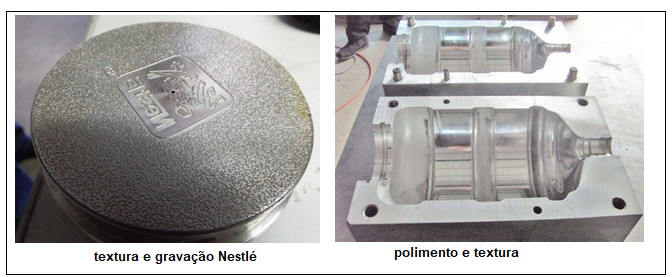
Imagens da RJF Texturas e Gravações Químicas
Dureza do aço influência no tempo de polimento.
A variação de dureza tem influência direta no polimento e por isso, acaba tornando-se óbvio aços com diferentes durezas requererem diferentes tipos de polimento. Os aços já tratados e consequentemente com dureza bastante alta, vão requerer um tempo de polimento maior o que implicará também em resultado final melhor. Concluímos que para se conseguir o melhor polimento é preferível trabalhar com aços de superfície endurecida.
Em operações usuais, o pré-acabamento com pontas montadas em maquinas manuais deverá ser feito antes do tratamento térmico tomando-se contudo o cuidado de manter um certo sobre-metal para permitir o ajuste final da cavidade. Isto é necessário porque as variações dimensionais/empenamentos acontecerão decorrentes do tratamento térmico. As cavidades usinadas por eletroerosão são, sem dúvida, as mais difíceis de serem acabadas e, nesses casos, preferível tentar-se um acabamento bastante fino com a própria máquina.
Essas cavidades ganham também uma camada relativamente fina, com uma dureza bastante maior que o resto da placa. Fato semelhante pode acontecer numa superfície nitretada. Ao se tratar de uma cavidade por nitretação podem surgir alguns defeitos muito pequenos, quase imperceptíveis como pequenas porosidades difíceis de tirar inclusive ou melhor através do polimento. Isso acontece pelo fato da cavidade já se apresentar bastante endurecida. Já sabemos que as cavidades assim tratadas proporcionam ótimos resultados de polimento, mas devem ser polidas antes da nitretação e aberto o brilho novamente após a nitretação, já que polir uma peça já nitretada se torna muito mais difícil devido a sua alta dureza.
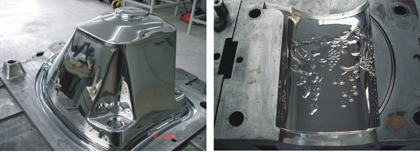
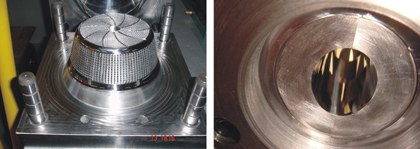
Fotos : Polimastermoldes
Observações e Dicas
Durante a fabricação, as cavidades passam por diversas máquinas para sua usinagem sendo que a fresadora ou eletro-erosão, dão muitas vezes o acabamento final.
Nas cavidades fresadas é necessário um pré-acabamento com pontas montadas ou limas manuais e até lixas, antes do início do polimento. Essa operação elimina os sulcos da fresa e facilita o início do polimento final manual.
Quando se utilizar de ponta montadas, deve-se verificar se as mesmas estão limpas e escolher sempre tipos adequadas a dureza de cada aço. Um aspecto muito importante é aquele com relação à limpeza entre duas operações sucessivas. Quando da troca de grão abrasivo existe sempre a possibilidade de que permaneçam no aço partículas soltas do abrasivo mais grosso usado antes. Se a cavidade não for bem limpa essas partículas prejudicam a operação de polimento seguinte com o grão mais fino. Isso significa que, à medida que o grão abrasivo usado é menor, a limpeza entre as operações deve ser ainda mais cuidadosa, “principalmente no final do polimento“.
Em geral, quando a cavidade está sendo polida e passamos de um grão abrasivo ao seguinte mais fino é aconselhável também mudar-se o ângulo do polimento. Isso deve ser feito de modo que a operação seguinte seja a 45º da primeira e assim por diante. Dessa forma ficam bastante diminuídos sulcos e riscos, pois cada nova operação vai de encontro aos sulcos anteriores evitando ondas que no caso de superfícies planas por exemplo, não podem existir.
Para cavidades fabricadas por eletroerosão devem se deixar o acabamento final o mais fino possível, o que possibilita um trabalho menor e mais rápido de polimento. Um mau acabamento pode somar várias horas ao processo de polimento, encarecendo o serviço.
No caso de peças nitretadas, já que a peça torna-se muito dura e difícil de trabalhar, aconselha-se fortemente realizar o polimento antes do tratamento e após nitretada apenas abrir o brilho novamente.
Optar por aços de maior qualidade como H-13, P-20, STAVAX, MIRRAX, etc. Pois estes tem uma condição de polibilidade muito maior que aços tipo 1025 e 1040. A condição de polibidade afeta o brilho final da peça, aços de maior qualidade tem um aspecto polido mais brilhante que outros.
A escolha da empresa certa para a execução do processo de polimento é fator decisivo para que o resultado seja de altíssima qualidade pois, a falta de domínio das técnicas de polimento ocasiona diversos problemas tais como: deformação do produto final, ausência da transparência desejada, distorção na fotometria de peças ópticas entre outros.
Sequência resumida da operação de polimento

Acessórios utilizados no processo manual de polimento:
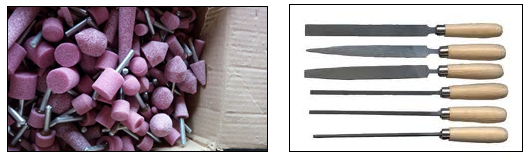
Pontas montadas e limas manuais
A utilização de pontas montadas e limas permitem fazer um pré-acabamento eliminando os pontos mais “grosseiros” que consideramos como sendo os sulcos da fresa, pequenos desencontros de usinagem e áreas de maior rugosidade, sendo que essa operação facilita o inicio da fase de alisamento antes do polimento final.
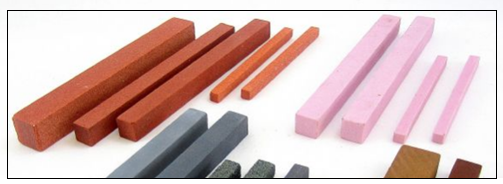
Na sequência manual utilizam se as pedras abrasivas para o desbaste, produtos à venda no mercado com diversas composições e dureza média e alta especialmente desenvolvidas para superfícies duras de processos de eletro-erosão e remoção de risco e outras ainda visando proporcionar um acabamento com brilho liso, para aço de alta qualidade dos moldes. Nesta fase do desbaste os tubos de lixa ou dedal de lixa são utilizados em pontos de difícil acesso.
Pedras abrasivas
As folhas de lixa são utilizadas ainda no desbaste para melhorar a qualidade da operação e inicia pré-acabamento de superfícies, removendo excesso de material e camadas oxidadas.
Lixas e tubos de lixa ( ou dedal de lixa )


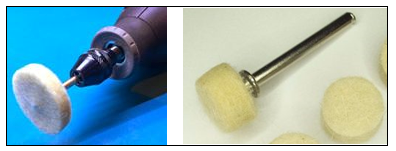
Lapidadora ultra
Lapidadora para moldes e Feltro para aplicação da pasta diamantada
–ideal para lapidação de áreas detalhadas (preciso).
–eficiente no trabalho de polimento , rebarbação e chanframento

Pasta diamantada: pasta de diamante- atende todas as necessidades e é produzida a base de poliol e pó de diamante com grãos e concentração adequados à cada aplicação. Constituída de pó de diamante sintético, que, misturado a um veiculo pastoso, mantém o diamante em suspenso. Á medida que o trabalho, se desenvolve, é necessário manter sua viscosidade a níveis constantes, evitando desta forma, desperdícios desnecessários. Para isso, deve-se utilizar o solvente, e, também, nos casos em que se deseja torná-la mais fluída.Usada na preparação, lapidação e polimento de diversos tipos de materiais

Produtos Master Diamond
Tabela de pastas diamantadas
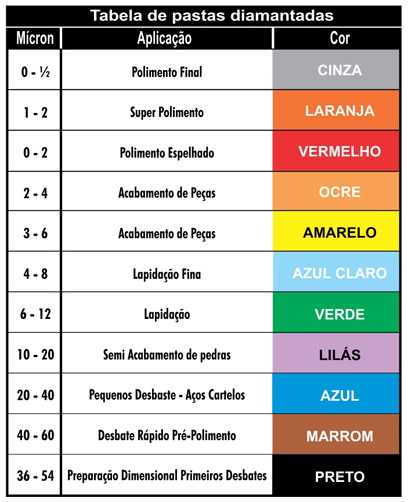
Tabela de Escala de Polimento

Operações de polimento de cavidades e machos em um ambiente CIM – (a titulo de conhecimento)
A automatização do processo de polimento de superfícies curvas e, em especial, superfícies de formas livres, ainda não atingiu um ponto considerado tecnologicamente aceitável. Contudo, já existem máquinas e equipamentos que tornam a tarefa de polimento automatizada para certas situações menos complexas.
Nesse aspecto, Japão e França são os países que mais se têm dedicado a pesquisas nessa área por meio da adaptação de robôs, que são considerados a opção mais adequada para esse fim. (KOIKE, 1995) Embora os robôs possuam baixa rigidez estrutural em relação às máquinas-ferramenta, isso não representa um problema, haja vista que o processo de polimento não necessita de grandes forças de contato entre ferramenta e peça. Um aspecto positivo é sua estrutura cinemática e a
facilidade de programação. Por outro lado, o controle da pressão de contato e a manutenção da ortogonalidade da ferramenta sobre a superfície da peça são pontos críticos quando se utilizam robôs.
Outro fator limitante é a dificuldade de controlar a precisão com a qual o braço do robô se desloca ao longo de uma superfície curva. Como exemplo de pesquisa realizada propondo a total automatização do polimento de moldes, pode-se citar o trabalho desenvolvido por Weule e timmermann (1990, apud KOIKE, 1995) que corresponde a uma célula de polimento composta por um robô de 6 graus de liberdade com capacidade de carga de 60kg, uma estação de troca de dispositivos para
polimento, outra de troca de ferramentas abrasivas e o reservatório para coleta de fluido refrigerante, no qual é fixada a peça de trabalho, conforme destaque na figura
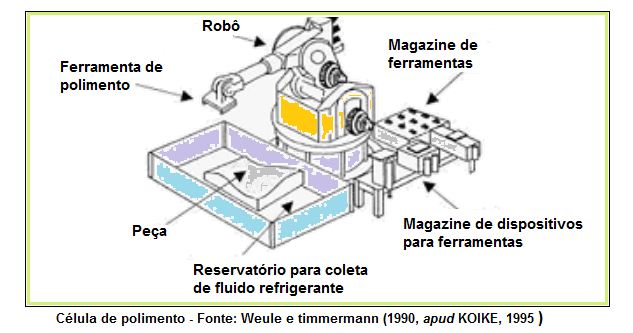
(Para Operações de polimento em um ambiente CIM Fonte: Abordagem comparativa entre as tecnologias de processo CIM e a tecnologia convencional de uma empresa fabricante de moldes para injeção plástica de 16 de outubro de 2008 / autores: Eduardo César Pereira Norões (CENTEC)- José Façanha Gadelha (CEFET)- Maria Walneide Barros de Castro Gadelha (CENTEC) )
Princípio para o polimento a Laser
Na busca constante da evolução dos métodos de polimento e outros ,temos as pesquisas do Instituto Fraunhofer de Tecnologia Laser da Alemanha ,um país com alto desenvolvimento tecnológico e onde estas operações ainda são amplamente executadas de forma manual ,uma vez que não existem máquinas adequadas para muitas operações de polimento .
O polimento a laser vislumbra a possibilidade para a criação de níveis de brilho na superfície do molde .O polimento com radiação laser representa uma nova abordagem ,sendo que o feixe de radiação atua como uma ferramenta flexível isenta de contato (e portanto não desgastável) que funde uma fina camada de metal. Uma vez no estado liquido as irregularidades superficiais são alisadas como resultado da auto organização ,devido a tenso superficial.
A real inovação é encontrada no principio fundamental da operação usada no polimento a laser ( fuso) em comparação com a retificação e polimento convencional (remoção de material) .O domínio do controle do processo de fusão ,no qual o volume de material fundido menor do que 0,005 mm,constitui um desafio técnico.
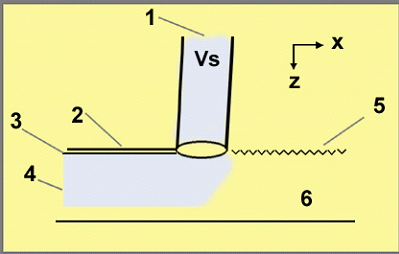
Princípios utilizados para o polimento de superfície de metal .
1-Radiação laser
2-Face polida a laser
3-Camada refundida
4-Área afetada pelo aquecimento
5-Face ainda rugosa
6-Metal (forma /matriz)
Em resumo o polimento a laser caracteriza se pela fusão de uma fina camada do material , a fim de se obter uma superfície uniforme.
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor de Revistas Independente
CFP VW SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de molde
CFP VW SENAI / Técnico mecânico – CREA 126.785