

A moldagem por pós metálicos injetados é conhecida como o processo que permite a obtenção de peças de geometria complexa. Praticamente eliminando a necessidade de etapas de acabamento resultando em peças no estado final de aplicação ou muito perto disso. Problemas como falta de preenchimento, jateamento, rebarbas, linhas de solda e variação dimensional em moldes para esse processo implicam diretamente na diminuição de produção, com paradas de máquinas , revisão de projetos e conseqüente aumento de custo e, em alguns casos, interferindo na qualidade final do produto.muitos desses problemas podem ser evitados já no projeto do molde.
O processo de moldagem de pós metálicos por injeção (MPI) vem crescendo devido a vários fatores, entre eles, produção de peças com geometrias complexas, até de dimensão na ordem de micrometros, conhecido como micromoldagem de pós metálicos por injeção; alta produtividade; produção de peças em séries; obtenção de microestrutura uniforme e; sem necessidade de uma etapa de acabamento (net shape ou near net shape). As vendas mundiais bateram o a marca de 1 bilhão de dólares.
A utilização da técnica de moldagem por injeção teve início há muitos anos com a produção de plásticos, proporcionando facilidades na obtenção de peças de tamanho pequeno e formato complexo. Na década de 1920 combinou-se essa técnica com o processamento de pós cerâmicos. Já na segunda guerra mundial a técnica se estendeu aos pós metálicos.
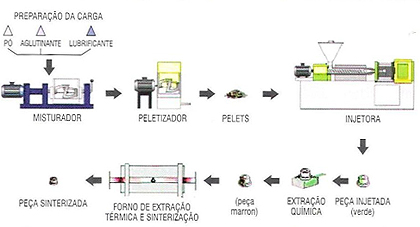
O processo, esquematizado na figura 1, apresenta as etapas de mistura entre o pó metálico e o sistema aglutinante, formando a carga injetável; peletização; moldagem por injeção; extração do aglutinante e; sinterização.
 |
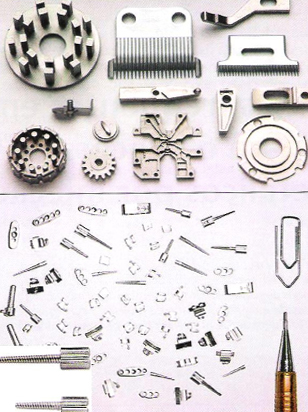
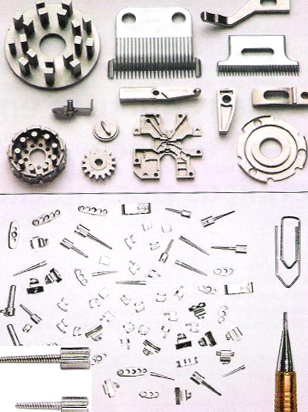
Nos últimos 10 anos houve um aumento maciço na produção de micropeças. Essas micropeças possuem grande importância em diversas aplicações na área de microengenharia, tais como multicomponentes miniaturizados, eletrônicos, misturadores químicos e instrumentos médicos.
Alguns exemplos de peças produzidas por MPI são apresentados na figura 2.
 |
O ferramental é similar ao usado na tradicional injeção de plásticos. A maior diferença em MPI é que as dimensões do ferramental são levadas em consideração à retratação da peça após sinterização.
CONFIGURAÇÕES BÁSICAS DO MOLDE DE INJEÇÃO
Um molde padrão para o processo de MPI possui a seguinte configuração:
– Uma ou mais cavidades;
– Uma ou mais vias para o enchimento da cavidade e;
– Ejetores para extração do componente injetado.
O fluxo e o comportamento térmico da carga injetável de MPI são diferentes dos termoplásticos convencionais pois há um esforço especial para garantir o preenchimento uniforme no molde.
Em MPI o molde deve ter controle de temperatura para garantir a dimensão final do componente.
Muitas cargas injetáveis de MPI requerem um molde aquecido durante o preenchimento para com isso retardar a taxa de resfriamento.
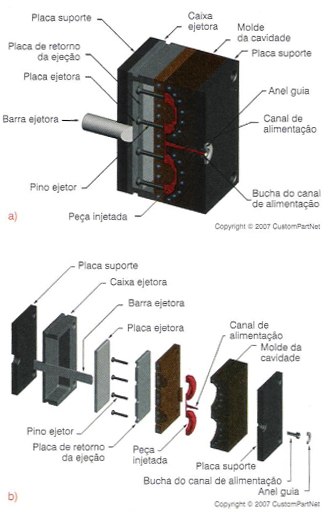
Cada etapa reduz as tensões residuais e melhora a uniformidade da retração durante a sinterização. As figuras 3a e 3b mostram, respectivamente, a configuração de uma matriz de MPI em visão de conjunto e explodida.
A primeira preocupação como projeto da matriz deve ser com a retração do componente injetado. Com um volume base, as cargas injetáveis típicas contém 60% de sólido e 40% de aglutinante em volume. Para atingir as propriedades desejadas dos componentes, a retração linear durante a sinterização pode ser de até 15%. Se o carregamento de sólidos é abaixo de 40% em volume, a retração linear pode ser de até 25%. A redução das dimensões é conhecida como fator de retração Y e é calculada a partir do carregamento de pó metálico da carga injetável e a densidade parcial do sinterizado, como é demonstrado com a seguinte equação:
Equação 1
Y = 1 – [Ø / (?s / ?t)]%
Onde ?s, é a densidade final e ?t, é a densidade teórica do matéria. Essa equação assume uma retração isotrópica na sinterização.
PROBLEMAS MAIS FREQÜENTES
Atualmente muitos dos problemas mais comumente encontrados nesse processo podem ser previstos e solucionados através de programas de simulação existentes no mercado, evitando assim custos maiores com retrabalho de ferramental.
A etapa da moldagem é a mais importante no processo MPI e a principal fonte de defeitos desta técnica, pois as etapas de remoção de ligantes e de sinterização já estão amplamente estudadas. Assim, o emprego de parâmetros inadequados de injeção e o uso de moldes mal projetados introduzem os principais defeitos que são descritos a seguir.
 |
Rebarba
Um dos problemas mais freqüentes encontrados em moldagem de pós metálicos por injeção é a formação de rebarba, que de uma forma exagerada, é mostrada ela figura 4. esse problema típico causa perda de material e necessidade de uma operação de retirada desse excesso. Em casos extremos a peça é refugada, pois, como muito material foi desperdiçado, não terá a massa especificada.
Causas para a ocorrência desse defeito são:
– Não paralelismo entre as faces do molde;
– Excesso de fluidez da carga injetável ou;
– Baixa força de fechamento dos moldes.
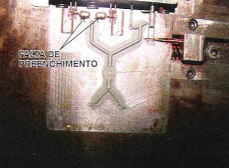
Falta de preenchimento
A falta de preenchimento das cavidades do molde (figura 5) pode ser causada por erro de projeto da ferramenta ou falha na sua fabricação.
Em casos mais simples, esse defeito pode ser contornado pelo aumento de temperatura, diminuindo a viscosidade da carga injetável, atentando-se para o não comprometimento da sua composição e homogeneidade. Entretanto, em muitos casos, é necessária uma revisão no projeto e retrabalho do molde, elevando o custo do produto.
 |
Peça com exeço de rebarba
 |
Jateamento
O chamado jetting, mais comum em peças espessas, no seu caso mais extremo, corresponde a uma casca, isto é, o contorno da peça fica perfeitamente descrito, enquanto a peça fica oca por dentro. Isto ocorre devido ao emprego de uma taxa exagerada de preenchimento do material no molde, causado por defeitos superficiais no canal de alimentação.
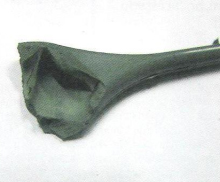 |
Defeito de jateamento em um corpo de prova
Linhas de solda
As linhas de solda decorrem, principalmente, da união das frentes de fluxo do material no interior das cavidades. A figura 7 mostra esquematicamente como são formadas as linhas de solda. Com isto ocorre uma adesão excessiva do compactado nas linhas de união, podendo causar gradientes de tensão e distorção da peça.
Variação dimensional
Pelo fato da carga injetável ser mais abrasiva que no caso dos plásticos, a resistência ao desgaste dos moldes deve ser maior, exigindo um tratamento superficial com dureza entre 40 e 60 HRc e um polimento com rugosidade superficial típica de 0,2 µm.
Mesmo assim o ferramenteiro tem uma vida útil menor quando comparado aos moldes para processamento de plásticos, pois, à medida que ocorre o desgaste, as dimensões da peça injetada vão se alterando. Este fato pode acarretar a perda das peças produzidas, uma vez que não estarão dentro das dimensões especificadas pelo cliente.
Portanto o desgaste do ferramental é um importante parâmetro de controle durante o processo.
CONCLUSÕES
O projeto e a construção do ferramental são muito importantes para o cuso e qualidade do produto final. Vários problemas podem aparecer durante a etapa de moldagem por injeção, geralmente causados pelo molde. Esses problemas podem ser evitados com um bom projeto e utilização de material adequado, atingindo as propriedades requeridas.
Uma alternativa que vem ganhando cada vez mais força é a utilização de programas de simulação, onde é possível prever alguns problemas, reduzindo assim os custos do processo.
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Zauer, R.; Micro powder injection moulding. Materials Research. V83.2006. 1442-1444 p.
[2] German, R. M.; PIM breaks the $ 1 billion barrier. Metal Powder . V3. 2008. 8-10 p.
[3] German, R. M.; Injection molding of metals and ceramics. Princeton – USA, 1997.
[4] Liu, Z. Y.; Loh, N. H.; Tor, S. B.; Khor, K. A.; Murakoshi, Y.; Maeda, R.; Binder system for micropowder injection molding Materials Letters. V48.2001.31-38 p.
[5] Piotter, V.; Guber, A.; Heckele, M.; Gerlach, A.; Micro Moulding of Medical Device Components. Medical device manufacturing & Technology. 2004. 60-62 p.
[6] Steelinject, http://www.steelinjet.com.br, acessado em novembro de 2008.
[7] http://www.custompartnet.com/wu/InjectionMolding, acessado em dezembro de 2008.
[8] Whitaker D.; PM2008 World Congress Review Part 1: Modeling enhances PIM processing. Powder injection Molding. V2. Nº3. 2008
[9] Bilovol, V. V.; Mould Filling Simulation during Powder Injection Moulding. PhD Thesis, Delf University of Technology . Delf. The Netherland. 2003.
[10] http://www.bayermaterialsciencenafta.com/checklist/images/weldlines.jpg, acessado em dezembro de 2008
Patrik Oliveira Bonaldi – Engenheiro de Materiais pela Universidade Federal de Santa Catarina (UFSC) e Mestre em Engenharia de Minas, Metalúrgica e de Materiais pela Universidade Federal do Rio Grande do Sul (UFRGS). Atualmente é doutorando (bolsista CNPq) no Programa de Pós-Graduação em engenharia de Minas, Metalúrgica e de Materiais pela Universidade Federal do Rio Grande do Sul.
Lírio Schaeffer – Engenheiro Mecânico e Mestre em Engenharia de Minas, Metalúrgica e Materiais pela Universidade Federal do Rio grande do Sul (UFRGS) e Doutor na área de Conformação Mecânica pela Universidade Técnica de Aachen na Alemanha (Rheinish-Westfalischen Technischen Hochschule – RWTH). Coordenador do Laboratório de Transformação Mecânica (LdTM) do Centro de Tecnologia da Escola de Engenharia da UFRGS. Pesquisador na área de Mecânica, Metalurgia, e Materiais do CNPq, professor titular das disciplinas de processos de fabricação por conformação mecânica e vinculado ao programa de Pós-Graduação em Engenharia Metalúrgica, Minas e Energia da UFRGS. Consultor ad-hac da Fundação de Amparo à Pesquisa do Estado do Rio Grande do Sul, na Coordenação de Aperfeiçoamento de Pessoal de Nível Superior e do Conselho Nacional de Desenvolvimento Científico e Tecnológico. Autor de Vários livros sobre conformação mecânica.
Fonte Revista Ferramental