

Processo de injeção de termoplásticos com auxílio de gás
A tecnologia de moldagem por injeção auxiliada por gás se encontra tecnicamente bem desenvolvida, e é aplicada de modo economicamente viável a muitos anos pois, permite a redução de peso no produto e de tempo de ciclo.
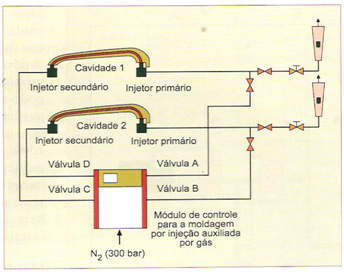
Na moldagem por injeção auxiliada por gás, o nitrogênio é injetado sob alta pressão no polímero fundido, antes do preenchimento completo do molde. O gás desloca a resina fundida desde o núcleo da peça moldada e a comprime contra as paredes da cavidade, o que cria um vazio na peça, fazendo com que a quantidade de material usado e o peso da peça moldada diminuam consideravelmente. Após a solidificação da peça moldada, o gás é liberado.
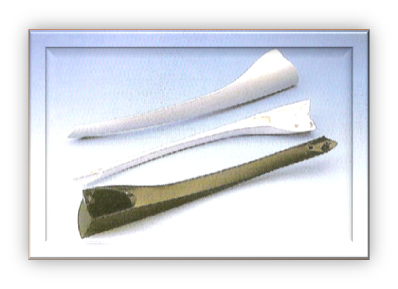
Um importante campo aplicação da injeção auxiliada a gás, é a produção de peças com paredes finas e formato tubular como manoplas , alças de teto, maçanetas, torneiras, gabinetes de televisores e telas de computadores, por exemplo.
No caso de peças ocas, quanto mais se conseguir reduzir a espessura da parede da peça sem comprometer suas propriedades mecânicas, maior a economia da matéria-prima e ainda, obtém se um resfriamento mais rápido da peça moldada.

Na figura , componentes ou peças ocas .
Outros campos para utilização, são a manufatura de peças em formato plano com grande área e ainda planas com pontos espessos , reduzindo significativamente, ou até mesmo suprimindo totalmente distorções e pontos de afundamento, melhorando portanto, a qualidade do componente moldado.
É uma alternativa vantajosa quando comparada à injeção convencional em determinados casos como por exemplo na fabricação de para choques, gabinete de automóveis e peças com design complicado . Frequentemente podem ser usadas injetoras com forças de fechamento reduzidas.
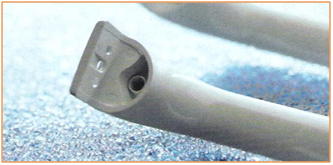
Na figura , o canal vazado no puxador é formado pela introdução de gás durante a moldagem por injeção.
Considerações sobre o processo de injeção assistida por gás.
A retirada de algumas gramas em cada peça pode significar uma redução considerável de despesa no caso de grandes volumes de produção. O tempo necessário para o resfriamento diminui de maneira proporcional à massa, ocorrendo redução no tempo de ciclos. Segundo especialistas, os investimentos feitos na compra de equipamentos de injeção a gás retornam de forma rápida. São listados uma série de vantagens capazes de reduzir de maneira significativa o custos dos ciclos de transformações.
É um processo que proporciona soluções direcionadas à redução de custos e melhoria de qualidade, como o acabamento superficial de primeira qualidade em todas as extremidades das peças complexas ou de grande porte, ausência de marcas de depressão, um menor índice de distorção e também, maior estabilidade.
Graças ao processo, para alguns tipos de produtos, o plástico substitui o metal (exemplo de torneiras) permitindo o desenvolvimento de peças com design especiais, além de garantir melhor precisão dimensional e uso de menor quantidade de massa com ciclos menores , como resultado do resfriamento mais intenso e ainda, proporciona redução dos requisitos de força de fechamento do molde.
Para alguns tipos de produtos como peças de grande porte, a tecnologia dispensa o uso de sistemas válvulados, indicados para a fabricação de peças nas quais existam mais de um ponto de injeção (exemplo de para-choques).
São vários processos que se alteram com pequenas diferenças :
Processo Short Short :
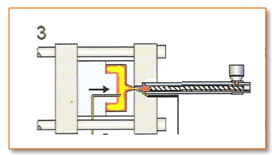
Inicialmente o molde é preenchido com a resina a ser utilizada e na seqüência a partir de um ponto considerado adequado, é injetado o gás até que se preencha todo o espaço do molde.
A pressão do gás no interior da cavidade força proporcionalmente a mesma pressão em todos os pontos, resultando em um recalque ideal pois, toda contração do material plástico é compensado pelo gás, o que elimina rechupes e diminui o tempo de resfriamento.Em seguida, o gás sai da cavidade despressurizando a peça.
Figuras – Catalogo Battenfeld:
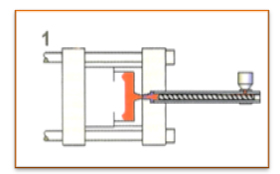
O molde é preenchido parcialmente de resina.
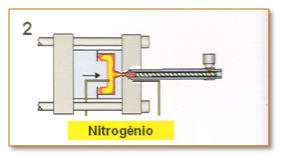
O gás é injetado.
O gás é retirado
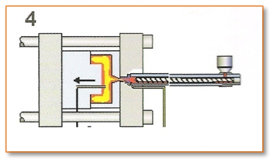
A peça fica pronta para extração.
Processo PEP:
Processo de Expulsão de Plástico:Trata-se de um aperfeiçoamento do processo short short. É feito o preenchimento parcial da cavidade, seguido da injeção de nitrogênio e a diferença se encontra na presença de um espaço extra no molde. A resina forma a peça e preenche êsse espaço extra , formando um bolsão de plástico, tendo como vantagem, a eliminação da diferença de brilho causado pelo método similar em determinadas cores e materiais. Esse bolsão de plástico depois é moído e reaproveitado como matéria-prima em futura injeção.
Processo Full Shot:
É um método indicado para peças com dificuldades de produção específicas, como molduras de aparelho de televisão, espelhos retrovisores de automóveis e peças com nervuras. A seqüência na injeção, é idêntica aos outros processos, alterando-se que o gás é injetado em zonas específicas, de modo que exerça pressão em determinados locais, eliminando problemas como chupagem e contrações.
Processo External Gás Molding (EGM):
Tem a mesma vantagem dos outros processos e é indicado para produtos similares aos do full shot. O molde é preenchido parcialmente com a resina e depois o nitrogênio é injetado em determinados pontos. A diferença se encontra na posição destes pontos, situados na face oposta à da entrada da resina. Dessa forma, são eliminados problemas de chupagem e contração de peças em pontos específicos. Também simplifica o processo de extração.
GÁS utilizado:
NitrogênioNesse processo a matéria-prima se altera, porém o gás utilizado é o mesmo, o nitrogênio que foi escolhido por estar presente em grande volume na atmosféra, podendo ser produzido a custos reduzidos.Inicialmente um dos maiores desafios do processo sempre foi comprimir de forma econômica o nitrogênio gasoso sob alta pressão e mantê lo com auto grau de pureza.
No processo, o gás é comprimido para forçar o plástico contra as paredes da cavidade e o grande segredo, para se obter o sucesso, é localizar de forma correta os pontos de introdução do nitrogênio.O emprego de nitrogênio no auxílio à moldagem de termoplásticos por injeçaõ confere benefícios notáveis dos pontos de vista econômico e técnico.
São várias as possibilidades de aplicações do gases industriais na moldagem por injeção .Entre estas possibilidades citamos como vantagens,o fato de os gases proporcionarem meios para controle da temperatura do molde, servem também como agentes de expansão ou para ser introduzido sob pressão no molde , deslocar a resina fundida e formar núcleos vazios ou canais vazados em peças moldadas .
Moldagem por injeção auxiliada a gás com resfriamento interno à gás.
A empresa Linde (Suécia) desenvolveu uma técnica que pode ser empregada para qualquer produto que apresente um vazio tubular, ou seja, todos os tipos de manoplas ou similares.Utilizar o próprio gás nitrogênio em duas etapas na mesma injeção, primeiro para auxiliar na injeçaõ, e depois para auxiliar no resfriamento, sendo injetado de maneira super controlada em sentido oposto pelo canal da peça que esta sendo moldada.Embora aumente o consumo do gás em até três vezes, pode reduzir comprovadamente, em até 30% o tempo de ciclo.Mais precisamente, a técnica que inclui resfriamento interno, proporciona maior intensidade de resfriamento devido a um fluxo adicional de gás. Após a moldagem por injeçaõ convencional auxiliada por gás, o fluxo de nitrogênio no injetor de gás primário é interrompido e o injetor é aberto ao ar ambiente. Simultaneamente, o nitrogênio passa a ser introduzido por um segundo injetor de gás na extremidade oposta do canal. Este nitrogênio flui por toda extensão do canal de gás presente no interior do produto moldado, saindo pelo injetor primário, o qual passa a funcionar como uma abertura de descarga.Para assegurar a operação adequada do sistema , é necessário controlar com exatidão a pressão e a vazão do nitrogênio.
Esquema da injeção auxiliada por gás com resfriamento interno a gás.
Moldagem por injeção auxiliada por gás com resfriamento interno a água.
A empresa Cinpres ( Alemanha) desenvolveu um equipamento que combina injeção auxiliada por gás com injeção auxiliada por água para moldar peças ocas com paredes finas. Desenvolvida a partir de equipamentos e técnicas de injeção auxiliada por gás já existentes, a máquina recebeu um bico modificado capaz de trabalhar tanto com gás quanto com água. Pelo processo, a resina é injetada convencionalmente no interior da cavidade do molde, preenchendo-o parcialmente. O gás, em geral nitrogênio, é injetado pelo bico da máquina. Em sua trajetória, o gás empurra a resina pastosa contra a parede do molde ao mesmo tempo em que abre a cavidade da peça. Assim que o gás deixa a cavidade, a água é injetada e segue a mesma trajetória aberta pelo gás e intensifica o resfriamento da superfície oca da peça.
Uma nova injeção de gás ocorre para secar o interior da peça oca e conduzir a água para o tanque de resfriamento. O resfriamento direto ocorrido com a inserção de água no interior da peça é o maior diferencial da combinação de gás e água, já que o líquido tem uma condutividade térmica 40 vezes superior à do gás e pode reduzir sensivelmente o tempo de ciclo. Por enquanto, o processo é mais usado por fabricantes de autopeças e de componentes para eletrodomésticos de linha branca.
O gotejamento de água desperta a desconfiança de alguns consumidores, mas segundo a Cinpres o bico não apresenta gotejamento e é vendido com garantia.
O sistema de injeção auxiliada por gás Airmold.
Desenvolvido pela empresa Battenfeld, é um processo de geração continua de pressão como um sistema modular, possibilitando a instalação em diversos tipos de máquinas e moldes, independente do tamanho do molde e fabricante da injetora.Os módulos podem ser adquiridos individualmente ou em conjunto conforme a aplicação.
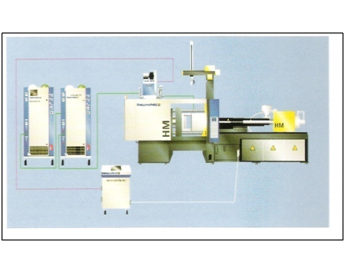
Figura Catalogo Battenfeld
Assim como todo processo, na injeção por gás existe a necessidade de equipamentos para dar suporte e garantir a qualidade do mesmo. As unidades de geração de nitrogênio, equipamentos de compressão e controladores de injeção a gás são essenciais e assim como está havendo evolução nos equipamentos de suporte, diversas injetoras também já nascem prontas para injeção a gás e possuem sistemas de ar comprimido industrial com pressão elevada.
Módulo gerador de gás nitrogênio, ( opcional ).
O nitrogênio pode ser fornecido em garrafas por empresas especialisadas ou obtido através do gerador de nitrogênio, sendo vantajoso pela independência , custo e logística.A Plastic Solutions é uma empresa dinâmica que atua no mercado de representação e serviços e representando a Gas Injection Worldwide ( inglesa) , comercializa equipamentos para o processo de injeção a gás.
Os geradores da linha SPN tem base no método PSA (Adsorção balanceada de pressão), o método consiste em extrair o nitrogênio de um suprimento de ar comprimido deixando somente o nitrogênio com a pureza requerida.O ar comprimido passa por peneiras moleculares de carbono que “absorvem” o oxigênio. O suprimento de ar se alterna entre duas peneiras moleculares de carbono, num período de 1,5 minutos. Durante o processo a peneira sem uso é “regenerada” para o próximo ciclo.
Este sistema amplia a vida útil do carbono em muitos anos, desde que não haja contaminação com óleo ou água do suprimento de ar comprimido. Tal contaminação é evitada pela utilização de um sistema de filtragem de alto desempenho.Os geradores da série SPN podem apresentar pureza de até 99,99%, no entanto para a maioria das aplicações em injeção a gás, 98% de pureza é suficiente.O sistema PSA proporciona robustez, altos níveis de pureza e longa vida útil.
Módulo de compressor de gás .
São compressores especialmente desenvolvido para nitrogênio em altas pressões e dependendo do fabricante , podem ser fornecidos tanto na configuração única como dupla.Os sistemas duplos permitem que o segundo compressor seja utilizado como um reserva ou ainda para ampliar a saída.

Produto Compressor HP COM 32 — Plastic Solutions
Módulo controlador de pressão de gás .
Funciona com uma válvula especial para controlar a pressão do gás na entrada do molde. Dependendo do modelo , possuem interface para a operação de duas máquinas injetoras simultaneamente e independente. Voltado para fabricantes que trabalham com mais de um molde ao mesmo tempo.
Módulo de injeção de gás .
Equipamento com bico especial para instalação na injetora , ou agulhas para instalação no molde.A Plastic Solutions oferece o booster de pressão GBA5, é um equipamento compacto e móvel , bastante flexível para pequenas instalações. Acionado através de ar comprimido (6 – 9 bar) e fornece pressões de até 350 bar (400 bar opcional).Voltado para empresas com um baixo consumo de nitrogênio, utilizando cilindro de nitrogênio.
Fontes:Catalogo Battenfeld ; www.plastic Solutions
Revista Plastico Moderno ; Revista Plástico Industrial
PROIBIDO REPRODUÇÃO SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor de Revistas Independente
CFP VW SENAI / Matrizeiro especializado em molde
Projeto de moldes / Escola ART-MEC
Técnico mecânico CREA 126.785 / CFP VW SENAI