


Processo de retificação – peça e rebolo em movimento
Retificação é um processo de usinagem mecânica onde a remoção de cavaco do material é estabelecida pelo contato entre a peça e uma ferramenta abrasiva (rebolo), que gira em alta rotação, enquanto que a peça tem uma velocidade menor. A retificação é também um método versátil de remoção mecânica de material que confere à peça alta precisão geométrica e dimensional.
A retificação é o principal processo industrial dos últimos tempos, e corresponde entre 20% a 25% das despesas totais em operações realizadas por máquinas ferramentas nos países industrializados. A sociedade atual estaria impossibilitada de produzir sem a retificação, pois, aquilo que é usado passou por um processo de retificação, ou por uma máquina que sofreu uma operação de retificação.
Na maioria de vezes, este processo é empregado como operação final da fabricação de uma peça e, apesar de parecer uma operação simples, requer domínio dos parâmetros de velocidade de corte, velocidade de avanço, boa refrigeração e controle dimensional rigoroso.
O processo de retificação, apesar de ser muito empregado na indústria, ainda não é totalmente dominado como outros processos de usinagem , como aqueles em que a ferramenta tem uma geometria de corte bem definida, devido à alta complexidade envolvida no processo.
O rebolo com multiplicidade de arestas de corte e geometria não uniforme, variações de profundidade de corte em cada grão, altas temperaturas, esforços e parâmetros de corte não fáceis de serem controlados, produzem deformações plásticas que dificultam o entendimento e a otimização desse processo.
O processo de retificação é um processo onde as taxas de remoção de cavaco são muito baixas se comparadas a outros processos, mas isso ocorre devido à qualidade das tolerâncias que podem ser obtidas com este processo. A tolerância dimensional situa se entre IT4 e IT6 e a rugosidade da superfície Ra pode variar de 0,02 a 1,6 µm .
As tolerâncias e rugosidades obtidas estão relacionadas diretamente com outros fatores que são fundamentais no processo, tais como a granulometria e velocidade do rebolo, a velocidade de avanço, a profundidade de corte, o sistema de refrigeração e os componentes mecânicos da própria máquina, a retificadora.
Por muito tempo, o processo de retificação era o único processo a ser empregado em peças endurecidas por tratamentos térmicos ou deposição de camadas duras e superficiais. Acabamentos em peças de revolução podem ser conseguidos por outros processos, como torneamento, visto que surgiram novos materiais paras as ferramentas, tais como as ferramentas de material cerâmico e as ferramentas de nitreto cúbico de boro (CBN). Com ferramentas apropriadas e máquinas CNC consegue-se, atualmente, acabamentos na casa de IT 5.
Da mesma forma ocorreu o desenvolvimento da tecnologia da retificação com o surgimento de novos materiais para o rebolo, no caso o CBN. Também a máquina retífica, recebeu melhorias no projeto e melhorias dos componentes mecânicos, como a utilização de mancais e guias hidrostáticas, mecanismos de compensação de deformação térmica e controles computadorizados (CNC). Desta maneira, em alguns caso consegue-se alcançar tolerâncias na casa de IT 4, ou até mesmo menor
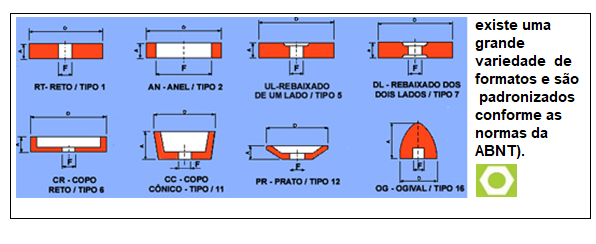
Rebolos para Retificas :existe uma grande diversidade de formatos. Os mais utilizados, padronizados conforme as normas da ABNT( figura -http://www.neboluz.com.br ).
Com o desenvolvimento de novos materiais e equipamentos as velocidades de retificação puderam ser aumentadas. Um rebolo de 65,0 mm de diâmetro pode atingir uma velocidade de 204 m/s, isto porque máquinas e rebolos são projetados para operarem eficientemente nesta velocidade.
Com o objetivo de aumentar a produtividade de diversos métodos de retifica, inclusive a cilíndrica, a velocidade periférica do rebolo aumentou para um nível substancialmente mais alto do que os processos com rebolos e máquinas ferramentas convencionais. As retificações em altas velocidade, (high speed) é empregada principalmente quando é necessário menor grau de rugosidade .
Para se conseguir altas velocidades, as retificadoras também passaram por inovações tecnológicas, sendo construídas com alta rigidez dinâmica e estática, equipadas com motores mais potentes, eixos e rolamentos extra fortes , protetores para rebolos mais resistentes e operando com alta precisão dimensional. Para retificação em altas velocidades empregam se fusos com mancais magnéticos ativos que não têm nenhum contato mecânico.
Por outro lado, novos rebolos foram desenvolvidos e testados expressamente para operar em alta velocidade, com taxa maior de remoção do cavaco, menor consumo de energia e menor produção de calor entre as faces de contato, peça e rebolo, diminuindo embora que em pequeno percentual as queimas de retificação, conferindo ao produto maior qualidade e precisão.
O processo de retificação tornou-se muito importante nos sistemas produtivos, pois fabricantes e revendedores de produtos abrasivos que dominam o mercado consumidor fornecem aos seus clientes, treinamentos especializados quanto à utilização dos rebolos abrasivos e suas aplicações .
Há desconhecimento técnico, na maioria das vezes, na especificação correta do rebolo para a execução do trabalho de acordo com o material a ser retificado, a rugosidade desejada na superfície da peça, a velocidade necessária e refrigeração.Da mesma forma, novos recursos para retificação continuam a ser pesquisados dando origem à têmpera por retificação.
A têmpera por retificação é um processo de têmpera superficial obtido por retificação, onde o processo de formação de cavaco e de fricção na área entre a peça e o rebolo leva à transformação martensítica da estrutura da peça. Os processos de retificação são realizados em meio a fatores do sistema, de posição e de influência, que podem se alterar e influenciar-se mutuamente. Por isso, muitas vezes não é possível determinar com precisão o ciclo do processo de uma usinagem de retificação. A chave para o domínio do processo de retificação não é apenas a observação das interligações entre as grandezas de entrada, mas também a das grandezas derivadas do processo.
Na têmpera por retificação, as forças a as temperaturas de retificação são importantes para a avaliação local e temporal das transformações térmicas e mecânicas de energia, o que é um maio auxiliar adequado para julgar critérios de vida útil e estratégias de controle do processo. Para aços ligados podem ser obtidas estruturas martensítica superficiais de alta resistência .
DRESSAGEM
Durante o processo de retificação, o estudo dos fenômenos que ocorrem durante a formação de cavaco é muito importante. A ferramenta rebolo tem uma grande complexidade devido ao grande número de arestas de corte que diferem na forma e na profundidade de corte. Antes do processo de retificação, é importante a operação de dressagem do rebolo. A operação de dressagem também é conhecida como diamantação, ou seja, afiação ou retificação do rebolo.
Dependendo da forma de como a dressagem é executada, esta influi diretamente no acabamento, no volume de arranque do material, na tolerância geométrica do perfil retificado, bem como na vida útil do rebolo.A operação de dressagem do rebolo tem como características principais:- Restaurar a capacidade de corte, permitindo que os grãos novos eafiadosaflorem na superfície, melhorando a agressividade da face de trabalho;
– Eliminar da superfície do rebolo partículas de material do processo
anterior ;
– Perfilar a face do rebolo para obtenção do acabamento desejado;
– Restabelecer o perfil inicial do rebolo quando o mesmo não possui o
perfil inicial;
– Oferecer concentricidade entre a face de trabalho e o eixo de
rotação.
“ A grande influência que as condições de dressagem podem provocar no desempenho de uma operação de retificação fez com que a quantidade de pesquisas nesta área sofresse um considerável aumento por volta dos anos de 1980”.A dressagem pode ser entendida como sendo a recuperação da capacidade de corte do rebolo.
Essa recuperação se dá a partir de dois tipos de ações diferentes do dressador sobre o grão abrasivo: primeiro, o arranque do abrasivo desgastado, com pequeno volume e baixa ancoragem, e segundo a fratura do grão abrasivo que ainda tem boa ancoragem, formando, assim, novas arestas cortantes do grão abrasivo.
Para condições ideais de trabalho, um rebolo deveria ser auto afiável, quer dizer, à medida que os grãos desaparecem ou são desgastados, deveriam aparecer novos grãos ou novas faces de cortes, dando continuidade na operação. Mas, na prática, esta forma de apresentação não funciona, porque desta maneira os rebolos perderiam um grande volume dimensional em pouco tempo durante o processo de retificação.
INFLUÊNCIA DA DRESSAGEM NA RETIFICAÇÃO
Diversos trabalhos que analisam comparativamente a influência do tipo de dressagem no desempenho da retificação têm sido publicados. Os resultados apresentados neste tipo de trabalho normalmente são qualitativos, não levando em conta as peculiaridades de cada processo.
Estes resultados poderiam ser diferentes se as condições para cada tipo de dressagem fossem modificadas pois , se ocorrer variações nas condições de dressagens utilizadas, os resultados serão diferentes dos obtidos, devido ao chamado macro efeito de dressagem, causado pelo formato do dressador e pelas condições de dressagem. Constantemente são levadas em consideração como variáveis do processo, a profundidade de dressagem (ad) e o passo de dressagem (Sd).
Todos os resultados mostram que a agressividade do rebolo aumenta de acordo com o aumento do passo e da profundidade de dressagem. Desta forma ocorrem dois fenômenos nas operações de dressagem que são chamados de micro efeitos e macro efeitos. O macro efeito é causado pela forma geométrica do dressador e também pelas condições de dressagem. Ocorre que, na dressagem, os grãos do rebolo são cortados e fraturados pelo dressador, e a somatória de movimentos entre dressador e rebolo, forma uma espécie de rosca na superfície do rebolo onde as arestas dos grãos estão situadas .

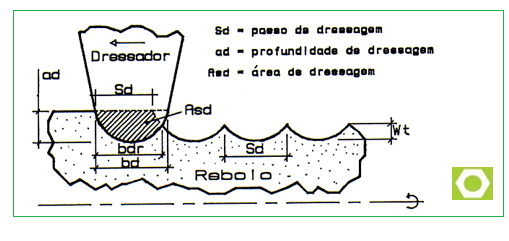
Cinemática de dressagem com dressador de ponta única (OLiveira 2001)
O micro efeito ocorre quando acontece a fratura das partículas dos grãos, ou seja, novas arestas de corte são formadas pelo dressador. A formação de arestas mais agressivas depende também da friabilidade do grão, e também das condições de dressagem. Se acaso ocorrerem em vários contatos entre as arestas do mesmo grão e rebolo, as arestas se tornarão menos proeminentes, tornando o rebolo menos agressivo.
Isto fica também evidente quando da dressagem fina (com ad e Sd pequenos), em que partículas muito pequenas são removidas ou fraturadas, gerando novos planos nas superfícies de corte, tornando o rebolo menos agressivo. Na execução de uma dressagem grossa (ad e Sd grandes), tanto o micro efeito, quanto o macro efeito, apresentam caráter agressivo.
Nas dressagens finas, o macro efeito não aparece, e a ação pouco agressiva do micro efeito é a que prevalece. Desta forma, fica evidente o aumento da taxa de remoção de material por um rebolo quando se aumenta o passo e a profundidade de dressagem .
No processo de dressagem, existem outras variáveis a serem consideradas, como a profundidade de dressamento (ad), e o avanço do dressador (Sd). Deve ser considerado também que o tipo de topografia gerada no rebolo depende das características geométricas do dressador, que por sua vez influência a largura de atuação (bd).
Da mesma forma, o tamanho de bd, depende diretamente da profundidade de dressamento utilizada que é (ad). Existe, portanto, a proporcionalidade, que implica em: quanto maior for (ad), maior será (bd). A grandeza na cinemática do dressamento é a relação que existe entre a largura de atuação do dressador (bd) e o avanço por volta (Sd), que gera o grau de recobrimento (Ud), da na equação 1 .Ud = bd / Sd (1)
FERRAMENTAS DRESSADORAS .
Na retificação, a superfície de corte do rebolo deve ser mantida em condição de permitir as maiores taxas de remoção de material possíve,l e garantir um acabamento superficial satisfatório. Durante o uso do rebolo, sua eficiência vai diminuindo a cada passada devido ao desgaste e fratura dos grãos abrasivos.
A dressagem pode se apresentar em duas situações: o truing e a dressagem real .Truing é a operação responsável em gerar um novo perfil do rebolo, removendo o batimento e tornando concêntrica a superfície abrasiva do rebolo com o eixo da máquina, chamado de correção macro geométrica. A dressagem (dressing) é o processo de recondicionamento do rebolo permitindo que o mesmo se torne mais agressivo.
Durante a retificação as arestas cortantes dos grãos abrasivos vão se desgastando, e partículas da peça de trabalho aderem entre os grãos e poros do rebolo. A dressagem remove os grãos que perderam o poder de corte, e as partículas de material que aderiram ao rebolo. Assim, ocorre correção da estrutura do rebolo para a condição de maior eficiência, expondo os grãos afiados, também chamado de correção micro geométrica.
De acordo com a finalidade de atuação, as ferramentas dressadoras são classificadas em dressadores estáticos e dressadores rotativos. Os dressadores estáticos não são providos de movimento na direção do movimento tangencial do rebolo durante a afiação, enquanto que os rotativos, além do movimento de rotação, também possuem o movimento da velocidade tangencial do rebolo.
Novas tendências para a retificação
RETIFICAÇÃO CREEP- FEED.
O processo de retificação empregado principalmente na retificação plana tangencial no qual a velocidade de avanço é extremamente pequena e a profundidade de corte é grande denomina-se creep-feed. Nestas condições em que a velocidade avanço é baixa e a profundidade de corte é grande, conseguem-se altas taxas de remoção de cavaco, podendo ocorrer danos térmicos a superfície da peça devido à quantidade de energia gerada pelo processo.
Na retificação por creep-feed dos aços, a energia específica excede o limite, aparecendo à queima da superfície da peça, (burn), que fica evidente como sendo um dano térmico. Entende-se também que a alta temperatura gerada é devido a grande profundidade de corte, e que parte desta energia, embora pequena, seja eliminada pelo cavaco removido durante o processo. De qualquer forma existe uma maneira de controlar esta temperatura, que é através do controle da profundidade de corte.
Durante a operação por creep-feed, o contato por atrito dos grãos abrasivos com a superfície da peça é maior, o que eleva a temperatura desta região. Devido a esta fricção entre as superfícies, são também geradas as deformações plástica e elástica da superfície, e pela distribuição de calor devido às forças de remoção do cavaco, e a possibilidade de ocorrência de trinca por fadiga é muito menor.Esta energia específica gerada na superfície da peça esta relacionada com o aumento do arco de contato, mesmo para pequenas profundidades de corte, porque com o aumento do arco, aumenta o comprimento do cavaco figura.
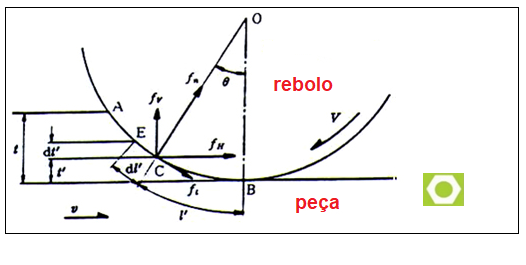
FORÇAS DE RETIFICAÇÃO ATUANDO NOS GRÃOS ABRASIVOS .
Ocorre que, quando se trabalha em baixas velocidades, o rebolo se comportará como macio, fratura, e desprende uma quantidade maior de grãos abrasivos, que irão causar uma distorção ainda maior no perfil da peça em retificação. Porém, a baixa velocidade pode ser uma forma não correta de usinagem, mas é uma maneira de parcialmente contribuir para a não ocorrência da queima por retificação.
Outro fator importante na retificação por crep-feed é o suprimento do fluído de refrigeração, que deve ser em grande quantidade e alta pressão, aplicado diretamente na zona de alta temperatura. Embora muitas vezes exista a impossibilidade de boa refrigeração devido à complexidade da peça, a maneira de se evitar a queima é buscar outras soluções para a refrigeração, que pode ser prática e usual, mas que seja realmente eficiente .
A eficiência do resfriamento depende do poder de resfriamento de fluído, pois na superfície aquecida se transforma em bolhas de vapor, permanecendo em movimento na superfície da peça, impedindo que nova quantidade de fluido exerça o poder de resfriamento, como uma barreira térmica. Com o calor específico criado na zona de retificação a nucleação das bolhas de vapor ocorre a uma temperatura extremamente baixa, e a presença do filme de vapor na superfície do material, pode causar sérios danos.
Para os aços, a temperatura para ocorrência de queima da superfície é em torno de 130ºC, quando da utilização de óleos solúveis em água, e aproximadamente 300ºC, quando na região de alta temperatura, emprega-se óleos de corte. Assim, fica evidente que além da boa refrigeração durante o creep-feed a baixa velocidade de trabalho provoca uma menor distribuição de energia na superfície de contato peça-rebolo, facilitando o controle do processo e evitando danos, se controladas para ótima eficiência.
Na retificação convencional dos aços e mesmo para pequenas taxas de trabalho ocorre queima através da força tangencial de retificação, apesar da presença ou não da refrigeração. A energia de retificação, gerada pelo contato peça e rebolo poderá ser medida pela área de contato e o tempo deste contato, e certamente alcança-se o valor que determina as condições da ocorrência da queima.
Para definir qual a condição para a ocorrência da queima na retificação por creep-feed, é necessário definir a distribuição de energia ao longo do arco de contato e onde as forças estão localizadas. Assim quando surge uma fonte de calor, a temperatura mais alta na superfície de contato, é o local onde a energia da retificação por unidade de área é máxima. O término desta máxima energia pode ser visto na Figura 5, na qual é identificado pelo ponto (A), e o comprimento (l’), é onde o fluxo da energia de contato é máximo .
DRESSAGEM PARA CREEP FEED
Na retificação por creep-feed, a dressagem é importante para possibilitar uma contínua remoção de material e a precisão desejada, mantendo assim afiado o rebolo. Isto pode ser explicado devido a grande quantidade de materiais que podem ser trabalhados por este processo.O desenvolvimento de novas tecnologias ao processo de creep-feed com o uso de rebolos convencionais de óxido de alumínio e carboneto de silício permite altas taxas de remoção de material de forma intermitente.
Embora a dressagem do rebolo possa ser realizada pelo método convencional através da ponta única de diamante ou outros dressadores, a utilizar-se de novas formas de dressamento que eliminam os tempos de preparação e dressagem do rebolo, (MALKIN, 1978).
Isso é possível porque na periferia inversa ao corte do rebolo mantém-se um rolo de diamante giratório que permite o perfilamento contínuo do rebolo, menor que truining, que permite manter afiadas as arestas cortantes do rebolo.
Quando a taxa de remoção de material é alta, e quando ocorre a deformação do rebolo com muita freqüência. Este perfilar reduz as forças de usinagem e permite manter a mesma taxa de remoção da material durante todo o processo. Estando constantemente afiados os grãos abrasivos propagam menores quantidades de calor para o material contribuído assim para o não aparecimento da queima por retificação, (burn) .
Este método requer também um maior controle de sincronismo entre o processo de retificação e a velocidade de perfilamento contínuo do rebolo, onde as variáveis são controladas pela velocidade periférica do rebolo e velocidade da ferramenta dressadora. A dressagem contínua pode ser empregada principalmente para as retificações de mergulho, alcançando excelentes resultados, desde que exista um meio de controle por instrumentos que permitam o controle dos diâmetros envolvidos na operação .
O processo de retificação por creep-feed, requer maiores potências de corte da máquina, alta rigidez de todo o conjunto e, ainda, um sistema ideal automático ou inteligente para monitoramento do processo. O alto desempenho da máquina é para manutenção da precisão do posicionamento, minimização das folgas concordante ou discordante, alta rigidez dos eixos, e alta resistência estática de flexão .
Fonte : por Sérgio Luiz Gâmbio
PROPOSTA DE OTIMIZAÇÃO DE PROCESSO DE FABRICAÇÃO DE PEÇAS CILÍNDRICAS POR MEIO DA TÊMPERA POR RETIFICAÇÃO.
PROGRAMA DE PÓS GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
CINEMÁTICA DE DRESSAGEM COM DRESSADOR DE PONTA ÚNICA
FONTE: (OLIVEIRA, 2001)

Superfície da peça Rebolo
Veja mais:
Influência da Retífica e da Eletro-Erosão na vida útil de Ferramentas