

Qualidade em injeção plástica
Muito se fala em qualidade, mas pouco se investe para atingir este objetivo. O passo mais simples e necessário está na busca do conhecimento, sendo este o menor investimento em termos financeiros, é o que resulta no maior retorno, e sem ele de nada adianta os recursos tecnológicos.
Em muitas de minhas visitas a empresas do setor, tenho observado equipamentos de ponta, com recursos que vão desde um simples escalonamento do perfil de injeção e recalque até controle de qualidade em 6 SIGMA. Contudo os usuários utilizam uma única velocidade de injeção.
Alguns princípios básicos para uma boa peça injetada:
– Ter conhecimento das propriedades físicas e características de processamento (datasheet) do material a ser processado. Sem estes podemos incorrer a erros, pois um mesmo polímero de fornecedores diferentes ou grade diferente terá considerável particularidade em suas propriedades.
– Ajustar o equipamento nas temperaturas adequadas, como temperatura do cilindro e molde pode parecer simples, mas devemos atentar que para uma peça de ciclo rápido buscamos temperaturas mais baixas especialmente no molde, e quando buscamos qualidade, maiores temperaturas vão trazer excelentes resultados.
– Todo o sistema deve estar compreendido no que chamamos de circuito fechado:
* Alimentação de Matéria Prima saindo do desumidificador direto para a unidade de plastificação sem contato com o ambiente ou trajeto por longas distâncias.
* Termo controladores para o molde, pois a temperatura do início do processo até seu término deve ser a menos variável possível.
* Molde de boa qualidade de projeto e construção, com canais de refrigeração otimizados.
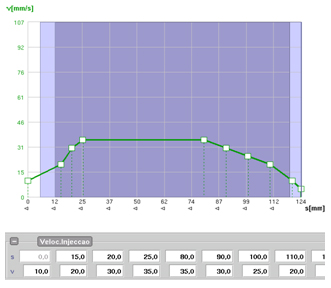
O perfil de dosagem deve ser regulado com velocidades iniciais maiores com queda a medida que o cilindro vai sendo carregado. Assim teremos maior precisão no posicionamento do fuso e repetibilidade no volume de dosagem.
Deve-se regular sempre a menor velocidade dentro do tempo necessário ao resfriamento assim aumentamos a vida útil do cilindro e evitamos degradação da matéria prima.
É muito importante também o controle da contrapressão, esta proporciona maior homogeneização e eliminação de gases, porém também pode ser responsável por degradação, quebra da cadeia molecular, desprendimento de fibras ou outra carga e diminuição da vida útil dos cilindros tanto quanto altas velocidades.
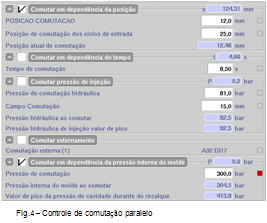
Na injeção devemos utilizar um perfil conforme geometria do produto e tipo de polímero a ser injetado, porém um fato se faz como regra para todos; antes do ponto de comutação é necessário uma desaceleração para maior repetibilidade do ponto de comutação e estabilidade do produto.
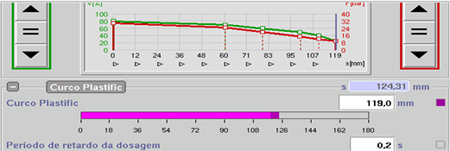
Todo recalque deve ser escalonado decrescentemente (de maior para menor pressão), isto para que, conforme o injetado vá se solidificando evite tensões internas, contudo com cautela, pois quedas bruscas antes do congelamento do gate podem propiciar retorno do material para o cilindro causando reorientação do material.
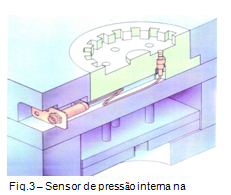
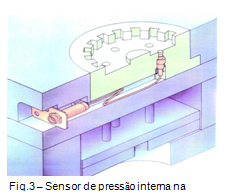
Com todos os recursos básicos já aplicados podemos recorrer ao uso de sensores de pressão interna, estes nos dão uma visão do que está ocorrendo no molde e podemos fazer ajustes com maior clareza e segurança.
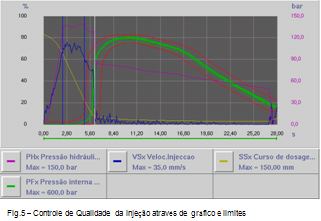
Com estas aplicações podemos atingir excelentes resultados de qualidade e repetibilidade em peças injetadas.A busca de conhecimento e o aperfeiçoamento pela prática devem caminhar juntos e assim os profissionais poderão se destacar no âmbito profissional.
Conhecer como o equipamento funciona, quais são suas características técnicas e recursos, são um diferencial altíssimo.Quantas pessoas você conhece que lêem um manual, muitos não fazem uso deste recurso nem mesmo para solução de problemas quanto mais para adiquirir conhecimento.
Pense nisto e comece a se destacar dos demais, buscando ser um diferencial, aquele que os outros procuram para perguntar para que serve determinada função da máquina e verá o crescimento de sua carreira.
Autor :Celso Roberto Silva
Técnico de Processos