

REPARO POR SOLDAGEM DE MOLDES PARA PLÁSTICOS: ASPECTOS METALÚRGICOS
Os novos materiais para moldes apresentam melhores características de usinabilidade, polibilidade e estabilidade dimensional, além de uma melhor soldabilidade. Entretanto, quando é preciso reparar um molde por soldagem, há que considerar as características do material e seu estado inicial, além do tipo de acabamento superficial que se pretende dar ao molde.
Os moldes para injeção de plásticos com freqüência requerem alguma forma de reparo por soldagem durante a fabricação, seja para corrigir erros na usinagem ou para implementar mudanças no projeto da peça. Apesar de delicados e dispendiosos, os reparos por soldagem se justificam, em razão dos elevados custos de fabricação do componente e a necessidade de rápida disponibilidade do mesmo.
Após realizar a usinagem do molde para atingir a geometria que lhe confira a sua funcionalidade, a superfície da cavidade do molde é submetida a processos de acabamento de modo que as características de textura que ele adquire são aquelas desejadas na peça que vai ser injetada.
Os processos de acabamento utilizados são três: polimento, espelhamento e texturização. Os dois primeiros são feitos mediante abrasivos, enquanto que o último é um ataque realizado com ácido sobre a superfície previamente impregnada com resina de forma seletiva. Com o polimento pretende-se obter uma superfície brilhante, como a requerida para injeção de lentes plásticas. Com a texturização pretende-se gerar um relevo que vai ser transferido à peça plástica.
Para os reparos, geralmente é utilizado o processo TIG, que é um processo de soldagem por fusão com proteção por gás inerte. Nele uma parte do metal de base (MB) é fundido e se mistura com o metal de adição (MA), em uma proporção que é denominada de diluição, formando o metal de solda (MS). Uma parte adjacente do MB sofre aquecimento que o leva a mudar sua microestrutura. Esta é conhecida como a zona afetada pelo calor (ZAC).
Algumas literaturas disponíveis sobre o reparo de moldes abordam somente aspectos das técnicas de soldagem. Em outras, se postulam regras sem considerar o material a que se aplicam, nem seu estado inicial, como por exemplo:
A soldagem de uma superfície a ser texturizada deve ser feita usando metal de adição similar ou com conteúdo de carbono (C) levemente menor que o do MB, e a região soldada deve ficar com dureza similar à do MB. O préaquecimento ao redor da área ajuda a minimizar as diferenças de dureza entre oMB e oMS.
Quando o molde vai ser submetido a texturização, além de utilizar metais de adição especificamente recomendados pelos fabricantes, devem ser seguidos procedimentos de soldagem apropriados para o material em particular, com o intuito de minimizar as variações na composição química e/ou dureza.
Segundo Thompson [1], na texturização alguns materiais são mais resistentes ao ataque do que outros, devido às diferenças na composição química, pelo que se deve escolher um MA de composição similar à do MB. A microestrutura também influi: quanto mais dura, maior será a resistência à ação do ácido.
ESTUDO DE CASO
Para apresentar a estratégia de abordagem do problema, serão analisados os resultados experimentais obtidos ao soldar dois materiais largamente utilizados para a fabricação de moldes: o P20 e o VP50IM, que são aços Cr-Ni-Mo fabricados por desgaseificação à vácuo.
O P20 é um aço temperável, que é fornecido no estado temperado e revenido, com dureza na faixa de 30-34 HRC.
O VP50IM é um aço endurecível por precipitação, desenvolvido pela Villares Metals [4]. É fornecido no estado solubilizado, com dureza na faixa 30-35 HRC. Para aumentar sua resistência deve ser submetido a tratamento térmico de envelhecimento a 500 C.
Para a soldagem do aço VP50IM foram utilizados dois tipos de metais de adição:
• Similar;
• Dissimilar: o AWS A5.28-96 ER 80S-B6, que é um aço 5Cr-0,5Mo o
utilizado na soldagem de aços que trabalham em altas temperaturas e em atmosferas contendo hidrogênio (H).
Para a soldagem do aço P20 foi utilizado um metal de adição dissimilar, o AWS A5.28-96 ER 80S-B2, que é umaço ao Cr-Mo utilizado na soldagem de aços de caldeiras, vasos de pressão e tubulações que trabalham a alta temperatura.
Na Tabela 1 são mostradas as composições químicas dos materiais de base e de adição mencionados acima, e os correspondentes valores de carbono equivalente, que é um indicador da temperabilidade do material.
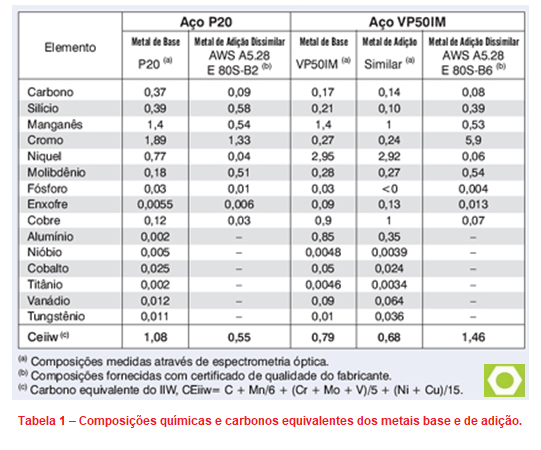
Quanto ao MA utilizado para soldar o aço P20, pode ser observado que possui uma menor temperabilidade e menor teor de carbono que o MB. Isso reduz a probabilidade de formar trincas a frio. O MA dissimilar, utilizado para soldar o aço VP50IM apresenta um carbono equivalente maior, o que é compensado mediante a redução do teor de carbono, de modo a reduzir a fragilidade da martensita formada e, assim, a probabilidade de trincas. Por outro lado, o MA apresenta um menor teor de enxofre (S), o que pode prejudicar a sua usinabilidade.
Enquanto que para o polimento das amostras soldadas em aço VP50IM foi possível usar lixas, no aço P20 o uso das mesmas resultava em remoção não uniforme de material nas três regiões da solda, devido a dureza muito maior da ZAC (650 HV) em relação ao MB (300 HV). Portanto, optou-se por fazer o polimento com pedras abrasivas que, por serem rígidas, permitiram obter superfícies sem relevos.
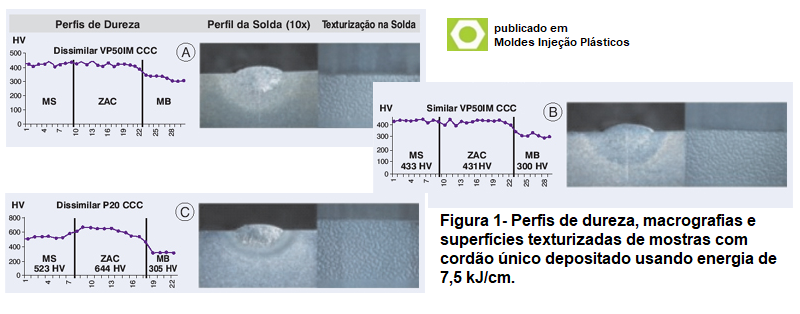
Nos gráficos da Figura 1 pode ser constatado que nas soldas em aço VP50IM, qualquer que fosse o metal de adição (similar ou dissimilar), a ZAC e o MS apresentaram dureza similar (430 HV), um pouco maior que a do MB.
Ainda na Figura 1 é possível constatar que nas soldas em aço P20 a região de maior dureza é a ZAC (650 HV), devido a retêmpera produzida durante a soldagem. Embora no MS a microestrutura obtida consista em martensita, devido a mesma conter um menor teor de carbono que o MB, resultou emdureza similar a deste (450 HV).
Em função disso, no caso do aço P20, as elevadas diferenças de dureza entre MS, ZAC eMB dificultam o polimento, exigindo que fosse feito com pedra abrasiva. Para o espelhamento, tornou-se necessário o uso de feltros mais rígidos, que ao conservar a sua forma, permitiam a remoção uniforme nas regiões da solda e o MB.
Para uniformizar a dureza, pode ser realizado um tratamento térmico.
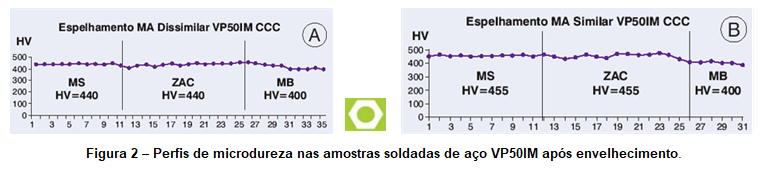
Ao comparar as Figuras 1 e 2 pode ser constatado que, no caso do aço VP50IM, o tratamento de envelhecimento a 500 ºC diminuiu as diferenças de dureza entre o MS e MB (em torno de 50 HV) com relação às observadas antes do tratamento (130 HV).
Entretanto, mesmo que as diferenças de dureza entre o MS e MB fossem praticamente iguais (55 HV e 40 HV para os MA similar e dissimilar, respectivamente), ao realizar o espelhamento na solda com MA dissimilar foi percebido um degrau entre o MS e a ZAC, o que pode ser atribuído ao menor teor de enxofre do MA, que provoca redução da taxa de desgaste.
Algumas amostras soldadas foram submetidas a texturização após o polimento. Além do exame visual, para avaliação foram
realizados os perfis de rugosidade (Figura 3). Pode-se observar que na solda em aço VP50IM (grá-fico ) a textura foi uniforme. Pelo contrário, na solda em aço P20 (grá-fico ) o MB foi mais atacado pelo ácido do que oMS e ZAC (as distâncias picovale são maiores no MB).
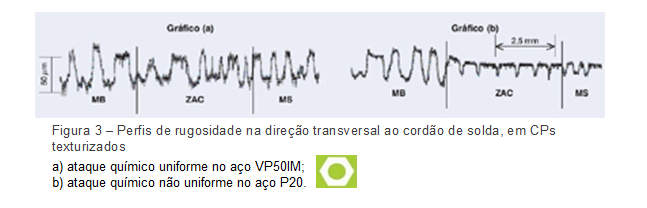
Ou seja, no aço VP50IM, o ataque foi uniforme, apesar de que o MS e ZAC apresentaram dureza maior que a do MB (ao redor de 400 HV e 300 HV, respectivamente). No aço P20, mesmo a ZAC sendo mais dura que o MS, a textura foi similar.
Para tentar explicar isso, lembramos que o aço P20 é fornecido no estado temperado e revenido. Ao sofrer um ciclo térmico de soldagem, o material tempera totalmente (a dureza de 600 HV corresponde à da martensita contendo 0,37 %C) e torna-se mais resistente ao ataque.
Significa que a profundidade da textura não tem relação direta com a dureza do material, como afirmam alguns autores citados no início deste texto [1, 2 e 3]. A uniformidade na textura não depende da dureza, mas da composição química local e o estado dos elementos de liga (em solução sólida ou na forma de precipitados).
De forma similar, a uniformidade no espelhamento não depende exclusivamente da dureza. Nas soldas em aço VP 50IM, o MS contendo um menor teor de enxofre sofreu menor desgaste pelo abrasivo, deixando um degrau visível.
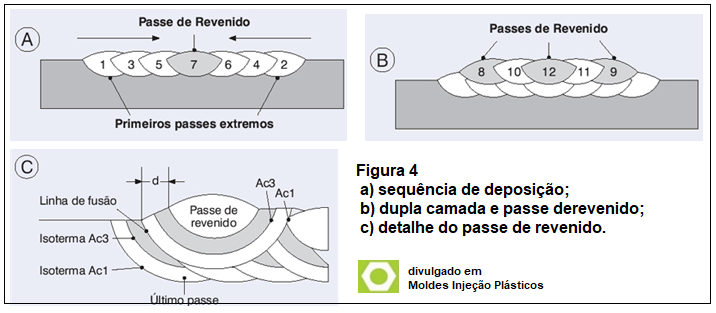
Nas soldas em aço P20, no MS e ZAC tem-se o material no estado temperado, com a martensita supersaturada em carbono e outros elementos de liga. No MB, devido ao tratamento prévio de revenido, houve a formação de carbonetos. Em função disso, para obter uniformidade na superfície texturizada, seria necessário promover o revenimento do MS e ZAC, o que poderia ser feito mediante um tratamento térmico convencional (com efeitos negativos sobre o acabamento superficial e a estabilidade dimensional) ou, então, mediante as técnicas de soldagem da dupla camada e do passe de revenido [5].
segunda camada (Figura 4-b) devem ser depositados com uma energia tal que produzam o aquecimento da ZAC formada na primeira camada a temperaturas logo abaixo de Ac1 (Figura 4-c). Além disso, os cordões dos extremos da segunda camada (8 e 9) devem ser posicionados de forma a revenir as ZACs formadas pelos passes 1 e 2. Para que isto seja conseguido, a distância entre os pés dos cordões deve ser mantida num valor que é função da energia de soldagem (Figura 4-c).
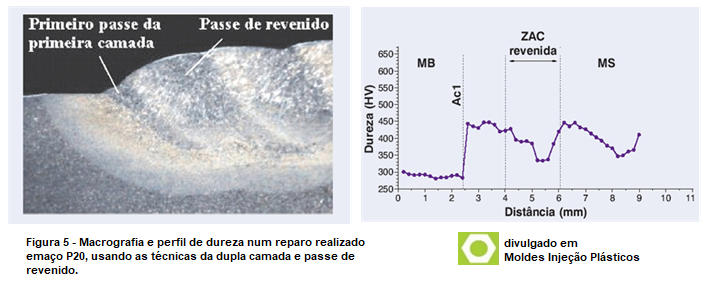
Na Figura 5 é mostrada uma macrografia de um extremo da cavidade reparada em aço P20 e o respectivo perfil de dureza, medido junto à superfície original da peça. Pode-se observar que a dureza ficou sempre abaixo de 450 HV, o que significa que houve revenido da ZAC, deixando-a numa condição similar à que apresentava originalmente o MB.
Autores:
CARLOS ENRIQUE NIÑO BOHÓRQUEZ
WILSON TAFUR PRECIADO
Fonte: Revista Ferramental