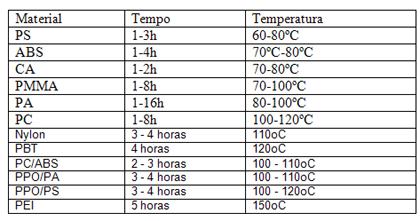
Veja tabela com materiais e tempos
Secagem de materiais plásticos
Em condições ideais de armazenagem, todo material deve apresentar baixo grau de umidade no entanto, se o mesmo for estocado em ambientes úmidos, ou quando a atmosfera do ambiente de trabalho apresentar se úmido, poderá ocorrer condensação de umidade na superfície dos grânulos.
Em sua maioria os termoplásticos absorvem a umidade da atmosfera e dependendo do tipo de resina, as quantidades absorvidas podem ser maiores ou menores. A presença de umidade nos grânulos, mesmo que seja apenas vapor de água condensado sobre a superfície, pode causar sérios problemas em peças moldadas com polímeros de engenharia.
Muitos efeitos indesejáveis podem ocorrer, incluindo problemas de processamento, defeitos visuais ou queda nas propriedades mecânicas das peças injetadas. Em algumas ocasiões, é possível determinar a presença de umidade meramente com uma inspeção visual. Em resumo a umidade provoca a degradação da resina polimérica resultando em perdas de propriedades físicas e prejudicando o acabamento superficial.
Os problemas mais comuns causados pela presença de umidade nestes materiais poliméricos são peças com bolhas de ar e manchas causadas pela queima devido a alta temperatura dos vapores de água. Além disso ainda tem o risco do operador sofrer queimaduras no momento da regulagem e operação da máquina. O ABS e o PA 6.6 são materiais que podem sofrer este tipo de problema. Já o PE, PP e o PS não absorvem umidade, e portanto não necessitam da operação de desumidificação.
A degradação polimérica é mais conhecida como hidrólise e resulta no rompimento da cadeia polimérica devido à reação química com a molécula de água e ocorre nos materiais que tem baixa resistência à hidrólise. Tal reação é estimulada pela energia provinda das mantas elétricas da injetora. Para a obtenção de peças de boa qualidade é importante submeter a matéria-prima a um processo de secagem prévia ao processo de injeção.
A secagem prévia da matéria-prima é sempre recomendado e tem ainda a vantagem de pré aquecer o polímero possibilitando manter uma temperatura de plastificação mais uniforme ,reduzindo as chances do aparecimento de pontos de superaquecimento no cilindro e permitindo ciclos mais rápidos. A presença da umidade pode causar dependendo do grau, manchas, micas, escamas e até bolhas. Poderá ocorrer condensação de umidade se o mesmo for estocado em ambiente úmido ou até se o ambiente do local de trabalho for excessivamente úmido.
Em função de ciclos mais rápidos a secagem contribui para o pré-aquecimento da matéria-prima dando possibilidade de uma uniformidade na temperatura de plastificação e ainda reduzindo as possibilidades de pontos de superaquecimento no cilindro.
Na operação de secagem, tempo ou temperatura acima do recomendado podem provocar a degradação da resina e os mesmos parâmetros, abaixo do recomendado, não serão suficientes para eliminar a umidades dos grânulos. É importante ter a ficha técnica do material a ser injetado para consulta. A maioria dos polímeros de engenharia requerem que o nível de umidade nos grânulos seja inferior a um determinado nível de referência para poderem ser processados. A necessidade de secagem depende principalmente de o quanto sensíveis à água são as matérias-primas. Naturalmente, o conteúdo de umidade do material quando expedido, o tipo de embalagem e o período de estocagem são também importantes critérios.
O pré aquecimento é especialmente vantajoso naqueles casos em que o peso da peça a ser injetada ultrapassa 70 % da capacidade teórica da máquina. O processo de desumidificação pode ser realizado por estufas de ar circulante (forno comum), secador de ar forçado e desumidificadores.

Polímeros
Condições de secagem
Para se obter peças de qualidade, é importante seguir procedimentos de secagem corretos. Secadores de ar quente de vários tipos não são adequados para secagem de poliésteres. Para tanto, é necessário a utilização de secadores – desumificadores .
Apenas estes equipamentos podem garantir uma secagem constante e adequada, independente das condições climáticas. Além de manter uma temperatura correta de secagem, é importante assegurar que o ponto de orvalho do ar permaneça abaixo de –20° C. Quando operando em instalações com múltiplos containers, com diferentes níveis de alimentação e de densidade aparente, é importante assegurar que haja vazão de ar suficiente para cada container.
Medindo a Quantidade de Umidade
A umidade nos grânulos pode ser medida com sistemas disponíveis no mercado. Para eliminar fontes de erro, a amostra deve ser pega da parte inferior do funil e armazenada em uma embalagem apropriada. Sachês especiais de PE e alumínio seláveis a quente, assim como embalagens de vidro de laboratório, que podem ser hermeticamente seladas, são recomendadas.
Citamos como exemplo, o Medidor de Umidade Móvel para Plástico AQUATRAC® 3E da TECHNOSERVICE
Sabemos que a quantidade de água em materiais plásticos de Alta Tecnologia exerce uma grande influência na qualidade do produto acabado e a medição, ou teste deve ser feito de maneira confiável em um instrumento que tenha um procedimento simples para isto.
Este medidor é o resultado de um contínuo aperfeiçoamento e presente no mercado há 25 anos. Primeiramente desenvolvido para a indústria de processamento de plástico, o equipamento mede a umidade contida em sólidos granulados. É robusto, compacto e facilmente transportado graças à sua mobilidade podendo ser utilizado diretamente na área de produção, por exemplo para verificar granulados que entram na fábrica, monitorar e otimizar o processo de secagem dos granulados, medir os granulados já na saída da máquina, fazer medições de produtos acabados como por exemplo após o condicionamento e ainda fazer medições em laboratório, dependendo da necessidade.
Como o princípio de funcionamento é um método absolutamente químico, não é necessária uma calibração para cada substância diferente testada. O HD interno armazena até 500 leituras. Possui um extenso banco de dados de produtos com os ajustes padrão de densidade e temperatura de medição. Isto permite que medições sejam feitas rapidamente, sem a necessidade de entrar com parâmetros a cada vez. O banco de dados pode ser expandido ou atualizado a qualquer momento, assegurando uma combinação perfeita para necessidades individuais de clientes para aplicações com termoplásticos, duroplásticos e elastômeros.

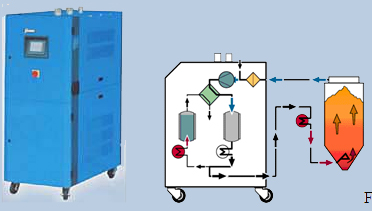
Desumidificadores
São mais eficientes do que as estufas de bandeja, pois o ar usado permanece no circuito fechado e passa por uma pré-secagem em peneira molecular antes de entrar em contato com o plástico.
São utilizados para secagem de plásticos de engenharia como as poliamidas, o policarbonato, o Pet e outros materiais altamente higroscópicos.
De custo relativamente alto, basicamente é composto por um silo onde o material a ser seco é armazenado com células desumidificadoras que retiram a umidade do ar e um aquecedor é responsável pelo aquecimento do ar já seco que irá circular nos grânulos da resina e retirar a umidade da mesma.
Este equipamento retira a umidade do ar antes que este seja aquecido e insuflado no silo, ou seja, o ar quente que entra em contato com a resina está seco possuindo portanto, melhor eficiência na secagem. Útil em casos onde há necessidade de secar grandes volumes de matérias e ideal para resinas com baixa resistência a hidrólise. Sempre que o nível do funil da máquina cai abaixo de um determinado limite, automaticamente é transportado o material do silo para o funil da máquina.
Devido a esta característica, deve-se prever a capacidade do silo de modo a se obter tempo de residência entre 3 e 4 horas, dependendo da matéria-prima a ser seco. A complexibilidade da operação de secagem está diretamente relacionada à hidroscopicidade e a resistência à hidrólise da resina. Com o intuito de evitar a reabsorção da umidade, o funil da injetora deve permanecer fechado e aquecido .Por exemplo, se uma injetora consome 100 Kg de Nylon por hora (tempo de secagem: 4 horas), a capacidade do silo do desumidificador deve ser de 400 Kg. Mantendo o equipamento limpo não há o risco de contaminação por materiais estranhos. A criticidade da operação de secagem está diretamente relacionada à higroscopicidade e a resistência à hidrolise da resina.
Por exemplo, o PPO/PS além de possuir a menor absorção de água dentre todos os plásticos de engenharia, também possui alta resistência à hidrólise, portanto sua secagem só se faz necessária quando se necessita bom acabamento superficial das peças injetadas, pois não há prejuízo das propriedades mecânicas do material. Quando esta operação é necessária, pode ser efetuada em estufa de ar circulante. As resinas de PBT, PC, ABS, Nylon 6 e Nylon 66, não têm a mesma característica do PPO/PS, possuindo inferior resistência à hidrólise, sendo necessário maiores tempos e temperaturas de secagem, bem como a utilização de desumidificadores.
Funcionamento
Secador de ar forçado:
Este equipamento é composto por um aquecedor elétrico que eleva a temperatura do ar. O ar ambiente é aquecido e insuflado na parte inferior e retirando a umidade dos mesmos. Este equipamento aquece o ar nas condições de umidade ambiental, não possuindo, portanto, alta capacidade de retirar a umidade contida nos grânulos. É indicado para materiais com boa resistência à hidrólise. Além do baixo custo o equipamento possui capacidade de secar grande quantidade de material e se estiver limpo, não há risco de contaminação por outros materiais;

Estufas de ar circulante (bandeja)
É composto de um forno com vários bandejas que ficam dispostas umas sobre as outras de modo que o ar quente circule e seque o material depositado dentro das bandejas. Este equipamento é ideal para secar materiais que não são muito sensíveis à hidrólise e citamos como exemplo o polipropileno, polietileno e poliestireno e indicado somente se deseja secar pequenas quantidades de material. Uma estufa de tamanho médio tem capacidade para 25kg de granulados.
Devido à secagem irregular dos grânulos, estes devem ser distribuídos uniformemente na bandeja, e a camada não devem ultrapassar 3,0 cm de altura para não comprometer o material que está no fundo. É recomendável que a camada seja remexida periodicamente durante a estufagem. A distância entra as bandejas deve ser no mínimo de 5,0 cm a fim de garantir a livre circulação do ar quente. O tempo de secagem depende do tipo de material e deve ser misturado a cada 30 ou 60 minutos para que seque de maneira uniforme. Um equipamento que possibilita baixo custo e permite a secagem de materiais diferentes, ao mesmo tempo
Por utilizar ar quente com umidade ambiental, a capacidade de retirar umidade dos grânulos não é alta, não sendo recomendado para materiais com baixa resistência à hidrólise como o PBT, PC, ABS etc. Oferece ainda risco de contaminação com materiais de bandejas diferentes e não permite a secagem de grande quantidade de material.
Estufas de ar circulante:

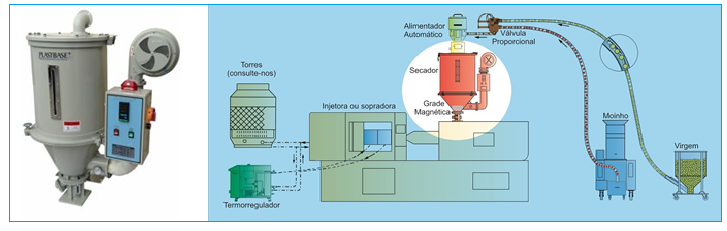
Funil aquecedor secador de polímeros
Faz o pré-aquecimento do material, assim como, mantém a secagem no ponto que foi anteriormente determinado. Um ventilador modelo apropriado produz a coluna de ar aquecida que atravessa pequenos orifícios, colidindo diretamente com o polímero. Esta coluna de ar percorre um circuito, praticamente fechado, onde o ar aquecido é expelido junto com a umidade nele contida e portanto, quanto maior o tempo de exposição, maior será a secagem.
Injeção da matéria-prima sem pré-secagem
Em consequência dos tempos limitados de secagem e do grau de eficiência desejável, estes equipamentos de secagem podem ser considerados às vezes caros. Estes equipamentos são dispensados no uso de injeção com equipamento de desgaseificação onde podem se fabricar peças moldadas pobres em umidade. Para se alcançar um bom efeito de desgaseificação é necessário regular o número de rotação da rosca, de tal modo que o processo de plastificação termine durante o tempo de resfriamento.
Quanto mais lento se der as rotações da rosca, melhor será o efeito de desgaseificação. Com o uso do cilindro de plastificação com desgaseificação podem ser plastificados os materiais higroscópicos, mesmo sem pré-secagem.
A tabela a seguir mostra algumas das condições de tempo para pré-secagem ideais em plásticos de engenharia.
Veja tabelas com valores aplicados na injeção plástica
Fonte pesquisa: Apostila Ciesp Moldes Injeção / e Wikipédia .
Publicação Autorizada ao Portal Moldes Injeção Plásticos
Hamilton Nunes da Costa
Matrizeiro Especializado em Moldes
Técnico mecânico
CREA 126.785