
Sistemas de refrigeração para moldes de injeção de termoplásticos
A refrigeração de um molde é uma das etapas mais importantes para a qualidade da peça injetada e para determinação do tempo de ciclo. Portanto, o conhecimento profundo das técnicas e configurações de sistemas de refrigeração permite reduzir o custo da peça produzida e obtê-la com a qualidade desejada.
O uso de materiais poliméricos no processo de moldagem de componentes plásticos tem sido cada vez mais difundido e aplicado nos mais variados setores da economia mundial, como o automobilístico, eletro-eletrônicos, eletrodomésticos, brinquedos, equipamentos cirúrgicos, embalagens, construção civil, alimentícios entre outros.
A realidade das indústrias que circundam esse mercado baseia-se, cada vez mais, na agressividade dos padrões requeridos, que traduz em maior competitividade diante de um mercado globalizado, onde produtos com qualidade e custos finais reduzidos encontram-se como pré-requisitos.
Diante desse mercado, o prazo de entrega é o grande diferencial na manutenção do sucesso. Para tanto, as indústrias apresentam esforços constantes na busca de técnicas e processos que levem à produção eficiente dos componentes injetados.
Nesse panorama, encontram-se inseridas as indústrias fabricantes de moldes de injeção (ferramentarias). Considerando-se o molde de injeção como parte integrante do ciclo de desenvolvimento dos componentes à base de polímeros, torna-se evidente que as ferramentarias exercem papel fundamental no processo, pois são elas as responsáveis pelo desenvolvimento do molde, por sua vez, é determinante na qualidade do produto, nos tempos de produção e, consequentemente, no custo final de produção.
O molde de injeção constitui um tipo de produto com especificações e restrições definidas, o qual contempla uma grande carga tecnológica, devido às exigências de menores prazos de fornecimento (Salvador et al, 2007).
Contudo, indústrias envolvidas na fabricação dos moldes, através de seus departamentos de engenharia (setor de projetos), buscam manterem-se competitivas atendendo às demandas e exigências desse mercado, cada vez mais disputado e em franca ascensão.
Um projeto cuidadoso de um ferramental (molde de injeção) é a principal atividade para se garantir um alto nível de produção com baixa manutenção, e para tanto, há necessidade de serem observados todos os fatores técnicos envolvidos durante o processo de desenvolvimento do projeto deste ferramental, a fim de que as possibilidades de falhas possam ser minimizadas (Harada, 2006).
Os fatores técnicos são, por exemplo:
• No produto moldado: os materiais, a contração a geometria da peça, sua aplicação, entre outros.
• No ferramental: as soluções de projeto como a linha de abertura do molde, ponto de injeção, o sistema de extração, o sistema refrigeração, entre outros.
• No processo produtivo: número de ciclos desejados, tempo de ciclo, temperaturas de injeção e extração, entre outros.
Um projeto bem dimensionado do produto a ser moldado (peça), o desenvolvimento e projeto do molde a ser construído (molde) e a determinação do processo mais adequado (produção), como pode ser acompanhado na figura 1, são fatores decisivos para a qualidade, tempo de ciclo e custos associados ao componente injetado em polímeros (Steinko, 2004).
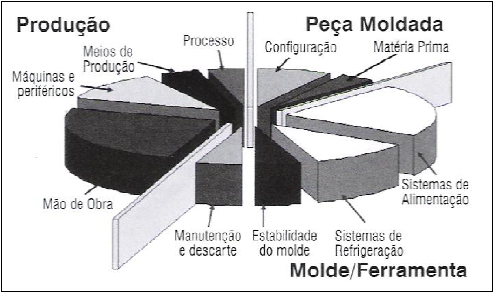
Figura 1 – Fatores que influenciam decisivamente na qualidade do produto moldado.
Analisando-se os elementos apresentados na figura 1, verifica-se que, com relação à peça moldada, necessita-se observar fatores como: a configuração da peça moldada e o material envolvido no molde. Quando se trata do molde é preciso observar fatores tais como: manutenção e desgaste; estabilidade do molde; configuração dos canais de alimentação, sistemas de canais a quente e os sistemas de refrigeração, fatores que influencia decisivamente na qualidade da peça. Na produção verificam-se aspectos referentes à mão-de-obra, máquinas e periféricos, meios de produção e processo.
Diante do contexto apresentado, verificou-se a oportunidade de contribuir para o processo de projeto do molde de injeção aplicados na obtenção de peças à base de polímeros, seja na questão acadêmica, que prepara novos profissionais para o mercado de trabalho, seja no processo adotado pelas ferramentarias e escritórios de projetos.
O aumento na internacionalização dos mercados e de uma economia globalizada tem favorecido a crescente procura por produtos e serviços mais eficientes. Produtos que ofereçam soluções inovadoras, com maior qualidade, menor custo em tempo adequado de execução, procurando ao máximo atender, e até mesmo superar, as expectativas desse mercado cada vez mais exigente e competitivo, constituído por consumidores cada vez mais conscientes de suas necessidades.
Diante desse contexto, inserem-se as empresas brasileiras, que participam desse seleto grupo de empresas que atuam no mercado de desenvolvimento e projetos de moldes de injeção para polímeros que, ao longo dos anos, vêm perdendo sua competitividade para o mercado externo, para países como Estados Unidos, França, Itália, Portugal, Espanha, Coréia, Taiwan, Singapura e mais recentemente China. Tais perdas podem estar associadas à baixa capacidade das empresas brasileiras de acompanharem os desenvolvimentos ocorridos junto ao setor internacional, além da incapacidade de desenvolver alguns tipos de projetos, e o prolongado tempo na execução do molde, consequentemente, a demora a alguns casos ou mesmo o atraso na entrega.
São vários os pesquisadores que, através de suas pesquisas com relação ao projeto de produtos à base de polímeros e da ferramenta de produção, molde de injeção, buscam reverter o quadro apresentado. Percebe-se, nos estudos apresentados, que há uma abordagem de forma abrangente, no que se refere ao projeto do molde em si, mas, os sistemas que o compõem, como o de alimentação, extração e principalmente o de refrigeração são abordados de uma forma supercial.
Verifica-se que os sistemas (alimentação, extração e refrigeração) encontram-se relacionados a funções distintas no molde (Menges, 1993; Rees, 1995 e Harada, 2006).
Diante do fato, pode-se afirmar que cada sistema apresentado provém de um projeto individual, assim compondo o projeto do molde. Importante ressaltar que os desenvolvimentos dos projetos dos sistemas não devem ocorrer separadamente, pois existe uma forte interação entre os mesmos.
Esses sistemas necessitam ser desenvolvidos de forma a apresentar resultados, no mínimo satisfatórios durante sua atuação no processo produtivo. Quanto ao desenvolvimento e projeto desses sistemas, verifica-se que sua abordagem é realizada de forma abrangente, podendo assim, caracterizar um dos fatores que corroboram na ineficiência produtiva do molde de injeção.
Como exemplos citam-se os sistemas de refrigeração, cuja importância pode ser verificada durante o try-out ou mesmo durante o processo de produção do componente injetado. Caso o projeto do sistema não seja adequado, com certeza tal fato contribuirá para a ocorrência de problemas quanto à qualidade do componente injetado, o aumento no tempo do ciclo de injeção e, consequentemente, nos custos de produção, situação indesejável no processo produtivo. Esse panorama leva, em muitas situações, à necessidade de se retrabalhar o molde, desde o projeto até sua concepção.
O desempenho térmico do molde de injeção para termoplásticos, determinado através do sistema de refrigeração, tem influência direta nas propriedades e nos defeitos aparentes no produto e na produtividade dessas ferramentas (Menges, 1993; Rees, 1995; Brito et al, 2002 e Harada, 2006).
No mínimo 60% dos defeitos aparentes (distorção de formato, variações dimensionais, formação de rebarbas e defeitos superficiais), a princípio, têm sua causa na configuração térmica heterogênica do molde, ou seja, podem estar relacionados com o desenvolvimento e projeto incorreto ou ainda com a escolha do sistema de refrigeração inadequado (Steinko, 2004).
Os projetos dos sistemas de refrigeração aplicados ao molde de injeção, normalmente costumam estar situados onde há espaço disponível para eles e não onde realmente são necessários (Stitz et al, 2002).
Outro dado a ser considerado é o fato dos sistemas de refrigeração serem, na maioria das situações, projetados de forma intuitiva, tentativa e erro, por similaridade de moldes existentes ou ainda baseados na própria experiência do projetista. Fato levantado durante a pesquisa realizada junto aos profissionais da área, mostrado em detalhes no apêndice A, levantamento das práticas adotadas no projeto do sistema de refrigeração de moldes para injeção de polímeros e que o Portal do Moldes gostaria de destacar .
Quanto à expressão “experiência profissional”, há necessidade de se tomar cuidado, considerando-se que a palavra “experiência” deriva do conceito de desenvolvimento empírico, “Galileu e Bacon, século XVII), considerada como uma doutrina e afirma que a única fonte do conhecimento é a experiência, ou seja, todo conhecimento somente é obtido por experimentação (experimentar = montar, construir, testar, medir, etc.).
Um trabalho intuitivo conhecido por heurístico deve ser cuidadosamente manejado, visando ao seu uso de maneira eficiente, pois sua aplicação, durante o início do desenvolvimento do projeto, quando ainda não se possuem dados suficientes para uma análise crítica da situação, pode direcionar inadequadamente os esforços do projetista e de sua equipe, podendo frustrar os resultados e desperdiçar recursos materiais e humanos (Baxter, 1998).
Perante esse cenário, constata-se que as dificuldades durante o processo de projeto do sistema de refrigeração do molde de injeção, são oriundas, em parte, da falta de organização, armazenamento e otimização das informações inerentes à atividade proposta. Outro fato a ser considerado é que poucos especialistas detêm esse conhecimento, podendo criar uma dependência acentuada da empresa em relação ao mesmo.
SISTEMAS DE REFRIGERAÇÃO
As operações que envolvem o processo de moldagem por injeção, também conhecidas pela expressão ciclo de moldagem, são determinadas pela soma de todos os tempos que compreendem todas as etapas do ciclo: desde o fechamento do molde, a injeção, o recalque, a plastificação, o resfriamento, a abertura do molde e a extração do produto, finalizando com o molde aberto, assim possibilitando, na sequência, o início de um novo ciclo. (Blass, 1988; Rees, 1995; Malloy, 2000 e Harada, 2004).

Figura 2 – Diagrama do fluxo de moldagem
Na figura 2 encontra-se representado um diagrama com a sequência e a duração relativa de cada fase que compreende o ciclo. É possível perceber que o tempo de resfriamento representa a maior parcela do ciclo, tornando-se um dos sistemas mais críticos a serem projetados durante o projeto de um molde.
O sistema de refrigeração do molde permite consolidar a fase de refrigeração (dissipação de calor da massa moldada) que se encontra inserida no ciclo de injeção de uma peça ou de um conjunto de peças -figura 3 .
O processo de refrigeração do molde de injeção tem como finalidade diminuir de forma homogênea, rápida e constante, a temperatura da peça moldada até que atinja seu estado sólido. O processo que envolve a fase de refrigeração do molde depende: da temperatura externa da superfície do molde, do ambiente que circunda o molde, das condições do fluído refrigerante, do material do molde e do material a ser injetado. Há situações em que se torna necessário o pré-aquecimento do molde, em função do tipo de material a ser injetado, como: injeção de peças transparentes em policarbonato (PC), nylon ou poliamida (PA) e policetato (PVA), por exemplo.
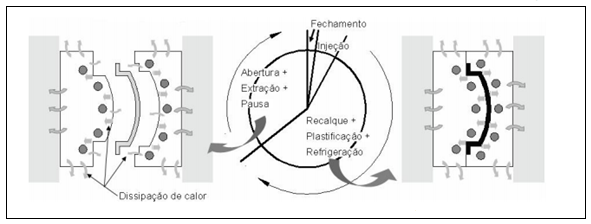
Figura 3 – Ciclo de injeção e dissipação de calor.
O controle da velocidade com que ocorre o resfriamento do componente é de suma importância, pois permitirá condições adequadas ao fluxo do material do interior do molde, garantindo o resfriamento do componente moldado. Em conseqüência, obtém-se o aumento na produtividade em função da redução do tempo do ciclo de injeção, a eliminação de defeitos aparentes e a manutenção das propriedades da matéria-prima usada para formação do componente.
A velocidade de refrigeração (troca de calor) do molde é um fator decisivo no desempenho econômico de um molde de injeção, pois define as propriedades da peça e influencia diretamente no tempo do ciclo de injeção (Menges, 1993. Rees, 1995; Brito et al, 2002 e Harada, 2004).
Há possibilidade de ocorrência de temperaturas desiguais entre as placas do molde (Rees, 1995). Essa diferença pode criar deformações nos produtos em função de uma placa quente em relação à placa fria. Esse diferença de temperatura entre as placas fixadas uma à outra, também gera consideráveis forças nas próprias placas, no sistema de alinhamento, nas guias do molde e nos extratores, que geram desalinhamento na estrutura do molde, necessitando assim, um método mais eficiente de alinhamento.
O sistema de refrigeração tem como principal função o controle da temperatura do molde. Portanto a diferença de temperatura entra as superfícies da cavidade do molde deve encontrar-se entre 2º e 5º C. Nesses parâmetros, a refrigeração do molde torna-se eficiente, possibilitando a redução ou eliminação de possíveis tensões residuais termo-induzidas, provenientes do resfriamento desbalanceado. (Menges, 1993; Harada, 2004).

Figura 4 – Mecanismo da distorção geométrica causado por resfriamento desbalanceado (C-Mold Design Guide, 2000)
Nas figuras 4A e 4B, respectivamente, podem ser observados com maiores detalhes os efeitos do processo de resfriamento balanceado e desbalanceado.
A figura 4A apresenta um exemplo de sistema de refrigeração balanceado e eficiente, que proporciona condições adequadas ao fluxo do material no interior das cavidades e garante o resfriamento heterogêneo da peça até atingir seu estado sólido, permitindo que seja extraída sem que apresentem distorções. Já na figura 4B verifica-se uma peça com distorções aparentes, que se dá em função da ineficiência do projeto do sistema de refrigeração, onde se observa a má distribuição do mesmo, fato que não possibilita a obtenção de uma peça livre das tensões residuais termo-induzidas, originando peças com defeitos.
A complexidade relativa ao desenvolvimento e projeto de um sistema de refrigeração eficiente, direciona os projetistas a observarem alguns aspectos que influenciam diretamente no processo de refrigeração, tais como (Provenza, 1993. Menges, 1993; Rees, 1995; Sors, 1995; Stitz et al, 2002; Harada, 2004 e Brito et al, 2004):
• O tipo de polímero e a temperatura de processamento;
• A temperatura do molde;
• As condições do fluido refrigerante;
• O espaço disponível no molde;
• A forma (perfil) da peça;
• O grau de condutividade térmica dos materiais aplicados junto às cavidades;
• A entrada do canal de refrigeração próximo ao bico de injeção, pois é a região de maior acúmulo de calor;
• O dimensionamento e localização adequada dos sistemas aplicados ao molde;
• As regulagens de parâmetros de processo; e
• O acabamento superficial do molde e do produto que se deseja alcançar.
Ainda sob o ponto de vista destes autores, em função das características do produto e da configuração do mole, diferentes mecanismos e sistemas de refrigeração poderão ser empregados na refrigeração do molde.
O calor conduzido para dentro da cavidade do molde pelo material fundido (Qpi) necessita ser extraído (figura 5), assegurando-se, dessa forma, a solidificação do fundido, levando-o a assumir o perfil da cavidade do molde e, posteriormente, possibilitando ação de sistemas de extração sobre esse produto moldado, sucedendo-se a sua remoção das cavidades, sem que haja danos ao mesmo.
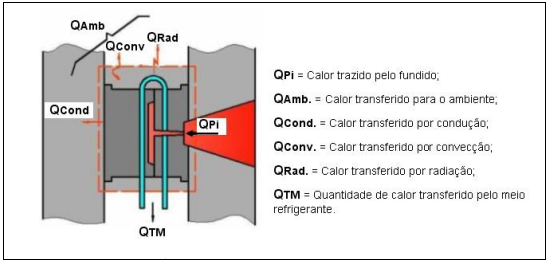
Figura 5 – Transferência de calor em um molde(Brito et a l, 2004)
Em um processo de moldagem por injeção, verificam-se três formas distintas para a transferência de calor do material fundido para as placas do molde e desta para o ambiente externo, conforme ilustrado na figura 5.
• Convecçao¹ (Qconv) – A convecção pode se dar de duas formas. A primeira através da convecção natural da superfície do molde com o ambiente que o circunda (Qamb) durante todo o processo de injeção e a segunda através da convecção forçada, quando se bombeia o fluído refrigerante pelos canais de refrigeração (QTM) ou mesmo, por resfriamento através do spro de ar no molde aberto;
• Condução² (Qcond) – ocorre na transmissão do calor do polímero fundido, através dos componentes do molde, chegando aos canais de refrigeração; e
• Radiação³ (Qrad) – o calor tranferido por radiação ocorre do molde para o ambiente que o circunda (Qamb).
Para que o sistema de refrigeração do molde de injeção se apresente de forma eficiente na troca de calor entre a massa injetada e as placas que compõem o molde, há necessidade de se optar por uma refrigeração forçada (convecção forçada), ou seja, é necessário que se tenha a circulação de um meio refrigerante como a água, o óleo ou mesmo gás pelo interior do molde, através de um circuito fechado.
Para tanto se faz necessário levar em consideração os tipos de sistemas e arquiteturas disponíveis e determinar qual deles propicia uma refrigeração de forma eficiente da massa fundida, que se encontra dentro da cavidade do molde e, por consequência, forma o produto independente do perfil deste.
Agentes de troca de calor empregados no controle de temperatura do molde
A adoção da designação de sistema de controle de temperatura ou de sistema de refrigeração (figura 6) depende, sobretudo, da perspectiva de análise a ser realizada, considerando que determinados materiais necessitam que o molde seja resfriado enquanto outros sejam aquecidos, para que o processo de injeção seja satisfatório (Brito et al, 2002).
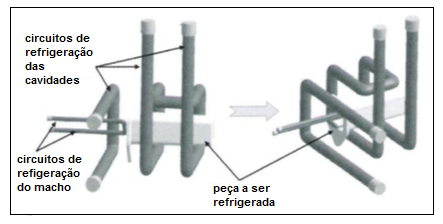
Figura 6: Exemplo de sistema de controle da temperatura.
Na figura 6 demonstra-se um circuito de refrigeração empregado na refrigeração de uma peça. Nesse circuito podem ser observados os canais que refrigeram a parte interna (macho) e externa da peça (cavidade). É nesses circuitos que circulam os agentes refrigerantes como a água, óleo, gás entre outros.
Os meios de refrigeração são (Provenza, 1993; Cruz, 2002; Britto et al, 2004; Harada, 2004 e Manrich, 2005):
- Água em temperatura ambiente – De acordo com Harada (2006), é o fluido mais empregado no processo de refrigeração, aproxima-se de 80% dos casos.
1 – Convecção: acontece por influência da gravidade e da mudança de densidade dos fluidos. Exemplo: Uma panela de água quente no fogo tem a parte debaixo da água na panela aquecida primeiro, que sobe. A parte de cima, mais fria, por sua vez desce, formando um movimento de convecção.
2 – Condução: acontece pela transmissão de calor ao longo do objeto analisado. Exemplo: Uma colher no chá quente, que tem seu cabo aquecido depois de um tempinho sem entrar em contato direto com a água.
3 – Radiação: é a propagação da energia sob a forma de onda que, quando em contato com algum material, é absorvido pelo mesmo e se aquece ou se esfria com essa energia. Exemplo: O calor do Sol, que chega até nosso planeta viajando através do vácuo e, ao entrar em contato com o solo, as plantas e quaisquer outros objetos tem sua energia dissipada sob a forma de calor.
Detalhe a ser considerado devido à disponibilidade na natureza, ter um custo relativamente baixo, possuir baixa viscosidade, ser suscetível a tratamentos, ( por exemplo: água e óleo, água com anticongelante ), tratamentos estes que possibilitam melhorar a sua propriedade e da água ser fluido reciclável.
- Água resfriada (gelada), Metanol4 + CO2, Gás (CO2 e nitrogênio) – Utilizados quando há um superaquecimento dos machos e cavidades do molde de injeção ou quando a temperatura do molde necessita ficar abaixo de 3º C (Stitz et al, 2002).
- Óleo e resistências elétricas – Empregadas quando há necessidades do molde permanecer com uma temperatura acima de 80ºC, fato a ser considerado quando se injetam peças transparentes em policarbonato, acrílico (PMMA) e nylon (Provenza, 1993). Nesse contexto necessita-se levar em consideração que o óleo pode circular pelo mesmo circuito utilizado pela água e, quando do uso de resistências, é necessário fazer alojamentos para introduzi-las;
- Ar – Empregado quando for difícil o uso de água como meio refrigerante ou quando se deseja um resfriamento lento. O circuito é similar ao empregado na refrigeração com água.
O molde de injeção pode ser resfriado ou mesmo aquecido, dependendo do material a ser injetado e do processo empregado (Brito et al, 2004). Diante dessa afirmação o autor conclui que: - Moldes mais quentes – O fluxo do material a ser injetado é facilitado, as peças apresentam melhor aspecto superficial e menores tensões internas, logo, de melhor qualidade. Em contrapartida o tempo de resfriamento do componente injetado é maior, o que implica ciclos de produção mais longos e peças com custo mais elevado.
- Moldes mais frios – O fluxo do material a ser injetado é dificultado, podendo mesmo não chegar a preencher os pontos mais afastados da cavidade, ocasionando moldagens incompletas. Quanto ao acabamento superficial é prejudicado e as tensões internas são evidentes, contudo o tempo de resfriamento é menor, o que proporciona ciclos de produção mais rápidos e peças com custos reduzidos.
Sistemas/arquiteturas dos circuitos de refrigeração:
Os sistemas de refrigeração aplicados aos moldes de injeção possuem arquiteturas/circuitos determinados em função do perfil da cavidade (conforme a superfície externa do produto), ou macho (conforme a superfície interna do produto) (Dyn, 1987; Provenza, 1993; Menges, 1993; Sors, 1995; Stitz et al, 2002; Cruz, 2002; Harada, 2004 e Manrich, 2005).
Ainda de acordo com os autores referenciados acima, os sistemas de refrigeração empregados nos moldes de injeção podem ser classificados em: normais (usinagem utilizando-se a broca) canais usinados, Bubblers, Baffles, barras refletoras (pino ou inserto condutor) serpentinas (espiral ou helicoidal), tubos transferidores de calor e canais que acompanham o perfil das cavidades dos moldes de injeção (canais obtidos por processo de prototipagem rápida).
Os sistemas acima relacionados dependem de um meio refrigerante para que a troca de calor se efetive. Para tanto podem ser empregados fluidos como a água e o óleo. Também não poderia deixar de ser salientado o emprego de substâncias gasosas e resistências elétricas, considerando-se que esse último, juntamente ao emprego do óleo, são aplicados em determinados materiais que apresentam a necessidade de aquecer o molde durante o processo de injeção.
Os sistemas provenientes de usinagem, aplicando-se o processo de furação, encontram-se conectados de forma a criar um circuito fechado, ou seja, o fluido circula nas cavidades do molde e retorna ao ponto de partida. Os circuitos desenvolvidos por este processo podem ser um único nível ou vários, dependendo da altura da moldação e da arquitetura escolhida.
Os sistemas de refrigeração encontram-se subdivididos em arquitetura/circuitos. Os mais comuns, idealizados com furos, também designados de linha d’água, podem apresentar circuitos em “U”, “Z”, retangular, circular entre outros.
Nas figuras 7 a 28 encontram-se representados alguns exemplos de sistemas de refrigeração empregados nos moldes de injeção. Alguns desses sistemas apresentam uma combinação de arquiteturas/sistemas, considerando-se a necessidade imposta pelo projeto da peça, ou mesmo porque determinadas arquiteturas/sistemas, não atuam sem o emprego de um meio refrigerante, fazendo-o depender de um sistema que empregue os canais usinados normalmente obtidos por meio do processo de furação.
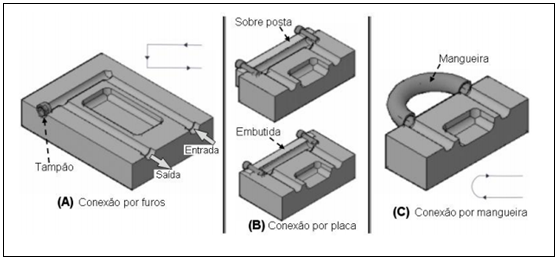
Figura 7: Sistema com furação na configuração “U”.
Muitas são as configurações de sistemas de refrigeração conhecidas para aplicação em moldes de injeção para termoplásticos. Entretanto, cada uma tem sua aplicação específica que, se bem utilizada, torna a empresa mais competitiva em função da redução do tempo de ciclo e da melhoria da qualidade dos produtos.
Dando sequência ao artigo iniciado na edição anterior, a seguir serão apresentadas as configurações dos sistemas de refrigeração utilizados nos moldes para injeção de termoplásticos.
Configurações dos sistemas
Furação (circuito em “U”) – o circuito em “U”, de acordo com Cruz (2002), é adotado na refrigeração de cavidades onde o perfil do produto é longo e baixo. Pode ser idealizado de três maneiras de forma a permitir o direcionamento do fluxo do fluido refrigerante, sendo as conexões dos furos realizadas: cruzando-se as furações no interior do molde e aplicando-se tampões de vedação (figura 7A); através de placas de conexão (figura 7B), sendo uma sobreposta à face da placa do molde e a outra embutida na placa do molde ; e através da conexão externa por mangueiras (figura 7C).
Quando se opta por conexão dos furos através de placas , há necessidade de soldar ou de parafusar as placas. Na aplicação de parafusos é requerido o uso de agentes de vedação como O’ring¹ ou juntas.
Furação (circuito em “Z”) – esses sistemas são aplicados na refrigeração de moldes com duas cavidades ou mesmo de cavidade única, quando apresenta uma grande área, conforme figura 8 (Brito et AL, 2004).
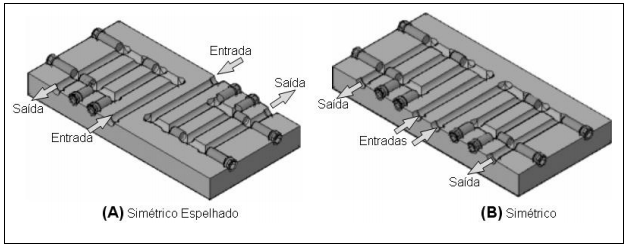
Figura 8 : Sistema com furação na configuração em “Z”.
O desenvolvimento desse tipo de circuito é recomendado para peças que possuam um perfil baixo, em função do grau de complexidade do leiaute² aplicado na configuração do molde. Para tanto se pode optar entre o emprego de dois tipos de circuitos: a configuração simétrica espelhada (figura 8A ) empregada quando se trata de duas peças simétricas (direita e esquerda), adequada na obtenção de um resfriamento mais uniforme dessas peças. O inconveniente desse sistema são as entradas e saídas que estão em lados opostos do molde.
Normalmente o simétrico (figura 8B) é o mais recomendado por ter suas entradas e saídas no mesmo lado do molde. Em ambas as situações as entradas do fluido refrigerante podem ser localizadas “ao centro” com as saídas nos “extremos”, ou vice-versa. Na configuração desses dois tipos de circuitos é necessário que se recorra aos tampões, de forma a criar os desvios de percurso necessário, garantindo a vedação.
Furação (circuito “retangular”) – São aplicados na refrigeração de cavidades que apresentam um perfil na forma retangular (figura 9), podendo as cavidades apresentarem pouca ou muita profundidade.
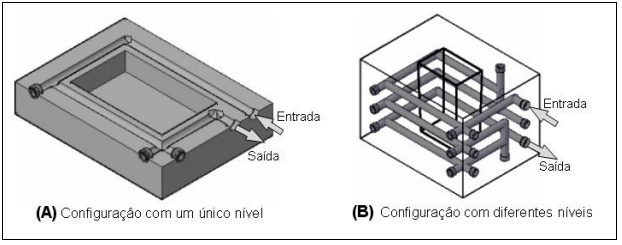
Figuras 9A e 9B – Sistema com furação na configuração retangular.
A profundidade da cavidade está relacionada à altura do produto, ou seja, às cavidades de pouca profundidade, adota-se um único nível para o circuito de refrigeração (figura 9A) e para cavidades mais profundas adota-se um número maior de níveis (figura 9B) (Brito etal, 2004).
Quando a configuração apresenta um número maior de níveis, é possível também a adoção de um número maior de entradas e saídas para o fluido refrigerante. tal fato permite que o tempo de residência dentro dos canais de refrigeração do molde seja menor, logo, o controle da temperatura entre a entrada e a saída do fluido torna-se mais eficiente, possibilitando melhor efetividade na refrigeração da peça. Quanto à distância percorrida pelo fluido, ou seja, a distância entre a entrada e a saída do fluido refrigerante, deve ser a menor possível.
Furação (circuito alternativo para cavidades “circulares”) – Esse tipo de configuração é empregado na refrigeração de peças que apresentam um perfil circular, principalmente em peças que possuem uma grande área com perfil mais alto. Para produtos como baldes, por exemplo, o sentido e a disposição dos furos quanto à posição podem ser trabalhados, tornando-o perpendicular ao furo de entrada do fluido de refrigeração (figura 10), podendo ou não ser independentes, dependendo do tamanho do percurso.
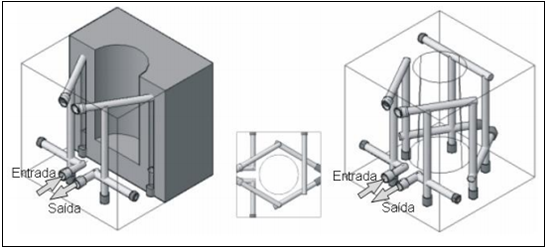
Figura 10 – Sistema com furação na configuração de circuito alternativo.
Esse tipo de circuito permite que os canais possam ser usinados próximos da superfície interna do postiço, ou seja, próximo da superfície da cavidade, conforme representado na figura 10, possibilitando a obtenção de uma melhor efetividade do sistema na refrigeração da peça. Quanto à arquitetura/circuito, dependendo da dimenção da peça, pode ter outra disposição, por exemplo, o oitavado (Provenza, 1993).
Furação em placas com alta condutibilidade térmica (apresentam-se nos circuitos “U” e “Z”) – Esse sistema é aplicado quando a placa cavidade possui muitos postiços, extratores, parafusos e outros componentes (figura 11), não restando espaço suficiente para confecção de canais para circulação do fluido refrigerante (Brito et AL, 2004). Nessa situação, a placa de refrigeração somente é atravessada pelos furos dos extratores.
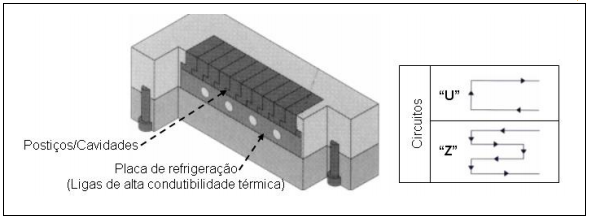
Figura 11 – Sistema com furação em placas de alta condutibilidade térmica .
Furação (circuito “usinado direto no postiço”) – São implementados nos postiços de tamanho avantajados, tornando-se possível realizar os furos para refrigeração diretamente no próprio postiço (figura 12) (Brito et Al, 2004).
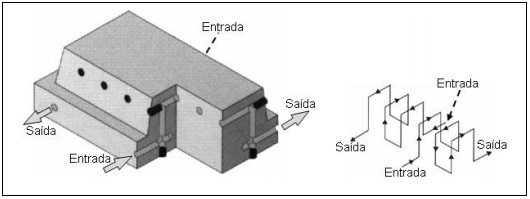
Figura 12 – Sistema com furação usinada diretamente nos postiços.
Conheça nossos Estudos

———————————————————————————————————————————————
Para fechar os furos e direcionar o fluxo do fluido refrigerante, são empregados tampões, que são concebidos de uma liga de baixo ponto de fusão, com a intenção de tornar o sistema de transferência de calor mais eficiente e a superfície da cavidade novamente lisa.
Apresenta a vantagem de não necessitar de pequenos postiços no interior da cavidade e a desvantagem de sempre deixar uma pequena marca no produto que, em certas situações, são indesejáveis, como é o caso de peças transparentes.
Furação (circuito “inclinado”) – Aplicada em machos longos, cujos furos são ligados no topo (figura 13). Esse sistema permite evitar a furação da parede lateral do macho e os defeitos oriundos de possíveis marcas no produto injetado.
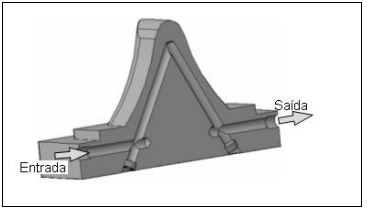
Figura 13 – Sistema com furação na configuração inclinada.
O grande inconveniente é não poder ser aplicado em todos os perfis de machos, somente em formas muito peculiares, conforme representado na figura 13, pois dificilmente o circuito acompanhará o perfil do macho e possivelmente a refrigeração não será eficiente (Provenza, 1993).
Canal usinado (circuito para cavidade “circular”) – É empregado quando há necessidade de que o canal acompanhe o perfil da peça, ou seja, fique localizado o mais próximo possível das paredes da cavidade (figura 14).

Figura 14 – Sistema com furação na configuração canal usinado para cavidade circular .
Nesse sistema, o canal é usinado no próprio postiço, possibilitando que o fluido refrigerante circule de forma eficiente pelo circuito, refrigerando a superfície da cavidade. Quando a peça possui um perfil alto, é necessário trabalhar o número de níveis no macho (figura 9), podendo ou não ser independentes.
O inconveniente dessa configuração é a utilização de agentes de vedação (anéis O´ring). Quanto ao percurso do fluido, pode apresentar duas configurações, sendo uma divergente e uma contínua. Essa escolha está relacionada ao número e distribuição das cavidades no molde.
Canal usinado (circuito “placas de refrigeração”) – Recomendados para cavidades que necessitam de um controle de temperatura individual em cada uma das paredes da cavidade do molde. Nesse sistema, o circuito de refrigeração é usinado na placa de refrigeração (figura 15), que é fixada no molde por meio de solda ou parafusos. No caso de parafusos, há necessidade do emprego de juntas ou anéis O-rings.
É uma configuração pouco utilizada em moldes de injeção. Seu uso se dá principalmente em moldes aplicados na obtenção de peças pelo processo de sopro (Brito et AL, 2004).
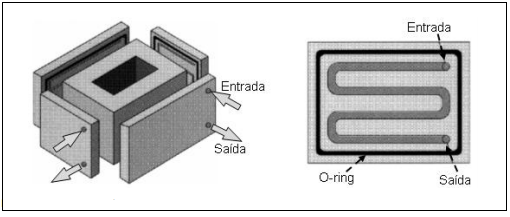
Figura 15 – Sistema com furação na configuração canal usinado em placas de refrigeração.
Canal com usinado (circuito com aplicação de tubos de cobre) – Esse sistema de refrigeração pode ser construído na configuração: “U”; “Z”; circular e retangular. Alternativa aplicada quando os furos de refrigeração cruzam a linha de junção do molde. Para tanto, os postiços são montados em caixas abertas (figura 16). Quanto aos tubos empregados para formarem o circuito de refrigeração, necessitam ser flexíveis, permitindo que acompanhe a configuração do circuito “U”, “Z”, circular e retangular, dependendo da necessidade apresentada. As folgas existentes entre o tubo de cobre e a caixa, em função da usinagem dos canais, necessitam ser preenchidas com uma liga de baixo ponto de fusão, o que facilita a transferência de calor. A união das placas do molde envolvidas pode ser realizada por parafusos (Provenza, 1993).

Figura 16 – Sistema com furação na configuração canal usinado com aplicação de tubos.
Canal usinado (circuito em “espiral”) – Sistemas aplicados em peças de grandes proporções, como a injeção de baldes e bacias, por exemplo. É aplicado na configuração da cabeça dos machos e no fundo das cavidades que apresentam a forma cilíndrica (figura 17). Quanto ao número de espiras, dependerá da dimensão da peça a ser injetada (Provenza, 1993).
Como inconveniente, o sistema apresenta um aumento relativo no tempo de usinagem desses canais em relação aos demais sistemas. O sistema também pode ser empregado em peças que apresentem o perfil retangular, desde que os canais acompanhem o perfil da peça a ser modelada.
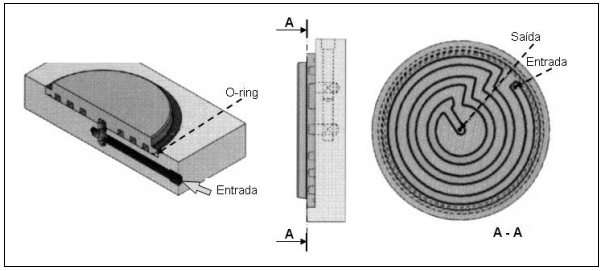
Figura 17 – Sistema com furação na configuração canal usinado em circuito espiral.
Canal usinado ( circuito em “helicoidal”) – Esse sistema é aplicado quando há necessidade de refrigerar as paredes laterais de uma peça. Os canais de refrigeração são usinados sobre um postiço na forma de uma rosa, podendo o helicoidal ser confeccionado com uma entrada ou com mais entradas (figura 18ª, B e C). Os números de entradas são definidos em função da necessidade apresentada na refrigeração do produto injetado (Menges, 1993).
Na figura 18A representa-se um exemplo aplicado em peças que apresentam um perfil alto e com grandes dimensões (acima dos 50mm de diâmetro, como uma bacia por exemplo). Normalmente, para esse tipo de peça, faz-se necessário complementar com outro sistema, ou seja, associá-lo com um sistema de configuração em espiral (figura 17), o qual permitirá a refrigeração da área que compõe o fundo da peça.

Figura 18 – Sistema com furação na configuração canal usinado em circuito helicoidal.
As configurações representadas nas figuras 18B e 18C são recomendadas para machos compridos e com diâmetros de proporções menores que o anterior, podendo variar entre 12 e 50mm. No exemplo da figura 18B, o fluido de refrigeração entra pelo centro do macho e sai pela helicoidal. A figura 18C apresenta um circuito com duas helicoidais, sendo que o fluido entra por uma e sai pela outra helicoidal.
Como desvantagem, o sistema tem canais de refrigeração compridos, o que aumenta o tempo de residência do fluido dentro dos canais, logo, o controle da diferença de temperatura entra a entrada e a saída do fluido refrigerante pode ser dificultado, proporcionando menor efetividade do sistema na refrigeração do sistema na refrigeração da peça.
- Bubbler (circuito em “cascata tubular”) – Esse sistema também é conhecido pela expressão borbulhante (Brito et al, 2004). O sistema Bubbler é composto de um tubo usinado, inserido em uma furação existente no macho. O fluxo do fluido refrigerante passa inicialmente pelo interior do tubo e retorna pela folga existente entre o tubo e o macho, na forma de uma cascata (figura 19). Esse tipo de sistema é recomendado quando se deseja levar a refrigeração a algum ponto do molde, onde, pela falta de espaço, não é possível a usinagem de um canal de retorno, permitindo levar e trazer o fluido através de um único furo (Menges, 1993).
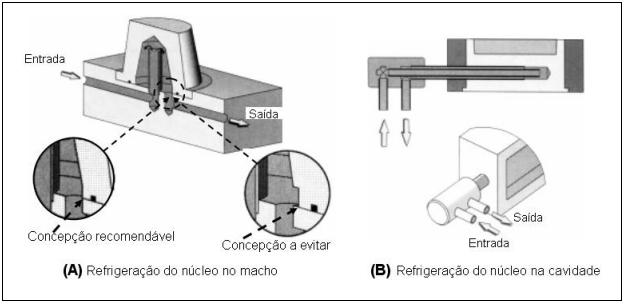
Figura 19 – Sistema com furação na configuração cascata tubular.
Nas figuras 19A e 19B representam-se dois exemplos, onde o sistema é empregado para refrigeração do núcleo de um macho. Esse modelo é muito aplicado atualmente substituição ao sistema do tipo serpentina, devido à sua eficiência na refrigeração, pois apresenta menor percurso na circulação do fluido, através da adoção de um número maior de entradas e saídas. Na figura 19B é apresentado um exemplo onde o sistema fora empregado na plca porta-cavidade, em função da sua pouca espessura, possibilitando o fluxo do fluido (entrada e saída) através de um único furo (Brito et al, 2004).
Baffles (circuito em “cascata por palheta”) – Esse sistema (figura 20) também é conhecido por lâmina separadora ou palheta. É um sistema similar ao Bubbler, tanto no que se refere à sua concepção quanto à sua aplicação. A diferença encontra-se no tipo de separação empregado na furação para que haja possibilidade da circulação do fluido (Brito et al, 2004).

Figura 20 – Sistema com furação na configuração cascata por palheta .
A separação se dá através de uma lâmina que divide a furação em dois canais semicirculares, conforme representado nas figuras 20A e 20B. A lâmina separadora deve estar sempre perpendicular ao furo de passagem, no caso de entrada, obrigando o fluido a subir por uma de suas extremidades e descer pela outra (Menges, 1993). Quanto à fixação das lâminas, pode ser com cabeça rosca (figura 20A) ou somente encaixado na placa (figura 20B). O perfil da palheta pode ser encontrado reto ou torcido em espiral, essa última torna o sistema mais eficiente, devido ao aumento da turbulência formada no interior do circuito.
Nota: A figura 21 mostra uma configuração, onde se aplica tanto o sistema Bubbler como o Baffles, No contorno de peças que apresentam grandes proporções, como baldes e banheiras, permitindo a sua localização muito próxima ao perfil da cavidade. É um sistema aplicado em substituição ao tipo serpentina helicoidal, por ter maior eficiência para esse tipo de peças. Pode ser aplicado tanto no macho quanto na placa cavidade.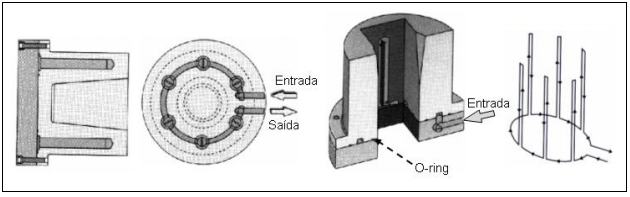
Figura 21 – Aplicação simultânea das configurações bubbler e baffles .
Barra refletora (pino ou inserto condutor de calor) – Essa solução é baseada no princípio da utilização de materiais alternativos que apresentam elevada condutibilidade térmica como as ligas de cobre (ampcoloy 940, cobre-berílio, entr outros). A condutibilidade térmica pode ser de 4 a 10 vezes superior ao do aço usado nas cavidades dos moldes (P20³, H13³ entre outros). Na figura 22 são mostrados dois exemplos desse sistema.
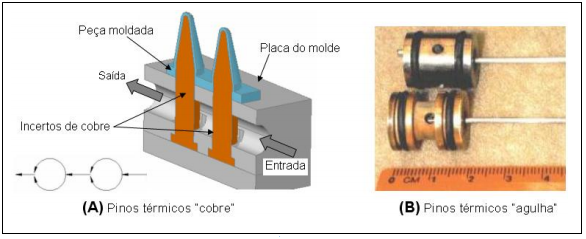
Figura 22 – Aplicação de barras refletoras e pinos térmicos.
Quanto à forma das barras refletoras, podem apresentar secções: cilíndricas, laminares ou quadradas e são determinadas em função da necessidade da aplicação. O sistema é disposto em regiões da cavidade do molde que apresentam difícil acesso, ou seja, não possibilitam a execução de sistemas baseados unicamente no processo de furação, levando-se em consideração que tal princípio, corrobora de modo significante na eficiência da refrigeração de determinadas regiões dos componentes moldados.
Na figura 22A verifica-se um exemplo de configuração para o sistema/arquitetura onde os insertos tem contato com o material moldado. Há configurações onde o pino condutor de calor fica embutido no macho, para não ter contato com o material moldado. Em função da dureza dos materiais aplicados no pino térmico, em ambas as configurações, uma das extremidades do pino pode ter contato com fluido refrigerante.
Na figura 22B apresenta-se um exemplo de pinos térmicos tipo agulha. Esses tipos de pinos térmicos são recomendados para moldes que possuem alto volume de fluxo e peças de dimensões pequenas (Stitz et al, 2002). O sistema assume a forma de tubos semelhantes a agulhas hipodérmicas, conde líquidos ou gases podem ser introduzidos através delas para atingirem pequenas áreas do molde que requerem resfriamento.

Figura 23 – Sistemas com tubos transferidos de calor.
- Tubos transferidores de calor – Apresentam-se no formato de pino cilíndrico oco e hermeticamente selado (figura 23). No seu interior encontra-se um circuito fechado de transferência de calor atuando através de um fluido refrigerante, que se encontra em constante movimento, procurando uniformizar a temperatura ao longo de todo comprimento do pino térmico, removendo o calor das zonas próximas à peça.
- A eficiência deste sistema é superior ao uso unicamente de fluido como a água. Como inconveniência há os pinos que não podem ser cortados, ou seja, ajustados a uma altura determinada e, para serem eficientes, necessitam que ¼ do seu comprimento encontre-se banhado em um fluido refrigerante, dessa forma condicionando o projeto do molde em determinadas medidas (Stitz et al, 2002; Brito et al, 2004).
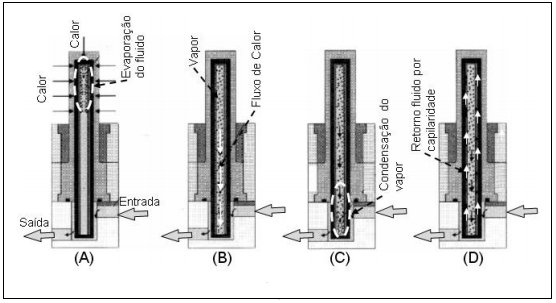
Figuras 24A ; 24B; 24C; 24D – Esquema de funcionamento do sistema com tubos transferidores de calor.
Quanto ao funcionamento, dá-se de forma cíclica, conforme apresentado na figura 24. Em uma extremidade encontra-se a fonte de calor (A), onde o fluido é valorizado e na sequência desloca-se para a outra extremidade (B), que se encontra mergulhada em um fluido resfriado (C), momento onde o vapor perde calor e condensa voltando à outra extremidade por capilaridade (D). na sequência o ciclo reinicia.
- Refrigeração a gás – É um meio alternativo de refrigeração (figura 25) onde se emprega um gás (normalmente dióxido de carbono ou nitrogênio) como agente refrigerante (Stitz et al, 2002).
• O funcionamento desse sistema se dá através da injeção de gás no molde pelo tubo capilar, como pode ser observado na figura 25. O tubo direciona o gás sob pressão até uma câmara onde o gás entra em contato com o elemento metálico poroso (aço Toolvac5).

Figura 25 – Princípio do resfriamento a gás
Dessa forma o gás penetra na porosidade do aço até que o mesmo entre em contato com o material injetado dentro da cavidade do molde. Ao entrar em contato com o material aquecido, evapora e, na sequência, é eliminado pelas saídas de gás constantes no próprio molde. Para tanto o material poroso necessita constituir o macho ou cavidade do molde.
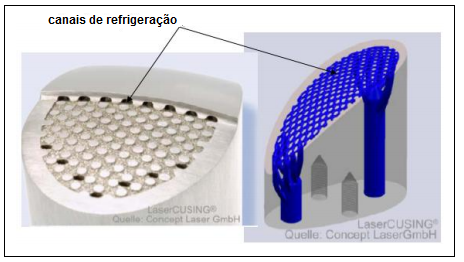
- Canais para resfriamento adaptados ao contorno das peças (machos e cavidades) – São sistemas de resfriamento que, em função do princípio construtivo, permitem que os canais sejam desenvolvidos próximos ao contorno da cavidade (figura 26). Essa condição contribui significativamente na homogeneização do campo de temperatura nas cavidades do molde e aumenta as taxas de transferência de calor, comparando-se aos canais tratados como convencionais (Stitz et al, 2002; Lima et al, 2004; Cardon, 2008).

Figura 26 – Comparativo entre eficiência dos tipos de canais .
Os canais desenvolvidos de acordo com o perfil da cavidade podem ser obtidos através do princípio de prototipagem rápida. As cavidades e os machos podem ser obtidos empregando-se processos tais como: aplicação de resinas não-metálicas na zona de moldagem (moldes-híbridos) ou de deposição de metais (Selective Laser Sintering – SLS, Selective Laser Melting – SLM, Direct Metal Laser Sinteing – DMLS, 3D Printing Technologies).
O emprego de resinas não metálicas na zona de moldagem possui proprierdades térmicas desfavoráveis, fato que tende a aumentar o ciclo de moldagem da peça injetada (Lima et al, 2004).

Figura 27 – Molde híbrido.
Na figura 27 apresenta-se um exemplo de molde híbrido, com a localização de tubos de cobre que servirão como canais de refrigeração. O vazamento de uma resina epóxi dá o formato aos inserts com as cavidades do molde.
Os processos SLS, SLM, DMLS e 3D Printing são tecnologias revolucionárias que produzem peças à base de metal, que são 99,99% densas (sólidas), obtidas diretamente dos dados dos desenhos realizados em 3D. Esses processos, além de vantagens competitivas quanto aos custos de fabricação e prazos de entrega, permitem liberdade de trabalho com a geometria das peças (Kruth et al, 2005; Cardon, 2008 e Osório et al, 2008).
Na confecção dos insertos para moldes de injeção, além de ser obtido o perfil da cavidade, são gerados canais de refrigeração embutidos e conformados de acordo com esse perfil. Ou seja, obtêm-se insertos com canais de refrigeração que podem ser aplicados diretamente no molde de injeção, mantendo-se as características térmicas e propriedades mecânicas proveniente dos aços. Na figura 28 é demonstrado um exemplo de inserto com os respectivos canais de refrigeração conformados ao perfil da peça a ser moldada.
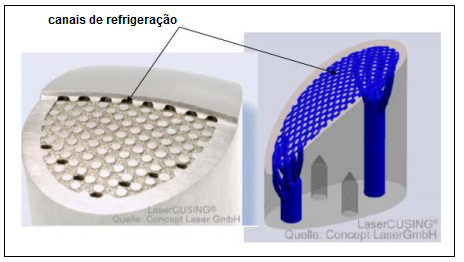
Figura 28 – Canal de refrigeração no macho próximo ao contorno da peça a ser injetada.
CONCLUSÃO :
Evidencia-se no estudo que a eficiência do molde de injeção e o processo de produção encontram-se ligados diretamente aos sistemas que o compõem, sendo o de refrigeração um deles. Dessa forma, é importante conhecer os sistemas de refrigeração bem como desenvolver soluções que atendam às necessidades do cliente , quanto ao tempo de ciclo e à qualidade do produto injetado.
Quanto ao sistema de refrigeração em si, verifica-se que, além de ser responsável por grande parte do tempo que envolve o ciclo produtivo, também pode ser responsável pelos defeitos encontrados o produto injetado, sejam relacionados ao dimensional ou ao acabamento superficial do produto.
Para que o sistema de refrigeração se apresente de forma eficiente durante o processo de produção, é necessário que, durante a atividade de projeto do referido sistema, considerem-se os materiais empregados na construção do molde, o posicionamento dos circuitos de refrigeração e o projeto da peça moldada.
Verifica-se também a existência de uma variedade de sistemas/arquiteturas. Condição favorável à escolha e determinação de um ou mais tipos, de forma a atender às necessidades do processo de produção.
Considerando-se ainda que, na prática, na maioria dos casos os projetistas de moldes de injeção desenvolvem o projeto do sistema de refrigeração de acordo com a experiência adquirida ou através de projetos similares já executados, deve-se entender que essa forma de trabalho pode levar à fabricação de um molde com baixa eficiência durante a fase de refrigeração que compõe o ciclo produtivo. Essa ineficiência pode ser atribuída ao projeto inadequado do sistema de refrigeração, o que leva a retrabalhos no molde de injeção.
A adoção de sistemas/arquiteturas adequados às necessidades do processo (refrigeração do molde) reflete-se diretamente nas condições de processo, como o fluxo do material no interior do molde, por exemplo. Um sistema de refrigeração dito como adequado proporciona o aumento da produtividade, consequentemente propicia a redução do tempo do ciclo de injeção, a eliminação de defeitos aparentes e a manutenção das propriedades do componente injetado, ou seja, permite às empresas tornarem-se mais competitivas frente a este mercado cada vez mais concorrido.
Autores:
Sérgio Luis Silva
Fernando Antônio Forcellini
Régis Kovacs Scalice
REFERÊNCIAS BIBLIOGRÁFICAS
Baxter, M.: Projeto de produto: guia prático para o desenvolvimento de novos produtos. São Paulo: Edgar Blücher Ltda, 1998.
Blass, Arno; Processamento de polímeros. 2ª edição. Florianópolis. UFSC, 1998.
Brito, A. M.; Araújo, B. Souza, R.; Pontes, A. J.; Manual do projectista para moldes de injeção de plásticos. Vol 6 – Sistemas de alimentação e Escape de Gases. Marinha Grande, Centimfe, 2004.
Brito, A. M.; Matos, A.; Mendes, S. S.; Manual do projetista para moldes de injeção de plásticos. Vol. 7 – Sistemas de Controle de Temperatura. Marinha Grande, Centimfe, 2004.
Brito, A. M.; Cunha, A. M.; Barros, l.; Teixeira, J. C. F.; S. C. F. C.; Desempenho térmico de moldes de injeção. O molde. Marinha Grande. Ano 15. Pag. 8-13, Dezembro, 2002.
C-Mold; C-Mold Design Guide: documentação de ajuda do software. C-Mold 98/97.
Cardon, L.; Rapid Prototyping & Tooling. Projeto de redes de centros tecnológicos e apoio às pequenas e médias empresas, (PMEs). Apostila, SOCIESC, Joinville, 2008.
Cruz, S.; Molde de injeção. São Paulo. Hemus, 2002.
Dyn, J. B.; INjection molds and molding. 2ª edição, New York. Van Nostrand, 1987.
Fürstenau, Eugênio; Novo Dicionário de Termos Técnicos Inglês – Português. Editora Globo. 24ª edição, São Paulo, SP, 2005.
Harada, Júlio; Moldes para injeção de termoplásticos – Projetos e princípios básicos. São Paulo: Artliber, 2004.
Harada, Júlio; A importância do projeto de moldes para injeção de termoplásticos. Ferramental – Revista Brasileira de Ferramentais, ano I, p 27-31, maio/junho, 2006.
Kruth, J. P.; Mercelis, P.; Vaerenbergh, V. J.; Froyen, L.; Rombouts, M.; Binding Mechanisms in Selective Laser Sintering and Selective Laser Melting. Rapid Prototyping Journal, jan. 2005, Vol. 11, nº.1, 26-36, ISSN 1355-2546.
Lima, P.S.; Ramos, J. Pouzada, A. S.; Estudo analisa o desempenho térmico de moldes híbridos. Plástico Industrial. Ano VIII. Pag. 80-87. Fevereiro, 2004.
Malloy, R. A.; Plastic part design for injection molding: na introduction. New York. Hanser, 2000.
Manrich, S.; Processamento de termoplásticos: rosca única, extrusão e matrizes, injeção e moldes. São Paulo. Artliber, 2005.
Menges, G., Mohren, P.; How to make injection molds. 2ª edição. Munich. Hanser, 1993.
Osório, A.; Esperto, L.; Rapid Tooling – Sinterização directa por laser de metais. Revista da Associação Portuguesa de Análise Experimental de Tensões. Mecânica Experimental. 2008. Volume 15. Pag. 117-11. ISSN 1646-7078.
Parker Seals; Manual do O´ring. Parker Seals, 1997.
Provenza, F.; Moldes para plastic. São Paulo: F. Provenza, 1993.
Rees, H.; Mold Engineering. Munich; Vienna; New York: Hanser; Cincinnati: Hanser/Gardner, 1995.
Salvador, V.L.; Costa, C.A.; Quais são as etapas mais importantes no desenvolvimento de ferramentas de injeção. Plástico Industrial. Ano IX. Pag. 82-94. Fevereiro, 2007.
Sors, L.; Bardócz, L; Radnoti, l.; Plásticos moldes e matrizes. São Paulo: Hemus. 1998.
Steinko, W.; Avaliação do projeto térmico do molde garante qualidade e redução de custos. Plástico Industrial. Ano VI. Pag. 64-71. Novembro, 2004.
Stitz, S; Schilck, K.; Poop, M.; Estudo identifica modos mais eficientes de resfriamento do ferramental de injeção. Plástico Industrial. Ano IV. Nº 48. Agosto, 2002.
Fonte: REVISTA FERRAMENTAL