


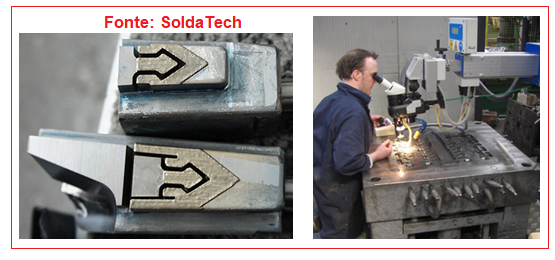
Solda no reparo do molde, alternativa e solução.
Um molde de injeção, mesmo o mais simples, exige um investimento considerável para a sua fabricação, e para que haja o retorno esperado sua utilização deve ser constante.
Em alguns casos ocorrendo um problema de manutenção, o reparo precisa ser realizado de maneira rápida e eficiente, e aí, a técnica de solda se torna essencial na recuperação de cavidades.
Não é novidade que aços ferramenta as vezes precisam ser soldados, principalmente em ferramentais caros como os moldes para injeção de plástico e ainda outras ferramentas, onde o reparo ou ajuste por solda torna-se uma alternativa economicamente viável em relação a fabricação de um novo componente.
Dentre as principais situações em que o reparo por solda é utilizado, podemos destacar a reforma ou reparo de ferramentas com aparecimento de trincas e/ou desgastadas, sinais de micro trincas, acidentes durante a usinagem, erros no processo de usinagem ou de ajuste no molde, ou durante a operação do molde e ainda mudanças de geometria ou design.
A utilização de solda para correção, não faz parte e não está incluída no processo em geral, visto que todo projeto é pensado para que não seja necessária, mas é uma alternativa que tem de ser avaliada, entre a fabricação de nova peça ou modificação do local danificado, até com a colocação de um ou mais insertos ou postiços. Lembrando que entre as opções de soldagem cada um tem seus limites.
Com a maioria dos processos sendo automatizados é cada vez menor o número de ocorrências por falha do operador, pois isso exige também uma modernização dos moldes. Sendo um projeto bem executado, a incidência de quebras se reduz muito.
Temos que considerar o tipo de componente, a sua função e o material utilizado na fabricação do mesmo, e passando por uma análise de procedimentos deverá ser feita a escolha da técnica de soldagem mais apropriada para cada caso, proporcionando a aplicação adequada da solda garantindo assim, a eficiência exigida.
“A terceirização permite que se tenha acesso ao trabalho com experiência e habilidades de um especialista”, mas dependendo da estrutura da empresa e pensando na agilidade de solução, não se terceirizam os serviços de solda, são treinados colaboradores ou contratado um especialista e adquirido os equipamentos necessários. Da empresa de garagem até a grande empresa, todos “se viram como pode” ou “são organizadas como se deve“.
O componente a ser trabalhado deve passar por um processo de higienização. Em alguns casos a remoção das partes desgastadas e até ser submetida ao alívio de tensões para depois receber a solda, com a escolha correta do material a ser adicionado.
A soldabilidade refere-se à facilidade de realizar a operação de soldagem utilizando-se parâmetros normais de regulagem da máquina, de material de adição e de rendimento, ou à capacidade de o material ser soldado sem que haja a formação de microestruturas prejudiciais às suas características e propriedades mecânicas. Um material com boa soldabilidade deve se apresentar, após a soldagem, sem concentração excessiva de tensões internas e com boas propriedades mecânicas de tenacidade e ductilidade. É a possibilidade de se colocar uma solda na superfície da cavidade de um molde sem problemas.
Na manutenção e principalmente durante a fabricação do molde, são informações importantes as relacionadas a retrabalhos efetuados com solda, pois se o molde for submetido a texturização e polimento, além de utilizar metais de adição especificamente recomendados pelo fornecedor, deve seguir ainda os procedimentos de soldagem apropriados para o material em particular, com o intuito de minimizar as variações na composição química e/ou dureza.
No caso de retrabalhos que necessitem de solda em região de complexidade, é necessário avaliar, pois às vezes o serviço não poder ser feito manualmente pelo ferramenteiro ou por máquinas convencionais. Quando se envolve máquinas especiais ou de eletroerosão, deve se planejar tempo suficiente inclusive para a fabricação de eletrodos.
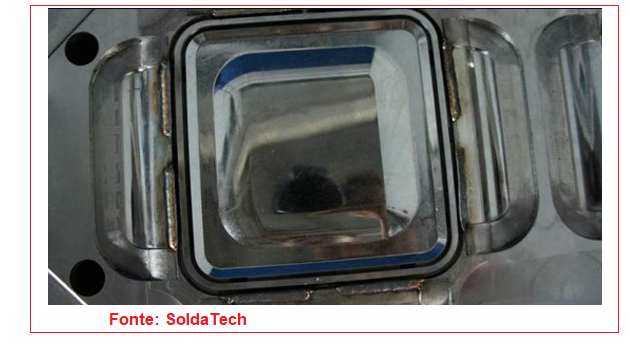
A solda em gravura é sempre evitada, porém muitas vezes isso não é possível. Em muitos casos de regiões pequenas, são utilizados postiços. Ao se colocar a solda, e após o seu resfriamento pode acontecer de endurecer a região alterada mais do que o restante da superfície do molde. Essa diferença de dureza é que provoca manchas na superfície do plástico injetado, impedindo-o de ser usado. Por isso observamos a necessidade de que o material base do eletrodo seja compatível com o aço da peça
Dependendo do processo de solda utilizado, quando houver a necessidade de se fazer grandes reparos, o ideal é que o molde seja pré-aquecido para evitar choques térmicos entre a superfície fria do molde e a solda. No esfriamento, deve-se proteger o molde, cobrindo-o com amianto ou manta térmica para que esfrie lentamente, evitando o endurecimento dos pontos soldados.
Outra maneira de se diminuir a dureza na região soldada é fazer um revenimento, ou seja, um reaquecimento lento até aproximadamente 500ºC, por um mínimo de duas horas, e resfriamento lento dentro do forno. Com isso a camada endurecida amolece e, no polimento, não forma região com manchas. O reaquecimento só é possível em cavidades ou formas que tem um circuito de refrigeração interno montado com outras matérias primas (latão; cobre; ampcoloy), efetuando se a desmontagem.
A soldabilidade de aços com alto carbono geralmente é considerada baixa. Aços ferramenta com 0,3 a 2,5% de carbono são difíceis de soldar devido à sua alta temperabilidade. O aço ferramenta deve possuir uma boa soldabilidade operacional, que é a facilidade com que uma junta soldada é fabricada de tal maneira que preencha os requisitos de um projeto bem executado. A soldabilidade metalúrgica envolve transformações de fase que ocorrem no aquecimento, na fusão, na solidificação e no resfriamento.
O material P20 aceita o processo de solda com certa facilidade, principalmente no caso de reparos funcionais onde somente há necessidade de se depositar material para que uma determinada área seja novamente usinada, ou algo do gênero, porém quando o reparo é em uma área aparente de produto, e o aspecto da mancha que a Zona Termicamente Afetada (ZTA) irá gerar, for um problema na peça injetada, se faz necessário que alguns cuidados sejam tomados com o intuito de se minimizar o impacto visual desta área.
A região soldada resfria rapidamente assim que o calor é removido e o metal adicionado (e parte da zona termicamente afetada) endurecem por têmpera. Essa transformação produz tensões com elevado risco de trincas e por isso muitos cuidados devem ser tomados.
A seleção de eletrodos de alta qualidade é vital na indústria de ferramentas, afinal a região soldada precisa ter diferentes propriedades como dureza, tenacidade, resistência ao desgaste, resistência à trinca a quente e resistência à oxidação.
A composição química do depósito de solda é determinada pela composição do eletrodo, da composição do material de base e da extensão da fusão do material de base durante a soldagem. O consumível de solda usado para aços ferramenta deve ser similar em composição química ao material de base.
— A solda a laser é sempre indicada
A soldagem a laser, também conhecida como micro solda na classe de soldas especiais, promove a união de várias peças de metal por meio do uso de um feixe de laser. O feixe fornece uma fonte de calor concentrada, permitindo soldas profundas e altas taxas de soldagem. A micro solda é a mais indicada para ser utilizada em peças que receberão textura ou espelhamento.
Comparada com o método tradicional de soldagem, a soldagem a laser é a mais próxima de uma solda perfeita, pelo menos quando se trata de reparo de cavidades de molde. As soldas microscópicas podem ser realizadas com controle total do tamanho e localização. Desde o preenchimento de pequenos vazios até o reparo da rebarba da linha de fechamento, provavelmente não há uma opção mais precisa. O método a laser leva vantagem em todos os aspectos pela sua alta tecnologia operando com grande precisão, velocidade, profundidade, força, sem falhas ou ruídos sendo transformando os problemas em soluções passíveis de correção, sem complicações.
Esta técnica apresenta a grande vantagem de alta precisão e extrema resistência, apresentando como resultado final um trabalho de excelente qualidade, tendo em vista sua capacidade de resfriamento mais rápido que protege a peça de distorção. O aquecimento é local, evitando a alteração térmica do material e manchas.
Utilizada para a recuperação de defeitos de usinagem, porosidades ou amassados causados por acidentes no processo de fabricação do molde ou no processo de injeção, permite além do reparo de cantos, solda em locais com difícil acesso, e também eliminação de micro imperfeições. O processo pode ser acompanhado por microscópio aumentando várias vezes a visibilidade da área trabalhada.
É muito superior aos processos convencionais, pois não gera aquecimento no molde, evitando tensões que podem gerar empenamentos. Evita ainda, que o mesmo adquira tempera ou “dureza” superficial após o processo de soldagem. O feixe fornece uma fonte de calor concentrada, permitindo, soldas profundas e altas taxas de soldagem.
É uma solda que não provoca distorções térmicas e faz com que a zona termicamente afetada seja menor com relação aos outros processos de soldagem, e seu calor concentrado não modifica a estrutura dos materiais. São gazes como o argônio ou hélio que protegem a área a ser soldada da peça e permite que sejam soldados materiais dissimilares, com precisão e penetração.
A solda a laser permite o preenchimento de trincas e furos, reparos de cantos, apagar gravações indesejadas, corrigir defeitos de fabricação e soldar locais com difícil acesso além de eliminar micro imperfeições, sem causar dilatação ou distorção do material. Como durante o processo de soldagem o aquecimento é local, evita a alteração térmica do material com baixa queima de carbono e também manchas nas peças. Após a solda, revenir a peça pode evitar que apareçam na cavidade regiões com mancha, no polimento.
Devido ao seu moderno sistema operacional, é capaz de trabalhar com arames de 0,2mm de diâmetro. O acabamento de alto refinamento, além das pequenas adições de material sem dilatação térmica permite que o molde seja revitalizado com perfeição e viabiliza a reutilização dos moldes, gerando uma economia no custo de produção e acaba otimizando significativamente, também os processos da empresa.
Veja no vídeo execução de um serviço de solda a laser
https://www.youtube.com/watch?v=TxqF8XQ8W_8&t=25s&ab_channel=T%C3%A9cnicaLaser
A solda a laser permite realizar uniões por pulsos de laser únicos ou em operação de traço contínuo. A geometria da costura descreve a maneira como os cantos das peças unidas se tocam. Eles podem, por exemplo, sobrepor-se ou tocar-se de forma obtusa. Ao decidir sobre o tipo de costura, é importante que a mesma alcance a rigidez exigida e não transmita calor em excesso ao componente.
Tipos de costura diferentes exigem modos de operação diferentes da fonte de laser. No modo de operação com traço contínuo, o meio ativo é continuamente estimulado, gerando um raio laser ininterrupto.
No funcionamento por pulsos, o meio ativo não é estimulado continuamente, mas sim em pulsos. Ele emite um raio laser temporalmente interrompido. Constituem parâmetros importantes para o processamento de materiais a duração e a energia do pulso, bem como a frequência do pulso. A soldagem atinge dureza até 62hRc – com varetas especiais
Pode ser aplicada com adição de material ou por fusão de duas partes metálicas (dependendo da espessura da chapa). É um processo usado para executar soldas precisas em uma variedade de materiais de 0,2 mm a 06 mm de espessura. Sendo possível trabalhar os materiais H13, P-20, VC 131, D2, Inox, titânio, VCO, AISI 420, RAMAX, Alumínio, cobre berílio / ampco.
Solda TIG pode ser manual ou automático
A solda TIG (Tungsten Inert Gas), é um processo de soldagem a arco elétrico entre um eletrodo não consumível de tungstênio e a poça de fusão com proteção gasosa, sobre a qual faz-se o acréscimo ou não de um metal de adição.
A execução exige uma boa habilidade do profissional e pode ser usada para quase todos os metais e o processo pode ser manual ou automático. A soldagem TIG é largamente utilizada para solda com alumínio e com ligas de aço inoxidável onde a integridade da solda é de extrema importância. Tem como diferencial as aplicações em rodas de liga leve, pois sua penetração e acabamento são insubstituíveis.
Este processo utiliza de um eletrodo de tungstênio não consumível, como ponto de transferência do arco através da condutividade entre o eletrodo e a peça de trabalho. Diferentemente dos outros processos, este eletrodo é apenas um condutor e não é consumido ou incorporado ao material soldado. A função do eletrodo é de conduzir a corrente elétrica para aquecer o local a ser soldado, formar a poça de fusão, fundindo a peça com a outra parte ou com o material adicionado, que pode ser uma vareta do mesmo material.
O processo TIG, utiliza gás inerte na proteção da solda. A solda TIG pode ser trabalhada em duas formas de correntes. Isso se refere ao modelo de máquina e aplicabilidade de soldagem em diferentes materiais:
1-AC (corrente alternada), utilizada para solda de materiais não ferrosos, principalmente alumínio;
2- DC (corrente contínua), aplicada para soldar aço carbono, aço inoxidável e outros materiais ferrosos.
A produtividade da solda TIG é menor do que a dos outros processos, mas a qualidade da solda e a variedade de aplicação são muito maiores. Por ser mais confiável, é um processo utilizado em peças que precisam de uma solda de altíssima qualidade de acabamento e resistência, em tanques que exigem solda sem falhas, mordeduras, ranhuras em que esses pontos podem reter contaminantes como bactérias, em caso de tanques alimentícios ou farmacêuticos.
Pode ser utilizada para solda em matrizes de corte, dobra e repuxo, peças para injeção de plásticos, alumínio, zamaq e serviços de produção nos seguintes materiais: VC, VND, D2, D6, H13, E420, INOX, 1020, 1045, 8620, P20, 2711, DIEVAR, XPM, Titânio, etc.

Soldagem tipo MIG/MAG (Metal Inert Gas/Metal Active Gas)
O serviço de solda MIG oferecido por várias empresas busca propiciar a soldagem de aços de baixa liga, a partir de 1,0 mm, como alumínio, que foram recentemente cortados e dobrados e que necessitam do processo de serviço de solda MIG para que seja possível montar conjuntos com o acabamento de superfícies específicas.
A solda MIG que vem da frase Metal Inert Gas é o processo de soldagem a arco elétrico com gás de proteção. Esse serviço de solda MIG é um método que a peça e o consumível em forma de arame, fornecido por um alimentador contínuo, realizando uma união de materiais por conta do aquecimento e da fusão. Esse processo é cada dia mais utilizado e pode ser chamado tanto de MIG quanto de MAG.
Atualmente, o serviço de solda MIG é aplicável à soldagem de metais mais focados nas indústrias como aços, alumínio, cobre e vários outros elementos. Além disso, vários tipos de peças com espessura acima de 0,76 mm podem passar por esse serviço de solda MIG em todas as posições.
O serviço de solda MIG é feito por completo através de máquinas de solda de alta amperagem. Durante o processo utiliza-se um eletrodo sólido de tungstênio envolvido em gás de argônio que faz com que a soldagem seja limpa e tenha muita qualidade ao mesmo tempo. Com isso, o serviço de solda MIG a cada dia mais popular nos diversos setores da indústria e é sempre válido ressaltar a importância do cliente em encontrar uma empresa responsável, com experiência, equipamentos e profissionais gabaritados para que o processo seja feito com o máximo de qualidade possível para o cliente.
O serviço de solda MIG tem diversas vantagens ao longo do seu processo, como: não precisar ser feita a remoção de escória, sem perdas de pontas no eletrodo revestido, menor tempo gasto, alta taxa de deposição do metal de solda, mais velocidade de soldagem, baixo custo de produção, as soldas tem uma maior qualidade, facilmente operadas e por fim, menos distorção nas peças que forem soldadas.
A soldagem MIG (Metal Inert Gas) faz uso do gás argônio para soldagem de alumínio, aços inoxidáveis e cobre. Já a soldagem MAG (Metal Active Gas) usa um gás, que é a mistura de Co2 e argônio para soldagem de aço carbono e suas ligas.
Estes são processos de soldagem bastante flexíveis proporcionando soldagens de qualidade e com elevada produtividade, também é caracterizado por não haver perdas de pontas nem a necessidade de remoção de escória.

Clique na imagem: no site da Alusolda, o especialista Paulo César dá dicas interessantes sobre o processo de soldagem e muitas informações importantes para uma boa execução.
Eletrodo Revestido (Arco Manual)
Também conhecido como Arco Manual, essa é a forma mais comum entre os processos de soldagem, principalmente pelo seu baixo custo e simplicidade de operação. Também oferece maior flexibilidade quando comparado aos demais tipos de solda. Pode ainda ser realizado em locais de difícil acesso ou mobilidade.
É o mais antigo dos três processos. O eletrodo e a peça de trabalho são condutores elétricos. Ao se conectarem, a condução da corrente elétrica passa por eles, afastando o eletrodo da peça. Forma-se um arco elétrico condutor de corrente, que superaquece o eletrodo e a peça de trabalho, causando a fusão dos metais do eletrodo e da peça na região de transferência desta energia. A alma do eletrodo, metálica e, portanto, condutora de eletricidade, está revestida por uma resina que, ao ser aquecida, queima e expulsa o oxigênio no momento da fusão. Assim, quando a alma do eletrodo se funde, o revestimento de desprende e libera gases que protegem a poça de solda do contato com a atmosfera.
A resina após resfriada fica em estado sólido novamente, dando a origem à escória, que fica sobre o local soldado. Para um bom acabamento, ela deve ser removida ao fim de cada passo. Sem a remoção da escória, fica prejudicada o acabamento visual da solda e dificulta a produtividade. A remoção requer trabalhos manuais pós-solda.
O eletrodo tem um tamanho específico e com isso não oferece adição contínua de material, o que reduz ainda mais a produtividade desse processo.
Apesar disso, é um processo muito utilizado, pois possui menor custo de aplicação em pequena escala e a aquisição do equipamento também é mais barata que em outros processos, tornando-o ainda hoje o mais popular e flexível.
Veja mais do processo em https://www.weldvision.com.br/
Fonte: Moldes Injeção Plásticos
PROIBIDA REPRODUÇÃO SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor Independente
VW CFP SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de moldes plásticos
VW CFP SENAI / Técnico mecânico CREA 126.785