

Stack-Mold: Sistemas de câmara quente para moldes de múltiplas-faces
Uma incerteza para muitos transformadores de resinas termoplásticas, os moldes de múltiplas faces são cada vez mais aplicados em produtos com alta escala de produção, permitindo melhor homogeneização e qualidade das peças e significativa redução de custos de injeção.
Moldes de múltiplas faces ou empilhados (stackmold), ao contrário dos moldes convencionais, têm duas ou mais faces de abertura, apresentando como resultado a duplicação ou até a quadruplicação do número de cavidades e, conseqüentemente, o aumento do número de peças injetadas por ciclo.
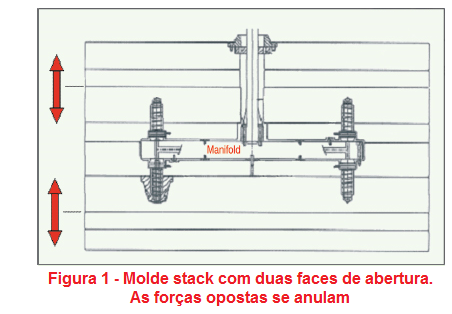
A abertura do molde é feita em dois ou mais planos paralelos entre si, onde a força de fechamento necessária para o segundo plano é balanceada pela força do primeiro plano (Figura 1). As setas indicam os sentidos de abertura de um molde de duas faces.
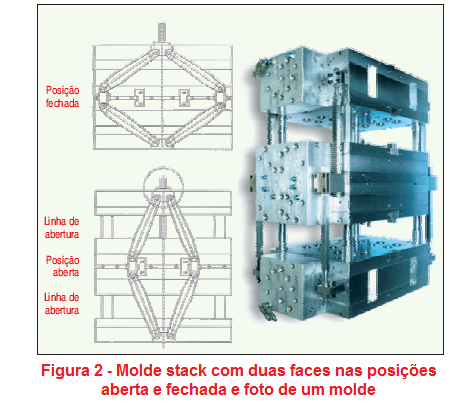
A força de fechamento necessária é a mesma que para um molde convencional, ou seja, o tamanho de máquina requerida é o mesmo quando se trata da distância entre colunas. Há que se observar se a capacidade da unidade de injeção atende o preenchimento das cavidades e se o curso de abertura é suficiente para a extração do produto injetado, visto que estes moldes são mais altos e exigem maior curso de abertura (Figura 2).
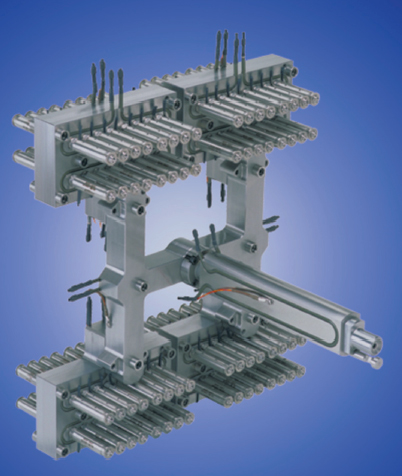
Moldes de múltiplas faces exigem um projeto mais cuidadoso e contém mais elementos móveis que os convencionais, uma vez que se necessita movimentar toda a parte central para que seja possível a extração das duas faces de injeção. Como conseqüência, o uso destes moldes tem-se restringido a grandes volumes de produção de pacas simples (figura 3).

Com a crescente pressão por redução de custos e racionalização da produção, os transformadores têm, cada vez mais, optado por moldes de múltiplas faces até mesmo para peças técnicas em resinas de processamento mais difícil.
Estas ferramentas normalmente contêm mecanismos como gavetas e outros sistemas complexos de extração, limitando o espaço disponível para os sistemas de câmara quente. Estes sistemas para moldes de múltiplas faces devem ser desenhados de forma a proporcionar uma adaptação individual e flexível aos espaços disponíveis no molde, para permitir a montagem facilitada e segura.
Além disso, o sistema de câmara quente precisa garantir as condições técnicas e reológicas1 para o processamento de materiais de engenharia.
A seguir, serão descritos três exemplos de sistemas de moldes com múltiplas faces para peças automotivas. Como requisito principal, todos os moldes devem permitir livre acesso para manipulação das peças nas duas faces de injeção. Outros requisitos também considerados importantes foram a instalação simples e segura, a alta confiabilidade operacional e a garantia contra vazamentos.
(Por: WILLIAM DOS SANTOS, KURT GAULER E MICHAEL ROLLMANN)
Nossa divulgação:
ACESSE O GUIA DE EMPRESAS PARA SISTEMA DE CÃMARA QUENTE E ACESSÓRIOS
Continue lendo:
SISTEMA PARA PRODUÇÃODE FRISOS DE PORTAS
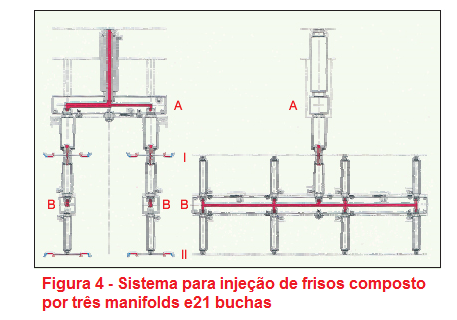
O sistema mostrado na Figura 4 produz dois jogos de frisos para porta por ciclo de injeção. Cada conjunto de frisos é composto por quatro peças, uma para cada porta.
Como fator complicador, além do molde com duas faces, uma vedação de borracha é colocada através de robô em cada cavidade e o polipropileno é injetado sobre esta vedação.
Devido a diferenças de massa entre os frisos dianteiros e traseiros, o sistema teve de ser balanceado reologicamente para garantir o preenchimento uniforme das cavidades. Devido ao comprimento das peças, cada uma requer dois bicos de injeção, totalizando dezesseis bicos no sistema. Em cada plano de injeção, o fluxo é distribuído nas cavidades através de um pequeno canal e o ponto de ataque na cavidade é realizado por meio de um canal submarino, alimentado por um sistema de câmara quente convencional.
Os distribuidores (manifolds) na parte central “B” são alimentados por um manifold na parte fixa “A” que transfere a resina para os planos de injeção I e II através de bicos convencionais. Manipuladores automáticos retiram os canais e as peças moldadas pelos planos I e II, obtendo assim as peças prontas para montagem nos veículos. Mesmo sendo composto por três distribuidores com um total de vinte e uma buchas de injeção, o sistema tem uma montagem fácil e segura. Isso se deve à forma pela qual o sistema foi projetado, constituindo se de três manifolds pré-montados, que são alojados no molde sem nenhum parafuso adicional.
Por ser pré-montado, o sistema é testado eletricamente e relativamente a vazamentos, para garantir uma boa confiabilidade operacional. Esse procedimento, especialmente em moldes complexos, economiza tempo e dinheiro.
SISTEMA PARA PRODUÇÃODE SAIA LATERAL
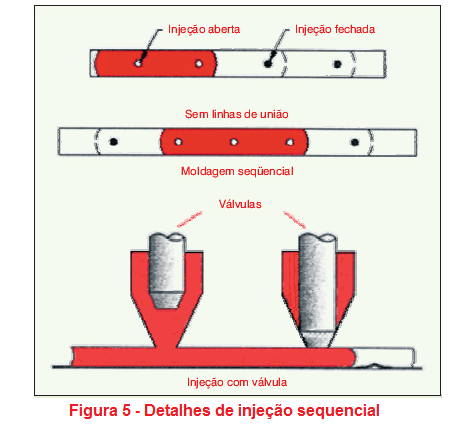
Nesta aplicação, dois conjuntos de saias (spoilers) são moldados a cada ciclo. Estas peças são texturizadas, com 1.600 mm de comprimento e, por não necessitarem de pintura, tiveram seu custo reduzido. A injeção convencional de peças desse comprimento gera linhas de solda (emenda fria ou união), o que cria a necessidade de pintura nestas peças. Neste caso, as linhas de emenda são eliminadas com o uso da injeção tipo cascata (seqüencial), baseada na abertura programada dos pontos de injeção através de válvulas (Figura 5).
Assim é desnecessária pintura ou outro processo de acabamento posterior, fazendo com que as peças possam ser montadas diretamente após a injeção. Cada plano de fechamento é composto por duas cavidades em cada lado (Figura 6), alimentados por quatro pontos de injeção. A transferência da resina dos pontos “A” para o ponto “B” é realizada no plano “I” e neste ponto manifold o faz a distribuição entre os planos I e II, possibilitando a extração automática das peças e canais.

Como descrito anteriormente, a instalação elétrica e hidráulica completa, bem como a montagem e teste, são feitos antes da entrega, para prevenir reparos e consertos durante a produção.
As cavidades são diretamente alimentadas por pequenos canais frios. A alimentação destes canais é feita através de bicos valvulados por agulha, acionadas por cilindros hidráulicos. As válvulas são operadas por sensores acoplados à rosca do canhão, que monitoram o avanço da mesma. A frente de fluxo movimenta-se em apenas uma direção, não ocorrendo linhas de emenda.
Uma outra vantagem desta técnica de injeção é a obtenção de peças com menos deformação. Atualmente os acionamentos hidráulicos são os mais usados em processos como injeção sobre filme decorativo, moldes família (produtos diferentes injetados no mesmo ciclo), eliminação de linhas de emenda (seqüencial) e injeção com pressão interna de gás.
SISTEMA PARA PRODUÇÃODE CALOTAS
Enquanto as configurações dos sistemas anteriores referiam-se a aplicações para injeção de comodities , este exemplo trata de injeção de poliamida para posterior processo de pintura.
Trata-se de uma peça aparente de geometria complexa e grandes exigências mecânicas e visuais. Isto exigiu um stackmold bastante sofisticado (Figura 7). O molde foi desenhado de forma a trabalhar na configuração de múltiplas faces em uma injetora comum ou, se necessário, separado em dois moldes individuais, permitindo operação em duas máquinas separadamente. Conseqüentemente, essas características demandam enormes exigências construtivas e econômicas.
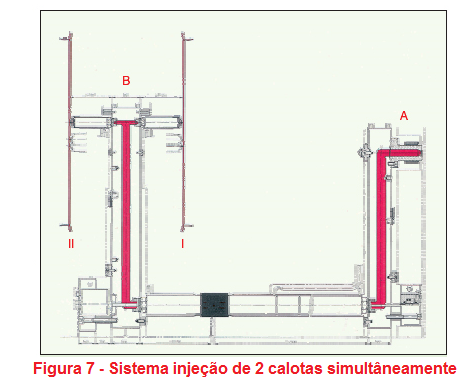
O sistema de câmara quente deve ser projetado para, ao mesmo tempo, trabalhar dentro de espaços bastante limitados, bem como oferecer excelentes características térmicas e reológicas. Como fator complicador, o sistema tem um grande comprimento de canais de fluxo (1.650 mm) e as duas cavidades contém 540 g cada, tendo de ser preenchidas em tempos de 1,5s e 1,8s individualmente. Isto requer um cálculo reológico muito preciso das várias seções transversais do sistema.
A resina flui através de dois manifolds separados até atingir o centro da cavidade, onde é distribuído para os três pontos de injeção que fazem o preenchimento das duas cavidades. As marcas da injeção são cobertas com um adesivo contendo o logotipo da empresa. Devido à pequena tolerância à variação de temperatura, o sistema tem Gates² desenhados especialmente para fazer a transferência da resina do distribuidor “A” para o “B” (Figura 8) a fim de prevenir gotejamento e Congelamento no momento da abertura do molde, fazendo uso de buchas valvuladas hidráulicas.
O funcionamento dos pontos de injeção na peça são extremamente críticos, pois estes não devem congelar e também não podem permitir a formação de “fiapos”. O sistema usado nesta aplicação reduz também os custos para manutenção do molde, já que, por se tratar de um sistema de câmara quente pré-ligado, simplifica o trabalho de manutenção, bem como permite que o mesmo seja testado antes da montagem no molde.
Com estas aplicações descritas anteriormente, fica demonstrada a viabilidade do uso de stackmolds também na indústria de componentes automotivos.
O uso de moldes de múltiplas faces pode oferecer soluções para casos onde a capacidade das máquinas instaladas não é suficiente para atender os volumes de produção propostos sem que haja a necessidade de investimento em novas máquinas injetoras. Ainda, a produtividade da máquina injetora é aumentada, reduzindo o custo unitário do produto injetado.
Além disto, este tipo de configuração garante melhor homogeneidade dos ciclos, já que todas as peças são produzidas em um mesmo molde, não havendo as variações típicas que ocorrem entre moldes ou entre diferentes injetoras. Adicionalmente, a prática tem demonstrado que as exigências para construção de moldes de placas mú-tiplas não são diferentes das estreitas tolerâncias exigidas para um molde convencional e com uma manutenção preventiva adequada, estes moldes são de manuseio simples permitindo ainda uma troca de moldes de forma simples e rápida.

Por: WILLIAM DOS SANTOS, KURT GAULER E MICHAEL ROLLMANN
Fonte: Revista Ferramental
ACESSE GUIA DE EMPRESAS DO SETOR PLÁSTICO
http://moldesinjecaoplasticos.com.br/guia-de-empresa/