

Tecnologia de Refrigeração BFMOLD
A tecnologia de refrigeração BFmold, foi desenvolvida em 2010 pelo instituto alemão Kunststoff, em parceria com a empresa Wittmann-Battenfeld fabricante mundial em máquinas e periféricos para injeção de plástico. Essa tecnologia tem como um grande diferencial, o seu sistema construtivo que se baseia eu uma câmara de refrigeração usinada sob a cavidade do molde, a qual é preenchida por esferas de aço como é mostrado na Figura, estas esferas são inundadas por água, assim permitindo uma maior área de contato com a superfície traseira da cavidade do molde.
As esferas de aço dão suporte estrutural ao molde, evitando a flexão da placa que contem a cavidade do molde durante as fazes de injeção e recalque, assim a distância entre a câmara de resfriamento e a superfície do molde podem ser reduzidas, o que acarreta num resfriamento mais uniforme e eficaz. As esferas também provocam uma turbulência no escoamento e forçam que ele se distribua ao longo da câmara de refrigeração.
Segundo o fabricante as principais vantagens desse sistema são:
a) maior produtividade devido à redução de ciclo de injeção;
b) redução em marcas de fluxo e linhas de emenda;
c) reduz a distorção das peças injetadas (empenamento);
d) redução do tempo de resfriamento devido à facilidade de transferência
e) de calor;
f) aumento da qualidade superficial;
g) maior estabilidade mecânica do produto injetado.
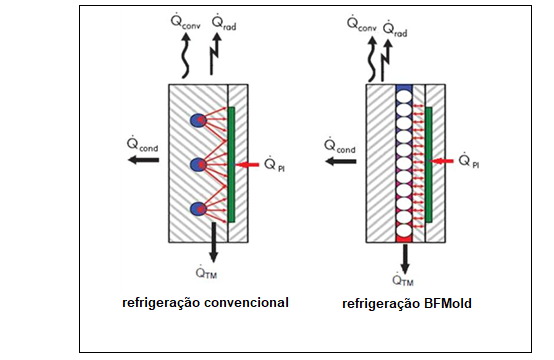
O balanço térmico de um molde provido da tecnologia BFmold não difere muito do convencional, como pode ser observado na Figura, os tipos de troca de calor são idênticos com exceção do fluxo de calor removido pelo sistema de refrigeração.
Comparativo entre balanço térmico do molde
Processo Variotherm BFMold
Considerado ainda como nova tecnologia para refrigeração e aquecimento, o BFMold tecnologia criado pela empresa Wittmann Battenfeld é proposto para produzir peças de maior qualidade em menor tempo de ciclo.
A diferença de temperatura existente entre a matéria-prima injetada e a cavidade do molde, no momento da injeção, não permite em muitos casos o acabamento de alto brilho requisitado em alguns tipo de produtos. A entrada da matéria-prima no molde atinge a menor temperatura na cavidade, ocorrendo de imediato a solidificação do polímero impedindo que todas as características de texturas e polimento sejam copiadas, da forma original.Peças em que o alto brilho são exigências, dificilmente atingem um acabamento superficial adequado sem que se precise aquecer muito o molde.
Para eliminar ou amenizar o problema é criada uma fase em que se executa a compactação da matéria plástica fundida sob alta temperatura e para facilitar a desmoldagem, o processo exige que haja o resfriamento das peças. Para se fazer o resfriamento, normalmente são utilizados processos como o uso de vapor ( que exige utilização de caldeiras), aquecimento indutivo (com pouca eficiência energética ) ou óleo (ambientalmente desvantajoso).
Utilizando-se a água pressurizada circulando pelos mesmos canais tanto no caso de aquecimento ou de resfriamento chegou-se a este processo de variação térmica. O processo de trocas térmicas poderia ser feito utilizando-se os dutos utilizados hoje nos moldes normalmente porém, para melhorar em termos de eficiência, com estudos e pesquisas criou-se o sistema BFMold.

Fonte: Wittmann-Battenfeld [2012]
Representação gráfica do molde com esferas de aço para a circulação da água de refrigeração.
Este sistema de refrigeração inusitado foi criado para promover a rápida troca de calor no molde,sendo que este tipo de fabricação já conhecido como Variotherm, garantiria a queda rápida da temperatura. Em um exemplo ( figura da cavidade em corte ), com um molde destinado à fabricação de carcaças para sistema de navegação GPS moldadas em material ABS da Basf, foi reservada uma área imediatamente posterior ( ou abaixo ) à cavidade, sendo a mesma forrada com esferas de aço (uma espécie de “piscina” no interior da cavidade) e no espaço entre elas circula a água do sistema de refrigeração com uma superfície de contato bem maior que aquelas dos dutos feitos nos moldes comuns.
Um dos segredos para a eficiência do sistema BFMold é manter a parede da cavidade tão fino quanto possível para assimilar a transferência de calor. Isto é feito com o vazio abaixo da parede da cavidade, preenchido com esferas de aço. Estas esferas dão o suporte mecânico necessário atrás da parede da cavidade, e ao mesmo tempo proporcionam um grande espaço livre para a passagem do fluido quente ou frio.
Na tecnologia BFMold, toda a área abaixo da cavidade é utilizado para aquecimento e arrefecimento, diferente dos moldes com canais convencionais. Pelo demonstrado durante a injeção de carcaças, em alguns segundos passa-se dos 150 °C registrados no fechamento da unidade para 70°C durante o recalque e a desmoldagem, o que assegura a ausência de linhas de junção e o acabamento brilhante perfeito no produto ocorrendo o tempo total de ciclo da moldagem em 40 seg. Esta tecnologia torna se interessante não só para reduzir os tempos de ciclo, mas também para evitar distorções e reduzir as tensões
Para utilizar a tecnologia BFMold, o sistema de variação térmica teve que ser integrado à máquina e o controle fica a cargo da injetora. Para o monitoramento da qualidade de acabamento superficial das peças injetadas, é possível ainda equipar-se de um aparelho óptico de inspeção na injetora utilizada no sistema BFMold. Segundo fabricante, é um sistema completo, adequado principalmente para peças com alto brilho ou que vão receber cromação, pois é difícil detectar problemas de superfície sem uso de aparelhos.
O defeito só acaba sendo observado na cromação e sem possibilidades de recuperação para a peça cromada defeituosa. Além da matéria ABS o sistema pode ser interessante também para produção com PS e alguns grades de PP, além do acrílico.

Carcaça de Sistema de Navegação GPS (ABS).
A realização da injeção com o sistema variotérmico é feito em uma injetora modelo EcoPower 110, de 110 toneladas, equipada para ter o controle do mesmo, em conjunto com controladores de temperatura Tempro Série C160 / 2 Vario Wittmann, que foram desenvolvidos especificamente para esta tecnologia de processo.
Para uma melhor garantia do dimensional da peça e para evitar marcas de afundamento e linhas de junção, a primeira zona do controlador encarrega-se de gerar e manter a temperatura na cavidade do molde acima da temperatura de transição vítrea do material que devera ser processado. Na fase de arrefecimento, a unidade muda para a segunda zona, que assegura um arrefecimento mais uniforme e rápido, especialmente para peças planas. Esta nova tecnologia de controle é que reduz as distorções, as linhas de tensão e o tempo de ciclo.
Os parceiros envolvidos no desenvolvimento foram a Kistler( instrumentação), a Lenkzes, o Instituto de Plásticos de Lüdenscheid e o Polymer Competence (PPCL), de Leoben (AL).
Fonte : Divulgações Wittmann Battenfeld;
Palestra: Variothem e Microinjeção na Robert Bosch ;
Revista Plástico Industrial e TCC – Análise Comparativa entre Sistemas de Refrigeração de Moldes de Injeção – EVAIR JOSÉ BASSO
Veja mais em:
Publicação Autorizada ao Moldes Injeção Plásticos (em 10/06/2017 e atualizado em 25/12/2019)
Hamilton Nunes da Costa
Matrizeiro Especializado em Moldes
Técnico mecânico
CREA 126.785