


Não temos patrocinadores. Compre seu Estudo livre e colabore para que o site continue passando informações.
Tolerâncias de acabamento superficial – rugosidade
As superfícies de peças apresentam irregularidades quando observadas em detalhes. Estas irregularidades são provocadas por sulcos ou marcas deixadas pela ferramenta que atuou sobre a superfície da peça.
A importância do estudo do acabamento superficial aumenta na medida em que cresce a precisão de ajuste entre as peças a serem acopladas, onde somente a precisão dimensional, de forma e de posição não é suficiente para garantir a funcionabilidade do par acoplado.
O acabamento superficial é fundamental onde houver desgaste, atrito, corrosão, aparência, resistência à fadiga, transmissão de calor, propriedades óticas, escoamento de fluidos e superfícies de medição (blocos-padrão, micrômetros, paquímetros, etc.). O acabamento superficial é medido através da rugosidade superficial, a qual é expresso em microns (mm ou m).
No Brasil, os conceitos de rugosidade superficial são definidos pela norma ABNT NBR 6405-1985.
A rugosidade superficial é função do tipo de acabamento, da máquina-ferramenta ou do processo de fabricação utilizado. Na análise dos desvios da superfície real em relação à superfície geométrica (ideal, de projeto), pode-se distinguir os seguintes erros:
• Erros macro-geométricos ou erros de forma: Podem ser medidos com instrumentos de medição convencionais.
• Erros micro-geométricos: Podem ser medidos somente com instrumentos especiais tais como rugosímetros, perfilógrafos. Estes instrumentos podem ser óticos, a laser ou eletromecânicos.
Sistemas de medição de rugosidade:
Existem basicamente dois sistemas de medição de rugosidade:
O sistema da linha média M e
O sistema da envolvente E.
O sistema da linha média é o mais utilizado. A norma ABNT NBR 6405-1985 adota no Brasil o sistema M. Além do Brasil, os EUA, Inglaterra, Japão e Rússia adotam o sistema M. A Alemanha e Itália adotam o sistema E. A França adota ambos os sistemas.
Rugosidade e Ondulações: Filtragem
As superfícies reais distinguem-se das superfícies geométricas (teóricas ou ideais) através dos erros de forma, sejam eles macro ou micro-geométricos.
Quando se mede a rugosidade, o instrumento mostrará o perfil da peça composto da rugosidade e da ondulação.:
• Ondulações ou textura secundária: É o conjunto das irregularidades repetidas em ondas de comprimento bem maior que sua amplitude. A freqüência destas ondas é pequena.
• Rugosidade superficial ou textura primária: É o conjunto das irregularidades repetidas em ondas de comprimento semelhantes à sua amplitude. A frequência destas ondas são bastantes elevadas. Quando se mede a rugosidade, o aparelho mostrará o perfil composto da rugosidade e das ondulações.
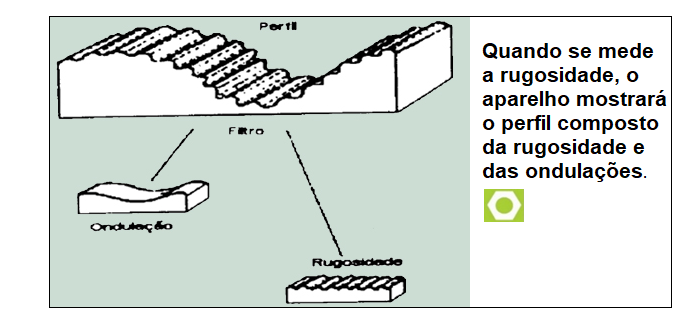
Para a medição da rugosidade, esta deve ser separada da ondulação e dos desvios macro-geométricos. Esta separação é realizada através da filtragem. Um filtro de rugosidade separa o perfil de rugosidade dos demais desvios de forma.
O comprimento de onda do filtro, chamado de “cutt-off”, determina o que deve passar e o que não deve passar. O sinal da rugosidade apresenta altas frequências (pequenos comprimentos de onda) e as ondulações e demais erros de forma apresentam sinais com baixas freqüências (altos comprimentos de ondas). Os rugosímetros utilizam assim, filtros que deixam passar os sinais de altas freqüência e eliminam os sinais de baixa frequências.
Sistemas de Medição da Rugosidade Superficial pelo Método da Linha Média – M
No sistema da linha Média, ou sistema M, todas as grandezas são definidas a partir de uma linha de referência, a linha média.
Linha Média: É definida como uma linha disposta paralelamente à direção geral do perfil, dentro do percurso de medição, de tal modo que a soma das áreas superiores, compreendida entre ela e o perfil efetivo seja igual à soma das áreas inferiores.
Conforme mostra a imagem A1+A2 = A3
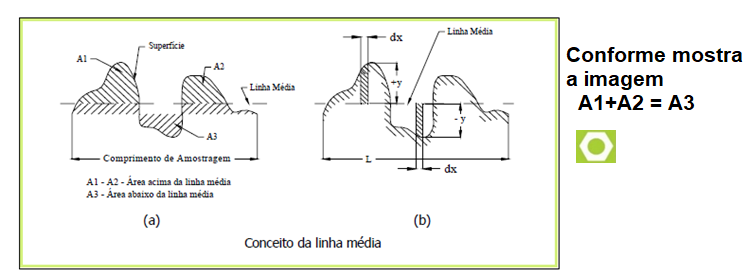
Pode-se definir a linha média de maneira mais precisa: Conforme mostra (b) na imagem , pode-se afirmar que, para um comprimento L do perfil, a somas das áreas superiores e inferiores é igual a zero, ou seja
Como ydx é a área de uma faixa elementar, a área total (A) dos picos e vales dentro do comprimento de referência L será
Durante o processo de medição da rugosidade, o rugosímetro apalpa a superfície a ser medida. Pode-se definir vários percursos e/ou comprimentos neste processo de medição.
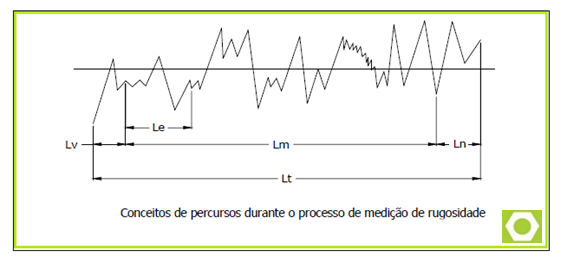
Percurso Inicial (lv): É a extensão da primeira parte do primeiro trecho, projetado sobre a linha média. Ele não é utilizado na avaliação da rugosidade. Este trecho inicial tem a finalidade de permitir o amortecimento das oscilações mecânicas e elétricas iniciais do sistema de medição e a centragem do perfil de rugosidade.
Percurso de Medição (lm): É a extensão do trecho útil do perfil de rugosidade usado diretamente na avaliação, projetado sobre a linha média.
Percurso Final (ln): É a extensão da última parte do trecho apalpado, projetado sobre a linha média e não utilizado na avaliação. O trecho final tem a finalidade de permitir o amortecimento das oscilações mecânicas e elétricas finais dos sistema de medição.
Percurso de Apalpamento (lt): É o percurso total apalpado pelo sistema de medição, ou seja, é a soma dos percursos inicial, de medição e final. lt = lv + lm + ln
Comprimento de Amostragem (le): É igual a um quinto do percurso de medição, ou seja, le = lm/5. O comprimento de amostragem deve ser o suficiente para avaliar a rugosidade, isto é, deve conter todos os elementos representativos de rugosidade.
Os sistemas de medição de rugosidade, baseados na linha média, podem ser divididos em três classes, baseados no tipo de medição efetuada:
– Medições da profundidade da rugosidade;
– Medições horizontais da rugosidade e
– Medições proporcionais da rugosidade.
Simbologia e Indicação em Desenhos Técnicos
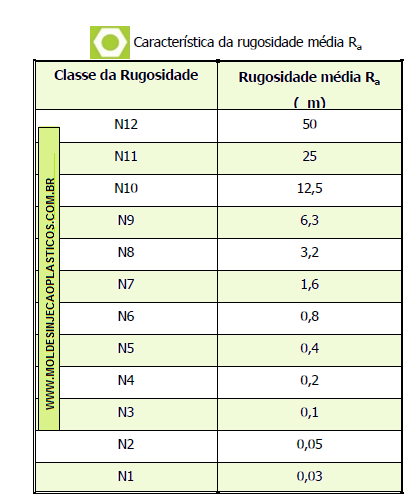
A característica principal da rugosidade média Ra pode ser indicada pelos números de classe de rugosidade correspondente conforme a Tabela 1
Para indicação da rugosidade superficial nos desenhos, deve-se indicar o símbolo da Fig. 2a .A indicação da rugosidade, sempre expressa em m, deve ser colocada no interior do símbolo, conforme mostra a Fig.2b. De acordo com a ABNT, a medida de rugosidade será sempre indicada pelo valor de Ra, a menos que haja indicação em contrário. Para indicações complementares, deve-se acrescentar uma linha horizontal ao traço maior do símbolo (Fig. 2c, 2d). Sobre esta linha será indicado o tipo de usinagem ou acabamento (tornear, retificar, limpar com jato de areia, polir, etc.). Abaixo da linha horizontal, pode-se indicar a orientação preferencial dos sulcos de usinagem
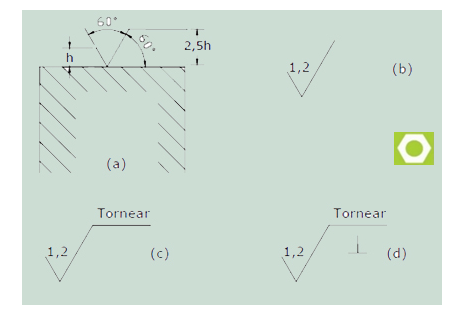
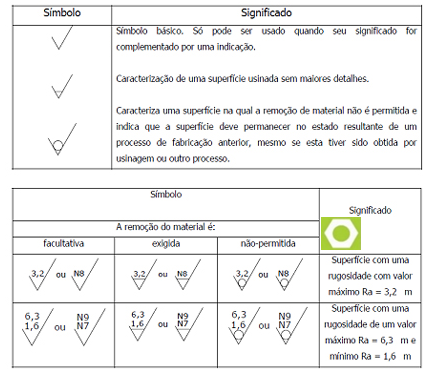
A Figura 3 mostra mais detalhes sobre a simbologia a ser utilizada em desenhos técnicos
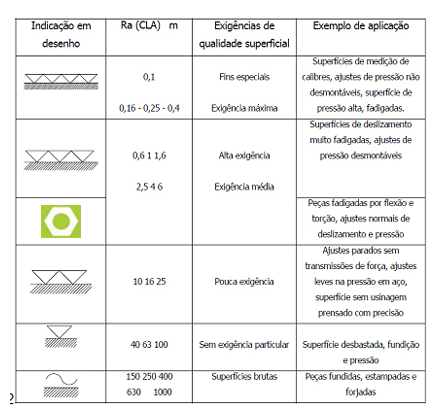
A indicação de acabamento superficial em desenhos sob a forma de triângulos está ultrapassada e não deve ser utilizada. Às vezes, porém, devido às dificuldades em se medir os parâmetros de rugosidade, a aplicação desta simbologia é adotada como indicação meramente qualitativa. Recomenda-se todavia a medição da rugosidade e respectiva indicação por um parâmetro específico. A Tabela .2mostra uma relação aproximada entre a simbologia antiga de triângulos e os parâmetros de rugosidade superficial.
Relação entre formas distintas de indicação de rugosidade em desenho
Conversão de escalas de rugosidade superficial: A passagem de uma escala de rugosidade para outra é um problema para quem trabalha com especificações e normas de diversos países. Não existe relações diretas entre os vários parâmetros e sim aproximações. A Tabela 3 mostra uma conversão aproximada de rugosidades.
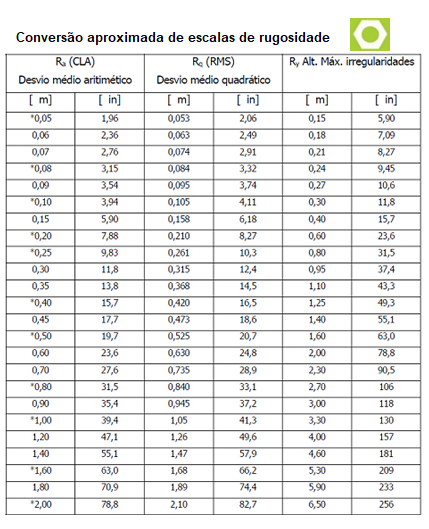
* Valores Ra normalizados pela ABNT
1 mícron = 39,4 micropolegadas
1 micropolegada = 0,025 mícron
Aplicações típicas de rugosidade superficial:
Blocos-padrão, guias de instrumentos de medição de alta precisão Ra 0,01 m;
Superfícies de medidas de micrômetros Ra 0,02 m;
Calibradores, elementos de válvulas de alta pressão hidráulica Ra 0,03 m;
Agulhas de rolamento, superacabamento de camisa de bloco de motor Ra 0,04 m;
Pistas de rolamentos Ra 0,05 m;
Camisa de bloco de motores Ra 0,06 m;
Eixos montados em mancais de teflon, bronze c/ veloc. Média Ra 0,1 m;
Flancos de engrenagens, guias de mesas de máquinas-ferramentas Ra 0,3 m;
Tambores de freios, válvulas de esfera Ra 0,6 m;
Superfícies usinadas em geral, alojamento de rolamentos Ra 2 a 3 m;
Superfícies debastadas por usinagem Ra 4 m;
Superfícies fundidas, estampadas Ra 5 a 15 m;
Peças fundidas, forjadas e laminadas Ra 15 m.
Publicado em 12/06/2017
Reprodução proibida sem autorização
Fonte : Caderno Tolerâncias de Acabamento Superficial /Senai
RESUMO -Hamilton Nunes da Costa
This site is a newsletter. We are in Brazil and we need support to pay for Updates and Improvements.
We will advertise your company here as a supporter. Contact us by email to provide financial support for our work.
contato@moldesinjecaoplasticos.com.br
Surface finish tolerances – roughness
Part surfaces show irregularities when observed in detail. These irregularities are caused by grooves or marks left by the tool that worked on the part surface.
The importance of studying the surface finish increases as the accuracy of adjustment between the parts to be coupled increases, where only the dimensional, shape and position accuracy is not enough to guarantee the functionality of the coupled pair.
Surface finish is critical where there is wear, friction, corrosion, appearance, fatigue resistance, heat transmission, optical properties, fluid flow and measurement surfaces (standard blocks, micrometers, calipers, etc.). Surface finish is measured by surface roughness, which is expressed in microns (mm or m).
In Brazil, the concepts of surface roughness are defined by the ABNT NBR 6405-1985 standard.
Surface roughness is a function of the type of finish, machine tool or manufacturing process used. In the analysis of deviations from the real surface in relation to the geometric surface (ideal, design), the following errors can be distinguished:
• Macro-geometric errors or form errors: Can be measured with conventional measuring instruments.
• Micro-geometric errors: They can only be measured with special instruments such as rugosimeters, profilographs. These instruments can be optical, laser or electromechanical.
We wish you good reading (text can be translated by Google Translate)