


As seções menos resistentes de qualquer peça plástica são as articulações e os pontos de montagem. Durante a fixação de parafusos em componentes de acoplamento, o parafuso deve ser apertado com o torque necessário para produzir a força axial recomendada entre o material receptor e as roscas do parafuso a fim de prevenir o afrouxamento.
Um problema comum em articulações aparafusadas está no fato de o plástico ser suscetível à deformação e ao afrouxamento devido à tensão. Quando submetido à cargas muito abaixo do limite elástico, componentes plásticos perdem sua capacidade de manter a carga. Quando isso ocorre, a conexão roscada fica solta.
Os insertos metálicos melhoram significativamente a força da articulação de peças plásticas e não são suscetíveis à deformação. Devido ao diâmetro e ao design da estrutura da peça metálica, é possível aplicar o torque de instalação adequado ao parafuso. Essas articulações não se tornam frouxas com o tempo, pois o latão proporciona uma permanente resistência à deformação em toda a trajetória de carga da rosca. Além disso, os insertos permitem realizar montagens/desmontagens ilimitadas nos componentes sem o comprometimento da integridade das roscas.
Em última análise, os insertos geralmente permitem que os designers substituam componentes metálicos usinados ou fundidos por materiais plásticos de menor custo sem qualquer sacrifício de desempenho.
Os requisitos típicos de desempenho para unidades que usam insertos envolvem resistência à tração, torque rotacional, e à instalação reversa. Resistência à tração, é a força axial necessária para retirar o inserto do material plástico. O torque, é a força rotacional exigida para girar a peça metálica no material plástico. Por fim, resistência à instalação reversa é uma combinação de torque rotacional e resistência à tração aplicados ao lado oposto da extremidade do inserto (consulte a Figura 1).
TERMINOLOGIA DE DESEMPENHO DE INSERTOS
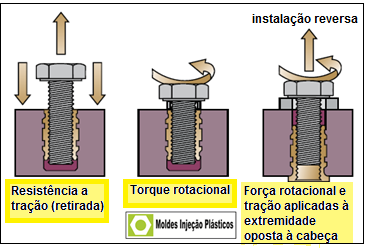
Figura 1. Os requisitos típicos de desempenho para peças metálicas envolvem
resistência à tração, torque rotacional, e à instalação reversa.
Os seguintes fatores afetam o desempenho dos insertos:
• Tipo de inserto, design e qualidade das características.
• Especificações do material plástico.
• Design e qualidade dos componentes plásticos, incluindo
uniformidade das tolerâncias do furo.
• O processo de instalação.
Comece com os requisitos de desempenho da montagem, e então selecione o inserto adequado. O objetivo é escolher um inserto com resistência ao torque suficiente para resistir ao torque de aperto exercido a fim de se estabelecer a carga axial certa na junção roscada, para mantê-la fixada no local e evitar o afrouxamento. Ao mesmo tempo, deseja-se alcançar os valores de resistência à tração ideais para as cargas que serão exercidas sobre os insertos durante o funcionamento do conjunto.
Em geral, a resistência ao torque se deve ao diâmetro da peça metálica, e a resistência à tração se deve ao comprimento da peça metálica.
Os insertos estão disponíveis em diversos tamanhos e formas. O segredo está em escolher um inserto que atenda as suas necessidades de desempenho e montagem.
INSTALAÇÃO
Existem muitos tipos diferentes de insertos desenvolvidos para satisfazer diversos requisitos de desempenho e métodos de instalação. O método de instalação deve ser considerado, já que ele é capaz de influenciar no tipo de inserto que pode ser utilizado, bem como no custo total da solução. Os dois principais tipos de insertos são os moldados no local e os instalados após o processo de moldagem (pós-moldagem).
Os insertos moldados geralmente oferecem o melhor desempenho, no entanto, também apresentam custos de instalação muito mais altos. Além disso, existe o risco de se danificar o molde caso a peça metálica não se encontre devidamente posicionada durante o processo de moldagem. Isso pode representar um grande desperdício econômico.
Insertos instalados com equipamentos térmicos ou ultrassônicos depois do processo de moldagem oferecem um bom desempenho a uma fração do custo de insertos moldados. O processo de instalação pós-moldagem é muito eficiente e elimina a necessidade de se colocar as peças metálicas adequadamente em um molde durante o ciclo de moldagem. Normalmente, insertos instalados com equipamentos térmicos oferecem a melhor combinação de desempenho geral e baixo custo de instalação.
Entre os insertos pós-moldagem, os auto atarrachantes oferecem o melhor desempenho em termos de resistência à tração; no entanto, durante sua instalação deve-se atuar com muita cautela para que a peça permaneça perfeitamente alinhada com o furo a fim de proporcionar uma integração perfeita.
Insertos de expansão são projetados para aplicações não críticas, que priorizam uma fácil instalação como critérios de design em detrimento de torque e resistência à tração. Outra opção de baixo custo consiste em insertos de pressão, cujo design foi desenvolvido com vistas à redução de custos de instalação em detrimento de torque e resistência à tração.
DIRETRIZES SOBRE O DESIGN DOS FUROS
O tamanho do furo deve estar correto. Furos com diâmetros maiores diminuem o desempenho, enquanto que furos menores geram tensões indesejáveis e eventuais fissuras no plástico. Furos com profundidade subdimensionadas também podem gerar rebarbas na borda do furo. Além disso, deve-se adaptar a recomendação do fabricante para o tamanho do inserto quando são utilizados enchimento no material plástico. Se a quantidade de enchimento representar 15% ou mais, recomenda-se alargar o furo em 0,003 polegadas, e se a quantidade de enchimento representar 35% ou mais, o alargamento sugerido para o diâmetro do furo é 0,006 pol.
Os furos para insertos pós-moldagem devem ser sempre mais profundos do que o comprimento da peça metálica. Para insertos auto atarrachantes, use uma profundidade mínima de 1,2 vezes o comprimento da peça metálica. Para outros insertos, recomenda se manter dois fios da rosca além do comprimento da peça metálica. Ao invés de furos usinados, recomenda-se o uso de furos moldados em virtude de sua superfície mais densa e resistente.
Os pinos guia utilizados na moldagem dos furos devem ser suficientemente grandes para permitir encolhimento.
Para furos retos, a conicidade não deve exceder um ângulo compreendido de 1°. Para furos cônicos, a conicidade não deve exceder um ângulo compreendido de 8° (consulte a Figura 2).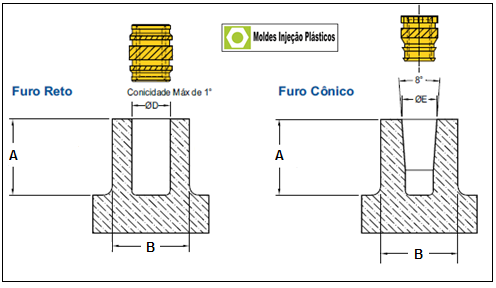
Medida A = Profundidade Mínima do Furo /Altura do Encaixe Comprimento do Inserto + dois passos da rosca
Medida B = O Diâmetro Mínimo do furo deve ser de 2 a 3 vezes o diâmetro do inserto
Os furos cônicos reduzem o tempo de instalação e garantem o alinhamento correto dos insertos no furo. A liberação mais simplificada do molde é um benefício adicional. Devem-se utilizar apenas insertos cônicos em furos cônicos. A desvantagem é que esses insertos não são simétricos, portanto, devem ser orientados antes da instalação.
O desempenho dos insertos é afetado pelo diâmetro da saliência plástica e/ou espessura da parede. Geralmente, para encontrar a espessura ideal da parede ou o melhor diâmetro da saliência deve-se considerar de duas a três vezes o diâmetro do inserto. A parede plástica deve ser suficientemente espessa para evitar o abaulamento durante a instalação, e suficientemente resistente para resistir ao torque de instalação recomendado para o parafuso da unidade. Eventuais linhas de moldagem de baixa qualidade localizadas nas proximidades do inserto podem causar falhas e redução do desempenho.
Insertos pós-moldagem que são inseridos a frio no furo exigem saliências de diâmetros maiores e/ou paredes mais espessas para suportar as forças geradas durante a instalação.
Para evitar problemas, recomenda-se a instalação dos insertos enquanto o plástico ainda está quente após a moldagem.
COMPONENTES DE ACOPLAMENTO
O diâmetro do furo do componente de acoplamento é muito importante. A carga deve ser sustentada pelo inserto e não pelo plástico. O furo do componente de acoplamento deve ser maior do que o diâmetro externo do parafuso de montagem, porém menor que chanfro ou diâmetro do inserto a fim de evitar desencaixe. Caso seja necessário um furo maior no componente de acoplamento para fins de alinhamento, deve ser considerado o uso de um inserto com cabeça. Os insertos devem ser instalados de forma nivelada (ou no máximo 0,005 polegadas acima do furo).
Se o componente de acoplamento também for um composto plástico, deve-se utilizar um limitador de compressão para preservar a pré-carga na junta roscada. Para que o limitador de compressão funcione adequadamente, ele deve ficar em contato com o inserto para que a peça ofereça suporte à carga, poupando o material receptor.
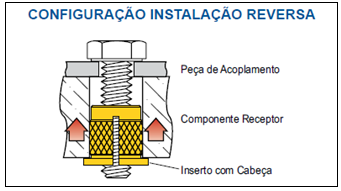
Insertos com cabeça proporcionam maior superfície de suporte e uma superfície condutora, caso necessário. Em aplicações que envolvam cargas pesadas, é possível posicionar a cabeça da peça de forma oposta à carga em uma configuração de instalação reversa (consulte a Figura 3). Insertos cônicos não devem ser utilizados em aplicações como esta, ou em furos de parede fina, pois isso pode provocar a ruptura do plástico.
Christie Jones, Gerente de Desenvolvimento de Mercados
SPIROL International Corporation, Danielson, CT, EUA
Publicação autorizada ao Portal Moldes Injeção Plásticos
Fonte: Caio Delgado | Engenheiro de Aplicação | Vendas | SPIROL Brasil
Saiba mais sobre a Spirol do Brasil em:
http://www.spirol.com.br/company/news/press_d.php?ID=177
Publicado em 21/06/2017