


Utilização de Composto de Purga
Processo de Purga
Chamado de Purgar, é o método utilizado para remover resíduos plásticos de máquina extrusora, injetora ou sopradora. Consiste na remoção do material velho ou contaminado do equipamento, podendo ser materiais ou cores, pigmentos, contaminantes, e ainda a remoção de impurezas como óleos resultantes da manutenção da máquina e do molde, material diferente de produções anteriores ou material degradado, após tempo de residência no cilindro superior ao admissível. O processo ocorre normalmente quando há troca de cor, troca de matéria-prima, partida de máquina e preparação para manutenções que envolvam a unidade de injeção.
No equipamento de moldagem por injeção o processo de purga ou limpeza de resíduos termoplásticos, pode ser feito com materiais virgens, contudo muito material e tempo são necessários para concluir a transição com eficácia. Também pode se utilizar o próprio material que estiver produzindo, adicionando um elemento de limpeza. Na troca de resinas, propõe-se que haja na medida do possível, uma programação no plano de operação, que contemple a sequência mais prática da troca de resinas.
Os agentes de purga com várias opções no mercado, tornam ágeis os sistemas produtivos. Purgar consome tempo e material, por isto há interesse das empresas em melhorar a eficiência dos agentes de purga ou o seu reaproveitamento, além de atender as normas relacionadas à gestão de resíduos.
O agente de purga, ou chamado “paradeira” no dia a dia industrial, é utilizado para a limpeza de fuso (rosca) e cilindros de máquinas de moldagem de termoplásticos. Nas máquinas injetoras é feito para a remoção de resíduos do parafuso plastificador. Este material pode ser moído mecanicamente e retornar em próximas limpezas de equipamento, mas o número de vezes que o agente de purga retorna depende do nível de contaminação e de degradação, sendo que ao final de sua vida útil, quando perde suas propriedades, torna-se um resíduo industrial e deve ser descartado em local apropriado.
Empresas de outra realidade não usam material de limpeza, pois suas máquinas não param. Alguns tipos de máquinas modernas já tem a Função de Auto-purga, (quantidade, pressão e velocidade).
O foco específico dos agentes de purga é remover o acúmulo de material nas superfícies metálicas dos componentes, para reduzir o tempo de setup (parada de máquina) e da mão-de-obra ao fazer uma troca de cor ou de material, minimizar o refugo, o acúmulo de carbono e os defeitos da superfície permitindo a produção perfeita de peças, independentemente do tipo de polímero ou das dimensões das peças.
Agentes de purga podem ser interessantes por exemplo, quando começam a aparecer produtos com pintas pretas, ou quando se trabalham com máquinas mais antigas, nas quais surgem folgas que acumulam materiais que somente a resina não consegue limpar.
Para empresas que trabalham com grande variedade de cores e resinas o agente de purga é um excelente aliado em aumentar a eficiência da produção. Com seu uso constante, os agentes de purga reduzem significativamente o refugo decorrente das trocas tanto de cor quanto de material o que, por sua vez, gera importante economia de custos. Novos compostos de purga estão sempre em desenvolvimento na indústria, sendo aprimorados para eliminação de uma série de problemas. Alguns para limpeza de áreas com pequenas folgas, ou para melhor purgar as resinas de engenharia que são sensíveis à temperatura ou à espessura.
Outras fórmulas desenvolvidas para fluir mais facilmente dentro do material de suporte, ou para substituir o papel das fibras de vidro no composto, permitindo sua utilização em uma ampla gama de aplicações. As formulações também são aprimoradas para minimizar a geração de uma névoa ou odores durante a Purga ou para manter a estabilidade térmica em altas temperaturas de processamento.
Dependendo muito da matéria prima que se injeta, os materiais de purga em alguns casos são específicos e em outros casos aplicam se algumas técnicas no processo para obtenção de uma melhor limpeza.
Uma tendência contínua no desenvolvimento do Composto de purga concentra-se na busca de soluções que possam ser usadas na máquina e ferramentas, com técnicas que permitam o uso do mesmo composto em diferentes processos de fabricação de plásticos.
É muito grande a variedade de materiais de purga no mercado e consideramos que todos sem exceção, de alguma forma contaminam e diminuem aproveitamento posterior (reciclagem). Muitos materiais de purga embora necessários não são considerados viáveis.
Os processadores que utilizam compostos de purga relatam menos falhas de processo, de produção e mais tempo de atividade, com redução de refugos em até 50% e redução dos tempos de máquina parada.
Câmara quente merece atenção especial
Não podemos eliminar deste processo quando estão montados, os meios utilizados como o bico da injetora, o molde de injeção e o sistema de câmara quente se utilizado, que merece uma atenção especial. Por eles passam a matéria prima plástica do produto final e os compostos utilizados para a limpeza, que podem danificar os equipamentos se não forem apropriados. Alguns compostos são específicos para limpeza da câmara quente.
Durante a troca e montagem de um molde, é importante que se faça o processo de purga na injetora, quando for necessária a troca de matéria prima ou cor para o novo produto. No caso de molde com sistema de câmara quente verificar a necessidade de purga.
Em sistema novo, para que se possa fazer a Pré-carga da câmara quente com resina são necessários alguns procedimentos, inclusive com a purga da unidade de injeção. Neste caso indicamos consultar manual de serviço do fabricante.
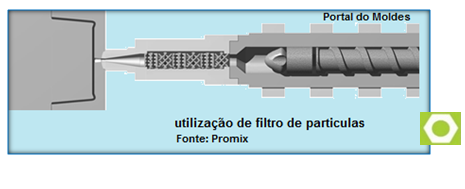
Um dos fatores mais importantes para manter um sistema de câmara quente em bom funcionamento é evitar a entrada de impurezas no canal do manifold e nos bicos. A contaminação da matéria prima obstrui os canais e pode entupir os gates, dificultando assim a injeção da peça. Para eliminar ao máximo a entrada de impurezas na câmara quente recomenda-se, manter o material plástico o mais puro possível e utilizar um filtro homogenizador entre cilindro e bico da máquina.
O objetivo do filtro é evitar obstruções no processo de injeção, e quando a pressão de injeção começa a subir é chegada a hora de limpar o filtro homogenizador. O filtro deve ser construído para facilitar a limpeza do seu elemento filtrante. A princípio, a limpeza de um filtro é sempre muito mais eficiente do que desobstruir um gate de um sistema de câmara quente.
Em caso de processamento de plástico reforçado com fibra longa, naturalmente a fibra obstrui o filtro mais rápido. Neste caso recomenda se purgar o conjunto cilindro – filtro – câmara quente com material sem fibra antes da parada do molde. Este procedimento deixará cilindro, filtro e câmara quente, limpos e facilitará a rotina de iniciar novamente a próxima produção de peças. Caso haja preocupação com a possibilidade de misturar material com ou sem fibra, recomenda se o uso de uma cor diferente para o material de purga.
Vídeo sobre limpeza do sistema de canais quentes https://youtu.be/0u8IbjwqzyM
Limpeza de ferramental
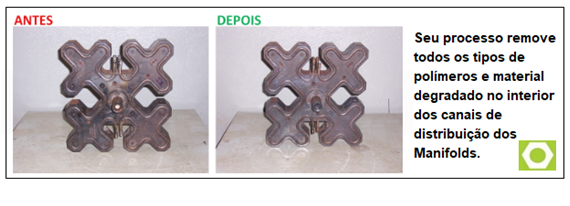
A empresa Dynaflow oferece ao mercado equipamentos com tecnologia de limpeza e executa prestação de serviços de limpeza de ferramental, especialmente manifolds impregnados com polímeros. Seu processo remove todos os tipos de polímeros e material degradado no interior dos canais de distribuição dos Manifolds.
Click no link e saiba mais sobre a Dynaflow
O processo de Purga não faz milagres
Nem a Purga química, nem a Mecânica garantem limpeza a sistemas desgastados.
Os agentes de purga são compostos de polímeros e aditivos, como o estabilizante térmico que permite a limpeza do equipamento sem degradar o material. Os agentes de purga podem ser separados em dois grupos: os agentes de purga químicos que afetam a estrutura química da molécula do polímero e os agentes de purga físicos ou mecânicos que fazem a limpeza através de arraste.
As formulas de purga química e mecânica são versáteis e melhoram uma ampla gama de polímeros que se acumulam em componentes de máquinas primárias.
A Purga química é um método adotado por muitos fabricantes especialmente os que usam moldes de câmaras quentes. Compostos para purga química são 100% moldáveis e reagem com as resinas e pigmentos para remover resíduos mais rapidamente usando menos material e resinas. O mercado oferece diversos tipos de composto de purga químico para uma variedade de aplicações e equipamentos.
A eficácia da Purga química depende muito da matéria prima e do estado físico do sistema, conjunto canhão e manifold. Em sistemas desgastados com riscos ou encrustações antigas, a limpeza só é possível com desmontagem dos sistemas e limpeza mecânica.
Para a Purga Mecânica, o composto muitas vezes contém abrasivos em suas formulas, causando desgaste nas superfícies do molde e consequentemente problemas com as peças injetadas.
A Purga abrasiva pode desgastar outros componentes como bico da bucha de injeção, e ainda não garante limpeza para sistemas desgastados. Muitas vezes o que se consegue nestes processos é minimizar as perdas por contaminação. Para se entender melhor, somente abrindo um sistema e verificando fisicamente as encrustações remanescentes, mesmo após os processos de purga.
Ainda não tem?
Alertamos como procedimento de segurança, que além do uso de EPIs, se providencie um Recipiente de Purga, para o armazenamento de resina quente purgada da unidade de injeção.
Desgaste nos componentes de máquina
O processo de moldagem por injeção de plásticos é influenciado por diversas variáveis relacionadas com o conjunto da máquina de injeção e periféricos, com a concepção dos moldes, com os parâmetros ajustados do processo e com a variação das características reológicas e térmicas da matéria-prima ou ainda diferenças nas condições de temperatura ambiente. A variação de qualquer um destes fatores ou de vários em conjunto, pode conduzir à ocorrência de defeitos ou não conformidades no produto final.
Os processadores de termoplásticos entendem que sua eficiência operacional e seus resultados são afetados negativamente pelo tempo de inatividade das máquinas e refugos associados à cor ou a alterações de polímeros. Resultam ainda os efeitos negativos sobre a qualidade pelos pontos pretos em seus produtos acabados devido à carbonização de seus conjuntos de rosca e cilindro.
A vida útil de um conjunto de cilindro e rosca, que podem ser de máquina extrusora, injetora ou sopradora, depende muito do material plástico processado. Se a matéria plástica de trabalho for virgem sem nenhum tipo de mistura, o conjunto terá uma durabilidade maior do que um conjunto que processa materiais reciclados ou que contenha reforços minerais (lã de vidro, carbonatos, fibra, etc.). Por ser um conjunto submetido à grande desgaste, o conjunto de rosca e cilindro é projetado para ser substituído ou recondicionado.

Vídeo – Recuperação de rosca https://youtu.be/_3WigrRUcU0
Para a injeção de matéria prima, de forma a facilitar o ajuste e o bom funcionamento do processo, os fabricantes ou distribuidores fornecem a ficha técnica de seus produtos com os valores recomendados das temperaturas de fundido e do molde para cada material.
O acúmulo de resíduos que aparece repentinamente na face do molde, são normalmente resultados de alterações nas condições de moldagem e mudanças de lote de matérias-primas. Para correção, a temperatura do fundido deve ser medida e a aparência do fundido checada, na tentativa de encontrar sinais de decomposição, isto é, presença de material queimado. Também deve se checar se o composto de moldagem está contaminado por substâncias estranhas e ainda se algum composto de purga incompatível foi usado.
Limpeza do cilindro e início da produção
Devido à alta viscosidade, a maioria dos termoplásticos de engenharia arrastam qualquer depósito de material deixado por injeções anteriores. Se o cilindro e o fuso da injetora não estiverem completamente limpos, poderão surgir problemas como delaminação. Degradação da resina, pontos pretos e manchas no moldado.
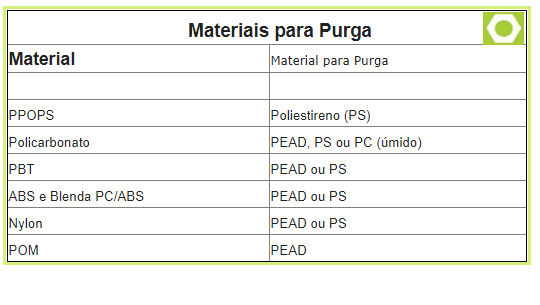
Para limpar a máquina, PS ou PEAD podem ser usados (GE Plastics, 2003). Devem-se evitar os seguintes materiais: PA, PP, POM, PEBD, ABS e PVD por degradarem em alta temperaturas ou reagirem com outras resinas, podendo causar inclusive (no caso dom POM) explosões no canhão (GE Plastics 2003). A temperatura de purga deve ser a mesma utilizada para o processamento da resina em questão.
Purga nylon – Guia de Moldagem para as resinas da DuPont Minlon e Zytel ™
Procedimento de partida mais comum
Os materiais de purga mais comuns e que limpam mais eficazmente os nylons são o PS, acrílico (o bico deve ser retirado durante a purga) e PEAD. Os nylons reforçados com fibras de vidro podem ser purgados eficientemente segundo o procedimento:
1 – Afastar a unidade de injeção e manter a rosca na posição de avanço.
2 – Acionar a rotação da rosca a alta RPM purgando tanto material quanto possível. Adicionar o material de purga e purgar até que saia limpo. Pode ser necessário ajustar as temperaturas do cilindro conforme o material utilizado.
3 – É boa prática purgar a altas velocidades para raspar as paredes do cilindro antes de utilizar outra resina. Deve-se tomar cuidado para não causar a expulsão violenta da resina durante este procedimento.
Máquinas que contenham resinas sensíveis termicamente como acetal, PVC ou resinas com altas temperaturas de processamento como nylons, devem ser purgadas com polietileno de alta densidade (PEAD) ou poliestireno (PS).
Máquinas grandes que trabalharam anteriormente com ABS ou policarbonato podem requerer um procedimento de purga especial, por exemplo:
* Purga com PEAD (preferivelmente grades de extrusão).
* Purga com Zytel® reforçado com fibras de vidro.
* Purga com acrílico.
* Purga com PEAD.
Durante a purga final com PEAD, a temperatura do cilindro deve ser ajustada para o grade, específico de nylon a ser processado.
Preparação do material
A umidade presente na atmosfera pode afetar as propriedades físicas e prejudicar o acabamento superficial de materiais higroscópicos moldados por injeção. Os problemas mais comuns causados pela presença de umidade nestes materiais são peças com bolhas de ar e manchas causadas pela queima devido à alta temperatura dos vapores de água. Além disso, existe o risco do operador sofrer queimaduras no momento da regulagem e operação da máquina.
O ABS e o PA 6,6 são materiais que podem sofrer esse tipo de problema (GE Plastics 2003). Já o PP, PE e o PS não absorvem umidade, portanto não necessitam da operação de desumificação.
O processo de desumificação pode ser realizado por estufas de ar circulante (forno comum), secador de ar forçado e desumidificadores. A estufa de ar circulante é um forno com várias bandejas dispostas umas sobre as outras de modo que o ar quente circula e seca o material depositado no seu interior. Esse equipamento é ideal para secar pequenas quantidades de material. Devido à secagem, irregular dos grânulos, eles devem ser distribuídos uniformemente na bandeja, de forma que não ultrapassem 3,0 cm de altura.
A distância entre as bandejas deve ser no mínimo de 5,0 cm, a fim de garantir a livre circulação de ar quente. O tempo de secagem depende do tipo de material e ele deve ser misturado a cada 30 ou 60 minutos para que seque de maneira uniforme (GE Plastics 2003). Cá entre nós, que mão de obra.
Já o secador de ar forçado e o desumidificador são utilizados para a secagem de grande quantidade de material. A diferença entre eles fica por conta de que o desumidificador retira a umidade do ar antes que o mesmo seja aquecido e insuflado no silo, ou seja, o ar quente que entra em contato com o termoplástico já está seco, possuindo, portanto, maior eficiência de secagem.
Clique no link e veja para outros materiais
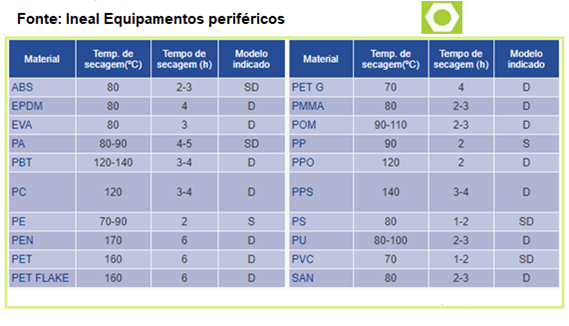
Tabela orientativa de secagem para vários materiais
Veja alguns produtos para Purga:
OBS: O usuário terá a opção de purgar a máquina com o molde aberto ou fechado
– Composto para purga ASACLEAN
Desenvolvido pelos laboratórios de pesquisa e desenvolvimento da Asahi Kasei Corporation. Cada grânulo do composto para purga ASACLEAN é fabricado de forma que 100% da composição seja um agente real de purga.
O ASACLEAN também é especialmente formulado para excelente compatibilidade e afinidade com vários tipos de resinas termoplásticas. O resultado é um alto poder de limpeza com baixa formação de resíduos.
O produto baseia-se no conhecimento tecnológico da fabricação de plásticos para engenharia da Asahi e é formulado com ingredientes projetados especificamente para a limpeza de máquinas de moldagem e extrusão.

Características:
Categorias disponíveis para a purga de resinas entre 320°F-735°F (160°-390°)
Purga mecânica com base em resina sem químicos perigosos
Não é necessária mistura
Baixa afinidade com superfícies de metal, facilitando a retirada com tipos mais comuns de resinas
Termicamente estável, ideal para desativação e vedação
Vendas: www.eudrix.com.br Whats (11) 99545-1243
Procedimentos de purga para máquinas de Injeção.
http://www.starplasticos.com.br/Biblioteca/InstrucoesdePurga-INJECAOAsaclean.pdf
Procedimentos de purga para o processo de Extrusão
http://www.starplasticos.com.br/Biblioteca/InstrucoesdePurga-EXTRUSAOAsaclean.pdf
Linha de produtos asaclean
http://www.starplasticos.com.br/Biblioteca/Linha%20de%20Produtos%20Asaclean.pdf
– Produtos da Chem-Trend
A marca Ultra Purge™ de agentes de purga evolui continuamente para lidar com os desafios que você enfrenta como processador de termoplásticos e é projetada para agregar um valor significativo às suas operações. O portfólio da Chem-Trend abrange uma ampla variedade de aplicações de processos, polímeros, temperaturas de operação e tipos de equipamento, permitindo a melhor combinação para sua situação específica.
Lusin® CLEAN G 320: granulado com alto grau de limpeza sem qualquer abrasivo
Ultra-Purge – produto econômico que age por uma reação química, quebrando as moléculas das resinas e libera corantes e depósitos de carvão com pequena quantidade de material.
Todos os tipos de Ultra-Purge com exceção do HT podem ser usados para limpeza de câmaras quentes. O usuário terá a opção de purgar a máquina com o molde aberto ou fechado. Purgar câmaras quentes com o molde aberto é recomendado para atingir ótimos resultados quando a troca de cor é muito difícil. Purgar com o molde fechado é recomendado quando a troca de cores for relativamente mais fácil. Pode ser injetado através de canais bem estreitos. Nenhum químico ou solvente é adicionado ao composto de purga assim não danifica os bicos, canais e qualidade dos moldes. Também é recomendado pela Husky Injection Molding systems como um produto seguro, eficiente e econômico como solução para limpeza de câmaras quentes.
Veja em: Chem-Trend https://chemtrend.com/?lang=pt-br
– Produtos da linha Purgex™
PURGEX
Os produtos da linha Purgex™ são feitos a partir de uma mistura pronta para uso, sendo o polietileno (PEAD) o seu principal ingrediente. Os produtos Purgex™ possuem atividade mecânica para limpeza eficiente, ação espumante para intensificação da mistura e um lubrificante de fácil remoção. Purgex™ limpa totalmente, com segurança, as máquinas de injeção, extrusão e sopradoras, além limpar moldes e sistemas de câmaras de aquecimento. Todos os ingredientes ativos do Purgex™ são reconhecidos como seguros (GRAS) pelo FDA dos EUA. PURGEX usa a resina da produção como veículo, não é tóxico e nem abrasivo, limpa e lubrifica a máquina, além de possuir um sistema de expansão que carrega o produto para todos os setores.
Oferece uma blenda que pode ficar dentro da máquina enquanto ela esta desligada e que se pode purgar quando religar. Este procedimento irá diminuir a degradação de material dentro da máquina e permitir o reinicio da produção mais rapidamente. Linha de blendas tecnicamente testadas para atingir a melhor relação tempo – limpeza, sem deixar de lado eficiência e economia.
Purgex 456 Plus
É um agente de purga concentrado com alto poder de expansão e de arrasto, proporcionando uma limpeza profunda.
Purgex 386 Plus
É usado especialmente na extrusão e sopro, garantindo otimização no processo de limpeza.
Purgex 456 CQ
É indicado para Câmara Quente, pode ser formulado em diversas blendas para Gates variados.
Purgex Original
Para uso constante, indicado para limpeza de Rosca e Cilindro, de maneira a retardar o processo de desgaste de suas máquinas.
Purgex 461
Nossa nova criação para máquinas que trabalham a temperaturas inferiores a 180 graus. (Sujeito a disponibilidade do estoque)
http://www.purgex.com.br/produtos
– Agente de purga da Colorfix
PURGFIX: é um agente de purga granulado, sendo uma combinação de produtos que permite uma limpeza eficiente e rápida dos equipamentos, eliminando pontos de carbonização, além de facilitar a troca de materiais e cores. É recomendado para processos que trabalham com troca constante de resinas e cores além de casos onde se observa carbonização de material, pintas pretas e impurezas impregnadas na máquina. Pode ser direcionado a processos delicados como injeção com câmara quente e extrusão de filme e também sopro.
http://colorfix.com.br/produtos.html
– Composto de purga CROMEX
Permite a remoção de depósitos de pigmentos e material degradado em regiões de acúmulo da máquina, reduzindo a necessidade de paradas de máquina, pois promovem uma limpeza rápida para a troca de cor e ou resina, consequentemente, diminuindo os gastos.
– Produtos Purga-UltraPlast®
Aditivo Purga-UltraPlast®: produto em grânulos, não abrasivo e agem com uma reação química devido a sua composição. Em sua nova formulação, um agente expansor e inglobante deixa-o ainda mais eficiente, especialmente para as situações mais difíceis: as máquinas com desgaseificação e as de teste de acúmulo. Faz limpeza à temperatura do material precedentemente trabalhado e não necessita de tempo de espera durante a limpeza.
UltraPlast® PO-C / PO-CS / POH-CS
Composto de limpeza desenvolvido para troca de cores em máquinas injetoras e extrusoras, com ou sem câmara quente. Realiza a limpeza de roscas sem fim, camisas/canhões, bicos de injeção e cabeçotes de extrusão, para remover o material residual, depósitos, incrustações e pintas pretas de todos os termoplásticos.
Específico para: PP, PEAD, PEBD, PVC, ABS, PS, POM, EVA, TPE, TPU, EVOH e outros.
UltraPlast® PO-E / POE-CS
Composto de limpeza desenvolvido para a troca de cores ou materiais poliméricos por injeção, extrusão com ou sem acumulador. Este produto é particularmente eficiente nas trocas de cores mais difíceis.
Específico para: PVC, EVA, PE, PEAD, PEBD, PP, PS, POM, TPU, TPO, EVOH e outros.
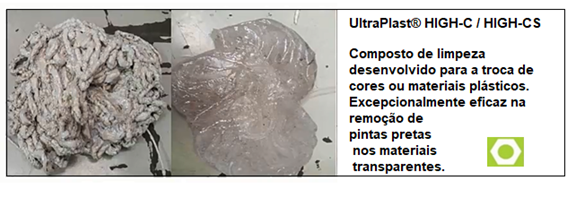
UltraPlast® HIGH-C / HIGH-CS
Composto de limpeza desenvolvido para a troca de cores ou materiais plásticos. Excepcionalmente eficaz na remoção de pintas pretas nos materiais transparentes. Se usado com frequência, ele irá preservar o equipamento da oxidação, facilitando o processo de limpeza. Possui recomendação para limpeza em moldes de câmara quente.
Específico para: PC, PC/ABS, ABS, SAN, PMMA, ASA, SURLYN e PETG.
UltraPlast® PET-C / PET-CS / PET-S
Composto de purga desenvolvido para processos que utilizam resina PET. Devido aos componentes da fórmula é indicado e recomendado para limpeza do molde de câmara quente, com a possibilidade de injeção de pré-forma. Auxilia na remoção de incrustações, pintas pretas, oxidações e na troca de cores. Se usado com frequência, ele irá preservar todo o equipamento da oxidação, deixando mais simples e veloz a operação de limpeza.
Específico para PET: Pré-forma, Extrusão de Chapa.
UltraPlast® HT / HT-S / HT-CS
Composto de limpeza desenvolvido para a troca de cores e materiais plásticos por injeção e extrusão. Particularmente indicado para polímeros que incluem retardante de chama, fibra de vidro, estabilizantes UV e poliremos técnicos para altas temperaturas.
Específico para: PA, ABS, PBT, PEEK, PPS, PSU, PPO, GRIVORY HT, ULTEM, PEI, PES e outros.
UltraPlast® BF
Composto de purga específico em forma concentrada que deve ser misturado com o material de processamento. Indicado para a limpeza de roscas e cabeçotes de extrusão para remover incrustações durante a troca de cores ou material.
Específico para: PVC, EVA, POM, PEAD, PEBD e PP.
UltraPlast® LP – Novo composto liquido
Esta nova solução de purga liquida oferece um dos melhores resultados em comparação com os outros produtos líquidos existentes no mercado, sem cheiro e fumaça. Indicado para todos os polímeros. Temperatura de 80 a 400 °C.
http://www.purga-ultraplast.com/
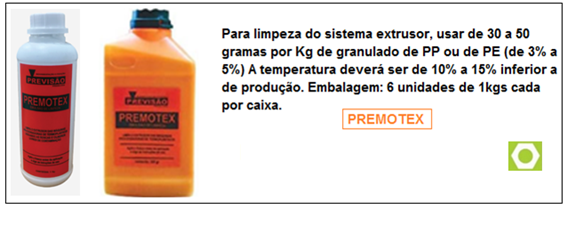
– Produto Premotex
Para Limpeza do Canhão da Injetora, sopradora ou extrusora com economia e rapidez no set-up. Remove resíduos das matérias plásticas, pigmentos e oxidações e deixa o extrusor livre de contaminações com acabamento de polimento. Promete economia com redução da quantidade de granulado usado na limpeza em até 70%, redução em perdas do novo processamento, redução no tempo das operações de troca de materiais, de cor e limpeza profunda.
https://www.previsao.ind.br/a-previsao/
– REMOTEX: emulsão desincrustante para sistema extrusor de termoplásticos.
REMOTEX contém solventes e agentes de polimento especiais que, misturado ao material de limpeza, proporciona uma eficiente remoção dos resíduos do processamento anterior, reduzindo o tempo da operação de limpeza e a quantidade de material usado nesta, evitando desperdícios pela redução de descarte ou refugos levando a uma considerável economia. Possui atuação múltipla no processo, pois o mesmo consiste em expansão do material utilizado na mistura de limpeza, fusão com os resíduos agregados e arraste pelos agentes polidores. REMOTEX age profundamente, possibilitando maior agilidade no processo de limpeza, deixando o sistema extrusor livre de contaminações e reduzindo de 50 a 70% a quantidade de granulados utilizados nesta operação bem como, proporcionalmente, o consumo de energia.
Remotex a mais de uma década representa o avanço nos processos de troca de cor ou resina. Com solventes e agentes polidores, Remotex proporciona uma eficiente remoção dos resíduos do processamento anterior, reduzindo o tempo de máquina parada e em até 70% a quantidade de material utilizado no processo de purga.
Veja propriedades no link REMOTEX
Agente de purga Purge Clean
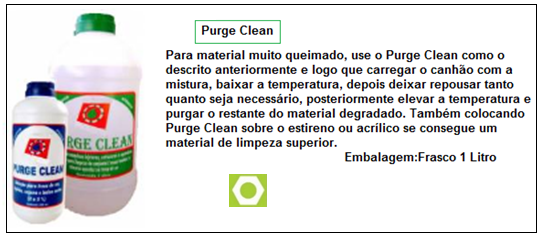
Produto atóxico para limpeza de cilindros de injetora, extrusora e sopradora
– Determinar a quantidade de plástico que cabe entre os filetes da rosca e o canhão (não confundir com o volume de injeção) e colocar o dobro dessa quantidade em um recipiente.
– Agregar de 2 a 5 % do seu peso do líquido Purge Clean, misturado até que todo plástico esteja bem umedecido.
– Diminuir 20º C na temperatura de processamento. (Exemplo: se estiver processando a temperatura de 200º C, abaixar para 180º C).
– Esvaziar e limpar o funil.
– Eliminar todo material do canhão, dosar até a rosca começar a patinar, injetar avançando toda a rosca.
– Alimentar o funil com o plástico, preparado para a limpeza. Aguardar um tempo de aproximadamente 2 minutos para a reação química.
– Dosar o restante do plástico preparado para a limpeza. Aguardar um tempo de aproximadamente 2 minutos para a reação. Depois disso, limpar qualquer umectante remanescente do funil e iniciar a produção (se a cor persistir, as borbulhas indicam que ainda resta um pouco de Purge Clean. Elevar a temperatura em aproximadamente 6º C e processar novamente o plástico, até que a limpeza esteja completa. Máquinas Extrusoras e Sopradoras: Mesmo procedimento utilizado para as injetoras, porém aguardar um tempo para as reações químicas de 10 a 15 minutos.
Masterfil Purga
O produto é um concentrado de aditivo indicado para limpeza de máquinas. O Masterfil Purga atua no arrancamento de incrustações indesejadas na parede do cilindro e na rosca. Este produto é indicado para utilização em processos de extrusão e injeção, podendo ser repassado por até 3 vezes de acordo com o estado do extrudado.
http://www.aditive.com.br/masterfil-de-aditivos/aditivo-masterfil-purga
– Compostos do Brasil
A Compostos do Brasil oferece em seu site um Guia Seleção de Produtos Dyna Purge
https://www.compostos.com.br/materiais-de-purga/grades-disponiveis
– FREEDOM SOLUÇÕES
A FREEDOM SOLUÇÕES PLÁSTICAS desenvolve aditivos para melhorar a performance produtiva afim de gerar produtividade que em consequência gera mais lucro. É especializada em soluções de limpeza de equipamentos transformadores de plástico, com ganho de produtividade, redução de sucatas e acelerando a produção.
Fonte: Moldes Injeção Plásticos
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Hamilton Nunes da Costa – Editor de Revistas Independente
CFP VW SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de molde
CFP VW SENAI / Técnico mecânico – CREA 126.785
This site is a newsletter. We are in Brazil and we need support to pay for Updates and Improvements.
Give us financial support as a sponsor. We will advertise you or your company as a supporter, contact us by email to financially support our work.
contato@moldesinjecaoplasticos.com.br
Use of Purging Compound
Purging Process
Called Purging, it is the method used to remove plastic residues from an extrusion, injection or blowing machine. It consists of removing old or contaminated material from the equipment, which can be materials or colors, pigments, contaminants, and also the removal of impurities such as oils resulting from machine and mold maintenance, material different from previous productions or degraded material, after time of residence in the cylinder higher than the permissible. The process normally occurs when there is color change, raw material change, machine startup and preparation for maintenance involving the injection unit.
In injection molding equipment the process of purging or cleaning thermoplastic residues can be done with virgin materials, however a lot of material and time are required to effectively complete the transition. You can also use the material you are producing, adding a cleaning element. In the exchange of resins, it is proposed that, as far as possible, there is a programming in the operation plan, which includes the most practical sequence of the exchange of resins.
Purging agents with several options on the market make production systems agile. Purging consumes time and material, which is why companies are interested in improving the efficiency of purging agents or their reuse, in addition to complying with regulations related to waste management.
The purging agent, or so-called “stop” in industrial daily life, is used for cleaning spindle (thread) and cylinders in thermoplastic molding machines. In injection molding machines, it is used to remove residues from the plasticizer screw. This material can be mechanically ground and returned in subsequent equipment cleanings, but the number of times the purging agent returns depends on the level of contamination and degradation, and at the end of its useful life, when it loses its properties, it becomes if an industrial waste and must be disposed of in an appropriate place.
Companies from another reality do not use cleaning material, as their machines do not stop. Some types of modern machines already have the Auto-Purge Function, (quantity, pressure and speed).
The specific focus of purging agents is to remove material build-up on the metal surfaces of components, to reduce setup time (machine downtime) and labor when making a color or material change, to minimize scrap , carbon build-up and surface defects allowing for perfect production of parts, regardless of polymer type or part dimensions.
Purging agents can be interesting, for example, when products with black spots start to appear, or when working with older machines, in which gaps arise that accumulate materials that only the resin cannot clean.
For companies that work with a wide variety of colors and resins, the purging agent is an excellent ally in increasing production efficiency. With their constant use, purging agents significantly reduce scrap resulting from both color and material changes, which in turn generates significant cost savings. New purge compounds are always under development in the industry, being improved to eliminate a number of problems. Some for cleaning areas with small gaps, or to better purge engineering resins that are sensitive to temperature or thickness.
Other formulas designed to flow more easily within the support material, or to replace the role of glass fibers in the composite, allowing its use in a wide range of applications. The formulations are also enhanced to minimize the generation of a mist or odor during Purging or to maintain thermal stability at high processing temperatures.
Depending a lot on the raw material that is injected, the purging materials in some cases are specific and in other cases some techniques are applied in the process to obtain a better cleaning.
A continuous trend in the development of Purging Compound focuses on the search for solutions that can be used in machine and tools, with techniques that allow the use of the same compound in different plastic manufacturing processes.
There is a wide variety of purge materials on the market and we believe that, without exception, they somehow contaminate and reduce subsequent use (recycling). Many purge materials although necessary are not considered viable.
We wish you good reading (text can be translated by Google Translate)