

Por: Marcelo Aparecido Gonçalves
A velocidade das inovações tecnológicas traz avanços e contribuições referentes ao desenvolvimento de novas aplicações no segmento de plásticos injetados. Uma delas, que está se consolidando fortemente, e o processo de injeção de material plástico utilizando sistemas valvulados sequenciais para decoração de peças técnicas.
A aplicação de novas tecnologias no segmento de injeção de plásticos está intimamente relacionada com a inovação dos produtos e materiais que constantemente são desenvolvidos nas indústrias de transformação. Este trabalho objetiva descrever uma destas tecnologias, mais precisamente, o processo e injeção de plástico sobre tecido.
Para possibilitar a injeção de material plástico sobre tecido e necessário o usa de bicos valvulados nos sistemas de câmara-quente.
Essa tecnologia permite o preenchimento da cavidade de forma sequencial, otimiza o controle do processo, além de melhorar a qualidade do produto final e do vestígio da injeção.
Bicos com sistema de injeção convencional abrem e fecham devido a um balanceamento de pressão e temperatura. Alguns problemas no início da produção como o congelamento ou o gotejamento do ponto de injeção, podem interromper o balanceamento e comprometer os resultados esperados do produto final.
Os pontos de injeção valvulados sequenciais, com pino ou agulha abrindo e fechando a passagem de material plástico, eliminam tais problemas e garantem o controle da injeção e a repetibilidade do processo assegurando funcionalidade constante e melhoria da qualidade do produto. A produtividade aumenta devido a redução de peças defeituosas e do tempo gasto para iniciar a produção.
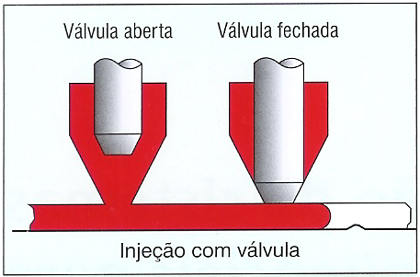
A Figura 1 mostra esquematicamente os tipos de injeção por meio convencional valvulado e sequencial, sendo esta ultima utilizado para a injeção de plástico sobre tecido. A quantidade e diâmetro dos pontos de injeção, também conhecidos como gates, depende das necessidades de projeto e configuração do produto, sua geometria, espessuras de contorno, pressão necessária para preenchimento da cavidade, aplicação, acabamento superficial, entre outros parâmetros. A Figura 2 mostra os bicos de injeção valvulados, nas posições aberta e fechada.

Figura 1- Comparativo entre sistemas de injeção valvulada convencional e sequencial
(Fonte: Incoe International)
CARACTERÍSTICAS DO PROCESSO
O processo de injeção valvulada sequencial apresenta diversas vantagens sobre a convencional, devendo ser avaliada caso a caso em função da relação custa x beneficia.

Figura 2 – Bicos de injeção com válvula aberta e fechada
(Fonte: Incoe International)
A seguir são descritas as principais características que tornam estes sistemas altamente recomendados para processos mais complexos, como a injeção sobre tecidos.
Redução do cicio de injeção
Após o preenchimento da cavidade a peça esta sujeita a uma contração volumétrica (característica intrínseca do processo), que e compensada pela pressão de recalque, responsável também por prevenir o retorno do plástico através do ponto de injeção. Após essa etapa, a máquina injetora inicia a dosagem para o próximo ciclo. Assim sendo, o tempo de recalque tem grande importância no ciclo de injeção. No caso de bicos valvulados, o ponto de injeção pode ser fechado no momento de máxima pressão, permitindo, de acordo com a peça injetada, a redução do tempo de recalque ou ate sua eliminação total (Figura 3).

Figura 3 – Redução de tempo de ciclo com auxílio das válvulas de entrada
(Fonte: Incoe International)
Redução da força de fechamento
O uso de pontos sequenciais também possibilita alternar a injeção nas cavidades. Em um molde de quatro cavidades par exemplo, (Figura 4) e possível iniciar a produção em duas e depois nas demais. Esta condição permite que a acabamento de peças injetadas sobre tecido seja valorizada sob a aspecto de controle final. Como as agulhas se fecham imediatamente apos a enchimento das primeiras cavidades ou pontos, a força de fechamento para o molde também se reduz, resultando no usa de uma máquina com capacidade de travamento menor.

Figura 4- Injeção alternada em molde de 4 cavidades com redução da força de travamento
Redução das linhas de união de fluxo (emenda)
Na produção de peças com mais de um ponto de injeção, o encontro de frentes de fluxo de material na cavidade forma uma linha de emenda na peça. Este resultado , em muitos casos, indesejável, principalmente em peças que requerem acabamentos superficiais posteriores, como pintura ou mesmo para injeção sobre tecido.
Como geralmente o encontro das frentes de fluxo acontece no final do enchimento da cavidade, quando a pressão de injeção e a temperatura do material já estão reduzidas, não é possível garantir a união homogênea. Sendo assim, a peça injetada pode apresentar uma região fragilizada nestas áreas de encontros de material.
Diferentes pressões e distribuição das temperaturas podem elevar as tensões e resultar em um aumento de empenamento da peça na região das linhas de união. Com a aplicação de pontos de injeção valvulados de abertura sequencial, uma peça longa pode ser preenchida de um lado para outro ou do centro da cavidade para as extremidades. No início da injeção, somente um ponto fica aberto. Os outros pontos se abrem quando a material passa par eles (Figura 5).

Figura 5 – Eliminação das linhas de emenda pelo uso de alimentação sequencial com válvulas
Controle do fluxo
Nos sistemas de canal ou câmara quente convencionais não a controle individual dos pontos de injeção. Caso necessitem de maior pressão ou fluxo de volume em um determinado ponto, a balanceamento é feito par meio de cálculos baseados em parâmetros de processo e geometrias dos canais.
Muitas vezes, durante a try-out, os valores calculados precisam ser alterados em virtude de mudanças na geometria ou espessura da peça, no material ou nos parâmetros do processo. Nesses casos, a eventual correção do balanceamento do sistema convencional e onerosa e demorada, além de não permitir a balanceamento de injeção com total segurança.
Com sistemas sequenciais, a fluxo par ponto de injeção pode ser controlado com tempos de abertura individuais, facilitando a correção do balanceamento e permitindo a injeção sobre um outro tipo de material, no caso a tecido.
Qualidade das peças injetadas
Em geral, a vestígio em uma peça injetada deve ser a menos visível possível. Na injeção convencional, dependendo do material e volume injetado, ocorrem alta fricção e tensão no ponto de injeção e a conseqüente degradação do material, devido a elevação de temperatura para permitir fluxo de material.
Além disso, a processo pode resultar em uma alta queda de pressão.
No bico sequencial, a pino (agulha) fecha a ponto de injeção. Mesmo com um grande diâmetro, a vestígio na peça e quase imperceptível. A fricção e tensão reduzidas no ponto de injeção garantem peças de alta qualidade e livres de tensionamento interno, evitando a comprometimento das propriedades mecânicas.
Decoração de peças
O processo de injeção de plástico pode produzir peças de várias cores e também com superfícies texturizadas, mas freqüentemente o acabamento não satisfaz a todos os requisitos do projeto.
Uma opção que ganha destaque atualmente e a colocação de filmes ou tecidos no molde, através da tecnologia IML/IMD2, capaz de reduzir custos e melhorar a qualidade da peça. Há também casos com aplicação de madeira para harmonizar acabamentos internos.
No processamento de peças com mais de um ponto de injeção convencional, a filme ou tecido pode enrugar durante a sobre-injeção. Pontos de injeção com controle das válvulas sequenciais eliminam totalmente tais problemas (Figura 6).

Figura 6 – Eliminação de regiões de enrugamento pelo uso de alimentação sequencial
(fonte: ícone internacional)
Acionamento e controle
O acionamento dos pinos (agulhas) pode ser feito por dois métodos neste tipo de processo: acionamento hidráulico ou pneumático, dependendo de algumas condições como peso da moldagem final, aplicação do produto, e requisitos da maquina injetora. Por exemplo, na indústria médico-hospitalar e de embalagens em geral, utiliza-se muito o sistema por acionamento pneumático, enquanto na indústria de produtos automobilísticos o sistema hidráulico e o mais comum. os critérios para esta escolha também estão relacionados a possibilidade de contaminações pelos elementos fluídicos dos sistemas de acionamento, pois, para produtos que requerem grau de pureza elevada não e aconselhado a usa de sistemas acionados par óleo. Preocupação também envolve os aspectos ambientais, onde cada vez mais ha a conscientização sobre a utilização de meios energéticos que afetam a ecossistema.
O controle do acionamento, independente do qual seja é feito por meio de controladores de válvulas, os quais permitirão abertura e fechamento predeterminados para o processo de preenchimento de material dentro da cavidade do molde, que poderá ser controlado par tempo ou curso (Figura 7).

Figura 7 – controle de acionamento de válvulas independentes (sequencial)
APLICAÇÕES DA TECNOLOGIA
Como forma de ilustrar a conceito de sobreposição de material plástico mostra-se, na Figura 8, um exemplo de molde com sistema de injeção com câmara quente e preparado para o processo de acionamento sequencial

Figura 8 – Sistema para o processo de injeção sequencial
A Figura 9 apresenta alguns exemplos de peças com injeção de material plástico sobre tecido

Figura 9 – Exemplos de peças obtidas com a injeção de material plásticos sobre tecido

A Figura 10. Apresenta a extração de um produto do molde, já com
a sobreposições de material termoplástico no tecido.
figura 10 – extração de peça do molde após injeção
(fonte: ícone internacional)
CONCLUSÃO
Podemos concluir que as vantagens de utilização do processo de injeção de material plástico sobre um substrato decorativo como o tecido, permitem aplicações técnicas variadas, melhora de produtividade e peças com qualidade, comparadas aos processos atualmente utilizados para obtenção de produtos com acabamento aparente variados, também conhecidos como interior trim3.
Esta tecnologia atende com eficiência os mais rigorosos detalhes de projetos de produtos, uma vez feita sua pré-analise utilizando-se simulações e estudos de preenchimento e comportamento reológico do material quando este e submetido as condições muito próximas das que ocorrerão na produção normal.
Ainda sob este enfoque, vale ressaltar que a obtenção de peças com baixo peso e alta resistência mecânica, além da estética, e facilitada quando utilizados processos de sobreposição de materiais.
Com este artigo apresentamos uma alternativa para atender a crescente demanda por redução de custos, eliminando vários processos antes empregados no revestimento de peças plásticas, sem, com isso, comprometer o acabamento e a qualidade do produto final.
A veloz mutação do nível de exigência dos consumidores faz com que as soluções tecnológicas sejam cada vez mais exploradas.
AGRADECIMENTOS
A realização deste trabalho foi possível graças a colaboração da Íncoe Internacional Brasil, através das informações técnicas fornecidas por Michael Rollmann – Gerente Geral e William dos Santos – Supervisor de Engenharia, e pela cessão de material para o seu desenvolvimento.
Também agradecemos a Associação Brasileira de Metalurgia e Materiais – ABM e a comissão organizadora do 6° Encontro da Cadeia de Ferramentas, Moldes e Matrizes pela oportunidade de apresentação no evento
Fonte: Revista Ferramental