

Viabilidade técnica e econômica do uso de um sistema de câmara quente
A otimização do processo produtivo é uma constante que precisa ser aplicada a cada novo desenvolvimento de produto. Todavia, a correta aplicação das tecnologias disponíveis deve ser avaliada mediante consideração de critérios, como ocorre na decisão de utilização de sistemas de câmara quente.
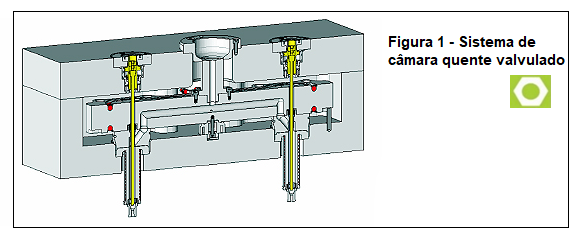
O sistema de câmara quente, também conhecido por sistema de canal quente, representa a forma mais eficiente de se otimizar a produção e melhorar a qualidade de um produto injetado. Mas afinal, o que é um sistema de câmara quente? É basicamente uma extensão do bico de injeção da máquina, funcionando como distribuidor do fluxo para cada uma das cavidades ou para um agrupamento de cavidades. Através de canais de distribuição constantemente aquecidos, é possível manter o material na mesma temperatura do cilindro da máquina injetora, livre de variações e sem os inconvenientes canais de alimentação (galhos). A Figura 1 representa esquematicamente o corte de um sistema de câmara quente com 2 pontos, onde é possível identificar o caminho de fluxo do material.
O sistema apresentado na Figura 1 inclui, além do princípio básico de câmara quente, o controle de abertura dos bicos e é, por isto, denominado de sistema valvulado. Este mecanismo permite que sejam controlados independentemente os bicos injetores, o que possibilita injetar peças com volumes diferentes no mesmo molde, além de permitir o deslocamento das linhas de solda resultantes do processo de injeção.
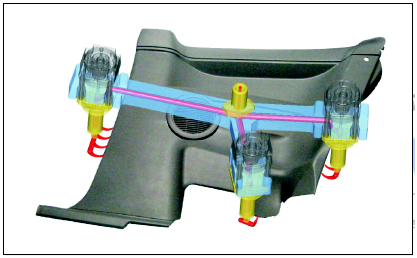
Imagine as peças da Figura 2 sendo injetadas sem um sistema de canal quente. É fácil perceber que o volume de canal seria algo inconcebível em uma ferramenta que produz milhões de peças, uma vez que todo este material teria que ser reprocessado, passando por um moinho para, posteriormente, ser misturado em baixa proporção ao material virgem.
Normalmente a secção do canal frio é maior do que a secção da parede da peça, ou seja, o volume de material no canal supera em 5 a 6 vezes a espessura do produto, com isto o ciclo de injeção fica definido pelo resfriamento do canal e não da peça. Portanto a utilização da câmara quente permite ciclos com até a metade do tempo do canal convencional.
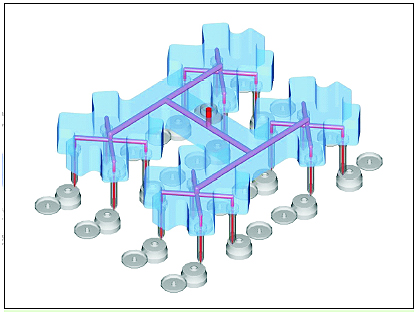
Figura 2 – Câmara quente para injeção de tampas
Nossa divulgação:
ACESSE O GUIA DE EMPRESAS PARA SISTEMA DE CÃMARA QUENTE E ACESSÓRIOS
Continue lendo:
POR QUE UTILIZAR SISTEMAS DE CÂMARA QUENTE?
O que determina a aplicação de uma câmara quente no molde? Em quais casos se deve aplicar uma câmara quente na construção do molde? Estas perguntas são freqüentes quando da definição de construção da ferramenta para injeção de um novo produto.
Como regra básica, devemos considerar que a aplicação de uma câmara quente ou bico quente, tecnicamente, é sempre melhor do que a não utilização.
Vejamos então as vantagens do uso de sistemas de canais quentes:
a) Flexibilidade no projeto da ferramenta:
• Facilidade na definição dos pontos de alimentação de grandes peças (Figura 3);
• Eliminação da necessidade de balanceamento dos canais;
• Diversificação dos tipos de entrada de material na peça.
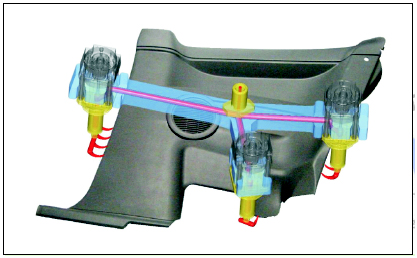
Figura 3 – Sistema valvulado para injeção de lateral de porta
• Facilita a construção do molde, evitando moldes com a terceira placa para retirar o canal de alimentação.
• Maior número e possibilidades de pontos de injeção, inclusive de configurações com disposição complexa (Figura 4);
• Permite injeção de peças técnicas, como por exemplo, sobre injeção de lentes nas lanternas dos automóveis em cores diferentes, só possíveis com injeção valvulada seqüencial;
• Fácil obtenção de configurações para distribuição de cavidades não naturalmente balanceadas (Figura 5);
• Aplicações para moldes de produção e de peças técnicas;
• Aplicável a plásticos de comodites e materiais de engenharia;
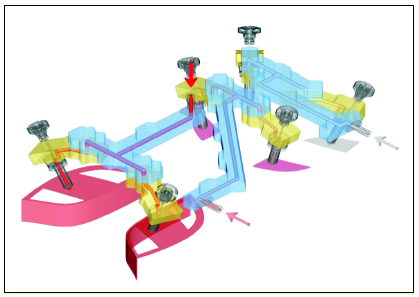
Figura 4 – Sistema valvulado para injeção de lente traseira tricolor
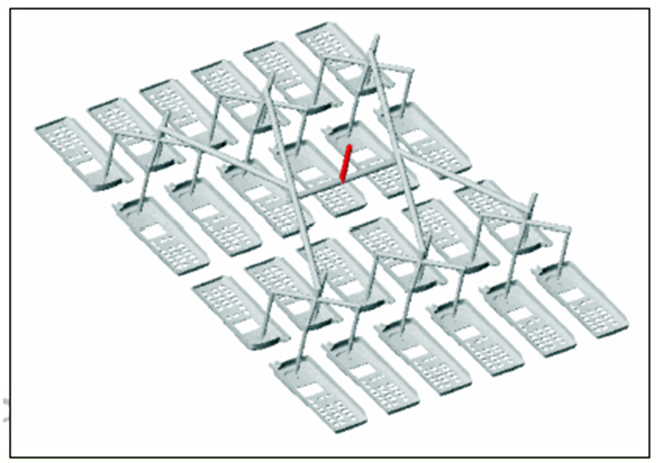
Figura 5 – Sistema com balanceamento de 24 cavidades
b) Maior eficiência da máquina injetora:
• Utilização de máquinas com menor capacidade de força de fechamento e menor capacidade de plastificação;
• Fácil alteração de material e de cor;
• Menor pressão de injeção;
c) Redução de custo:
• Economia na utilização de matéria prima;
• Custo operacional reduzido;
• Menor ciclo de injeção;
• Redução da quantidade de moinhos granuladores para moagem de canais;
d) Redução do ciclo de injeção:
• Redução do tempo de resfriamento;
• Não há a necessidade de solidificação de canais de alimentação;
• Cursos de abertura reduzidos;
• Melhor rendimento em moldes de paredes finas;
e) Melhoria da qualidade das peças moldadas:
• Isenção de contaminação;
• Maior uniformidade dimensional no produto acabado;
• Vestígios de injeção podem ser controlados por sistemas valvulados e, em alguns casos, tornam-se praticamente invisíveis (Figura 6);
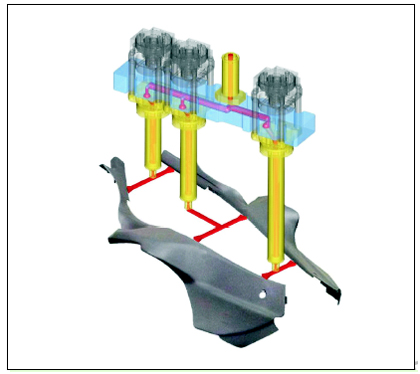
Figura 6 – Sistema valvulado para injeção de peça automobilística, permite forçar o fluxo para uma linha de emenda não visível.
• Menor tensão residual nos componentes moldados;
• Eliminação de operações secundárias;
Todavia, quando é avaliado o lado econômico do investimento, é preciso levar em consideração alguns fatores primordiais. Portanto, a decisão passa a ser técnica e financeira.
Vamos então considerar as duas grandes determinantes da definição do uso de sistemas de canais quentes, a saber, a característica técnica da peça e sua demanda.
CARACTERÍSTICAS TÉCNICAS DA PEÇA
Resumindo os tópicos citados anteriormente, há que se elaborar um questionário para avaliação dos requisitos técnicos de uma peça de material plástico a ser produzida pelo processo de injeção.
Os tópicos a ser levados em consideração compreendem:
a) Material injetado – alguns materiais se degradam ao ser submetidos às tensões dentro dos canais de injeção. Estas tensões surgem pela solidificação gradativa do material no interior do canal durante sua passagem. Com isto, quanto maior a distância a ser percorrida, menor vai se tornando a seção de passagem do material. O aumento da tensão dentro do material é diretamente proporcional à redução da seção de passagem. Portanto, quando os canais são extremamente longos, surge a degradação do material, que pode ser consideravelmente reduzida por meio da aplicação de sistemas de canais quentes. Também o espectro de temperatura de certos materiais é pequeno, podendo haver deterioração do material quando a temperatura no bico da injetora é muito maior do que a temperatura no ponto de entrada (“gate”) do material na peça. Com isto a aplicação de sistemas de câmara quente ou, até mesmo, bico quente, podem reduzir de forma drástica este diferencial de temperatura, primando pela qualidade do material injetado. Nos casos de injeção de diferentes materiais (bicolor, tricolor) é praticamente impossível obter resultados satisfatórios sem a aplicação destes sistemas;
b) Geometria da peça – grande fator complicador no desenvolvimento de projetos de moldes de injeção. Quando dispomos de peças “comportadas”, isto é, peças de geometria singular, a construção dos canais de alimentação torna-se mais simples. Todavia, quando surgem peças de geometrias complexas, com superfícies irregulares, compostas de diversas nervuras e reentrâncias, ou ainda quando apresentam grandes dimensões, o processo de escolha do ponto (ou dos pontos) de entrada de material na peça passa a contar com uma verdadeira engenharia para que seja possível determinar o melhor local de injeção. Outro fator crítico para determinação do canal de injeção é a espessura da peça. Produtos com espessuras de parede extremamente reduzidas passam a exigir elevadas pressões de injeção. Ou seja, se for necessário, além do preenchimento do produto, completar ainda um grande volume de material nos canais de injeção, teremos que optar por injetoras com maior capacidade. Em alguns casos, torna-se impossível o preenchimento da peça em toda a sua extensão devido à limitação da espessura de parede. E também, quanto maior for a qualidade do material no ponto de entrada na peça, tanto melhor será a qualidade dimensional do produto. Em suma, o importante é que seja possível determinar, preferencialmente com um sistema de análise reológica (comercialmente conhecido como análise de fluxo, ou “flow”), o melhor ou os melhores pontos de entrada do material na peça. A partir desta avaliação, determinar o posicionamento do produto no molde e, só então, verificar qual a melhor maneira de chegar com o material no ponto de injeção selecionado. Quando se procede desta maneira, se obtém o melhor compromisso de qualidade da peça. E, comumente, a melhor solução para chegada do material no ponto desejado passa pela aplicação de um sistema de canal quente;
c) Acabamento superficial – a exigência cada vez maior de peças com qualidade visual apurada tem sido um dos maiores impulsionadores da aplicação de sistemas de câmara quente. Além da redução das tensões residuais geradas no processo de injeção, estes sistemas permitem, por meio de controles específicos, o deslocamento das linhas de solda para pontos aceitáveis, contribuindo assim com a solução dos problemas de aparência das peças. Adicionalmente, quando bem aplicadas, reduzem etapas de acabamento pós-injeção, pela eliminação de cortes e rebarbação. Finalmente, como a utilização de sistemas de canais quentes reduz o volume de material reaproveitado, permite melhor garantia de isenção de contaminação na peça final.
CARACTERÍSTICAS ECONÔMICAS DA PEÇA
Aliada a avaliação técnica apresentada anteriormente, a decisão sobre a aplicação de um determinado sistema de injeção deve ser considerada levando em conta os seguintes pontos:
a) Demanda do produto – é um dos pontos decisivos relevantes sobre o investimento em um sistema de câmara quente. Normalmente são levados em consideração quatro cenários: demanda baixa com alto valor agregado, demanda baixa com baixo valor agregado, demanda alta com alto valor agregado e demanda baixa com alto valor agregado. A Tabela 1 mostra a recomendação de aplicação de sistemas de câmara quente.
b) Custo de produção – neste quesito vários fatores são avaliados. Um comparativo entre a injeção com canal convencional e a injeção com sistema de canal quente deve ser elaborado no sentido de dimensionar o custo dos canais de injeção que serão eliminados. A quantidade de canais é diretamente proporcional ao número de cavidades do molde; o custo da possível troca de máquina devido a redução da pressão de injeção necessária, o que permite a utilização de máquina menor com conseqüente menor custo; o custo da redução do ciclo de injeção, resultante do uso de sistemas aquecidos, que permitem eliminar ou reduzir os tempos de resfriamento dos canais e de solidificação dos “gates ”; o custo da eliminação ou redução de moinhos granuladores, devido a inexistência ou diminuição de canais de injeção; o custo da redução ou eliminação de operações de acabamento posteriores ao processo de injeção, como a rebarbação e o corte de canais.

Tabela 1- Recomendação de uso de sistemas de câmara quente
Considerando todos os fatores explanados, é possível verificar que a determinação de aplicação de um sistema de câmara quente não é tão simples quanto se imagina. Como a indústria requer constantemente a justificação e comprovação de qualquer investimento, por menor que seja, é fundamental a elaboração de uma metodologia para amparar as tomadas de decisões referentes a este quesito.
Importantíssimo é a disseminação dos conceitos básicos que regem a correta especificação de um produto, iniciando pela parte conceitual e passando por toda a definição técnica do produto e do ferramental necessário para produzi-lo, sempre levando em conta a relação custo/benefício do projeto.
A busca constante do aperfeiçoamento técnico das equipes de projeto das ferramentarias, seja por meio de cursos específicos, seja pela presença em palestras, ou ainda por acesso aos departamentos técnicos dos fornecedores, é crucial para a sobrevivência destas empresas em um mercado cada vez mais competitivo.
Agenor Gualberto
Tecnólogo em Mecânica Industrial, Técnico em Processo de Injeção, Projetista de Moldes Plásticos. Especialista em Sistemas de Câmara Quente com 30 anos de experiência na área de plástico.
Christian Dihlmann
Engenheiro Mecânico e Mestre em Engenharia Mecânica pela UFSC Universidade Federal de Santa Catarina e Especialista em Administração de Empresas pela FURJ/UNIVILLE Fundação Educacional da Região de Joinville. Realizou aperfeiçoamento na área de fabricação de moldes
e análise reológica em Portugal e Alemanha.
Por: Agenor Gualberto e Christian Dihlmann
Fonte: Revista Ferramental